一种金属波齿石墨复合垫片及其制备工艺的制作方法
本发明涉及密封垫片,尤其涉及一种金属波齿石墨复合垫片及其制备工艺。
背景技术:
1、金属波齿复合垫片是一种金属复合垫片,一般先用精密的车床或专用铣床在金属平垫片的二面加工成同心的波形状沟槽,上下两面齿尖相互错开,使其具有更好的压缩回弹性能,由于与其它密封面的接触是多个同心圆的线接触,因此具有迷宫密封作用,根据不同的介质和工况条件,可选择柔性石墨、ptfe、无石棉板或其它一些软金属,粘贴在垫片的二面,利用软性覆盖层的密封性以及金属的强度、弹性好的优点,以达到更好的密封效果。
2、现有波齿复合垫片其加工工序为片状板体弯曲形成类圆形后进行边缘焊接,然后在通过打磨机对焊接及边缘进行逐个打磨,再通过冲压机配合模具进行整圆操作。整个过程中,弯曲焊接为一台设备,打磨为一台设备,冲压为一台设备,各个设备之间相互独立,尤其是打磨和冲压,需要人工逐个进行上料加工再下料,同时各个工序之间需要人工进行搬运,整个过程无法形成自动化加工,不仅效率低,而且人工和设备投入成本比较大。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的问题,而提出的一种金属波齿石墨复合垫片及其制备工艺。
2、为了实现上述目的,本发明采用了如下技术方案:
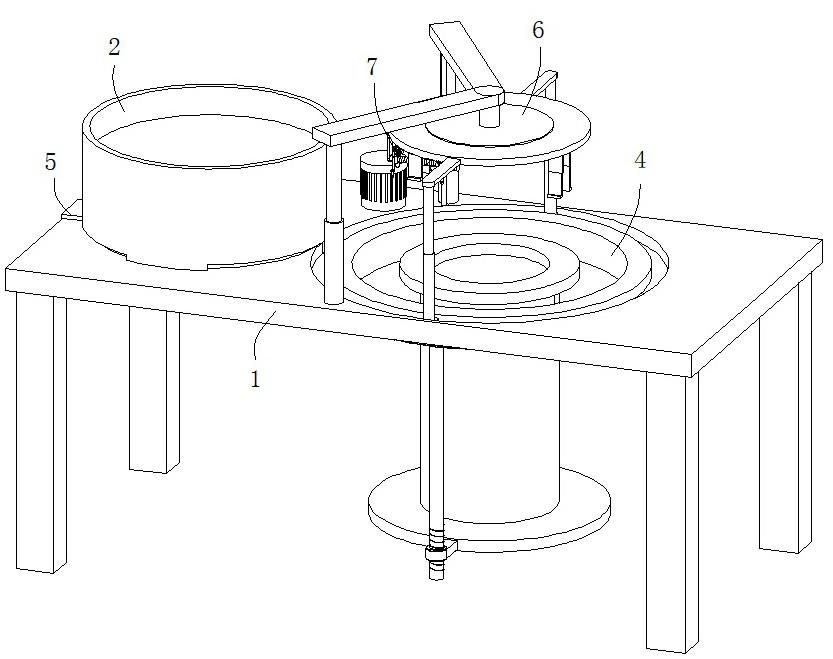
3、一种金属波齿石墨复合垫片的制备工艺,包括操作台,还包括:
4、上料壳,所述上料壳固设在操作台上,用于放置金属盘,所述上料壳的底部开设有用于金属盘活动的出料槽;
5、转动部,所述转动部设置在操作台上,用于驱动金属盘旋转;
6、推送部,所述推送部设置在操作台上,用于推送金属盘由上料壳移动至转动部;以及
7、下压部,所述下压部设置在操作台上,用于固定金属盘且配合转动部驱动金属盘旋转,所述下压部上设置有用于金属盘切削打磨的加工部。
8、优选的,所述转动部包括固设在操作台上的第一电机,所述第一电机的输出端穿过操作台并连接有驱动齿轮,所述驱动齿轮外侧啮合连接有齿轮环,所述齿轮环转动连接在操作台的底部,所述操作台上还通过轴承转动连接有与齿轮环固连的转动座,所述转动座的底部固设有连接杆,所述连接杆远离转动座的一端螺纹连接有螺母座,所述螺母座外侧转动连接有连接板,所述连接板上设置有底板,所述底板的顶部设置有连接管,所述连接管的顶部设置有支撑板。
9、优选的,所述支撑板外侧壁与转动座内侧壁之间形成外落料槽,所述连接管内侧壁形成内落料槽。
10、优选的,所述下压部包括固设在操作台上的液压油缸,所述液压油缸的活塞杆连接有顶板,所述顶板上设置有活动板,所述活动板外侧转动连接有转动板,所述转动板的底部设置有弹性伸缩板,所述弹性伸缩板的底部设置有与金属盘活动相抵的压板。
11、优选的,所述转动板外侧设置有支板,所述支板远离转动板的一端连接有伸缩管,所述伸缩管远离支板的一端与转动座相连。
12、优选的,所述推送部包括开设在操作台上的滑槽,所述滑槽内滑动连接有滑块,所述滑块与滑槽内壁之间设置有弹性元件,所述滑块的顶部设置有与金属盘活动相抵的推送板,所述滑块与顶板之间还设置有拉绳。
13、优选的,所述加工部包括设置在活动板底侧的u形框,所述u形框两侧内壁之间设置有螺杆,所述u形框上设置有用于驱动螺杆旋转的第二电机,所述螺杆两端的螺纹线旋向相反,所述螺杆的两端均螺纹连接有套筒,每个所述套筒上设置有切削打磨组件。
14、优选的,所述切削打磨组件包括固设在套筒上的第三电机,所述第三电机的输出端连接有主动齿轮,所述主动齿轮的两侧均啮合连接有齿条板,所述套筒两侧设置有限位框,所述齿条板滑动连接在限位框内,其中一个所述齿条板的底部连接有切刀,另一个所述齿条板的底部连接有打磨辊。
15、优选的,还包括以下步骤:
16、s1:将待制作成复合垫片的金属盘堆摞在上料壳内,通过控制液压油缸运行,使液压油缸的活塞杆带动顶板上移,顶板上移过程中对拉绳作用力,使拉绳对滑块产生拉力,滑块滑动在滑槽内并带动推送板对上料壳最低侧的金属盘推动,使金属盘由出料槽移出并置于转动座和支撑板上,实现金属盘的自动上料;
17、s2:随后使液压油缸的活塞杆带动顶板下移,顶板不再对拉绳产生拉力,滑块在弹性元件的弹力推动下复位,顶板带动活动板下移,使活动板外侧的转动板通过弹性伸缩板带动压板下移,直至压板与金属盘抵接按压;
18、s3:随后再控制第一电机运行,使第一电机的输出端带动驱动齿轮转动,驱动齿轮转动时与转动座外侧的齿轮环啮合传动,使齿轮环带动转动座旋转,转动座旋转时通过伸缩管和支板带动转动板相对活动板转动,进而使置于压板和转动座之间的金属盘转动;
19、s4:金属盘转动时使液压油缸的活塞杆带动顶板继续下移一段距离,使加工部的切刀随着金属盘的旋转而下移,使切刀可以切至金属盘的底部,加工部设置有两个切刀置于支撑板的两侧,可分别对金属盘外侧和内侧车削,进而使金属盘切削成金属圆环,金属盘被切除的置于金属圆环外侧的多余板体掉落在外落料槽,金属盘被切除的置于金属圆环内侧的多余板体掉落在连接管内;
20、s5:随后驱动第三电机运行,使第三电机的输出端带动主动齿轮旋转,主动齿轮与两侧的齿条板啮合传动,使与切刀相连的齿条板上移且不再与金属圆环接触,与打磨辊相连的齿条板下移且与金属圆环侧壁接触,随着第一电机的持续运行,与转动座相连的支撑板配合压板继续带动金属圆环转动,金属圆环侧壁在转动过程中被打磨辊打磨,金属圆环边侧毛刺被去除;
21、s6:然后控制液压油缸的活塞杆带动顶板继续上移,在此过程中,推送部再次受到拉绳拉动,推送板驱动此时上料壳最下侧的金属盘移动,该金属盘推动处于支撑板上的金属圆环并将其推送至下一制备工序,随后继续对此时置于转动座上的金属盘加工;
22、s7:随后通过下一工序的铣床在金属圆环上下表面铣齿,然后在铣齿后的金属圆环上覆合石墨。
23、本发明还公开了一种采用前述的一种金属波齿石墨复合垫片的制备工艺制备的金属波齿石墨复合垫片,包括金属圆环和石墨层,所述石墨层的最大厚度和所述金属圆环的最大厚度比为1:(100-200),所述石墨层的最小厚度和所述金属圆环的最小厚度比为1:(50-200)。
24、与现有技术相比,本发明提供了一种金属波齿石墨复合垫片及其制备工艺,具备以下有益效果:
25、1、该金属波齿石墨复合垫片及其制备工艺,通过下压部配合转动部驱动金属盘转动,使加工部对金属盘整料加工,将金属盘车削成圆环并对圆环外侧壁进行打磨,无需对片状板体滚环整圆后焊接以及后续焊点的打磨,简化垫片的加工工序,提高对复合垫片的加工效率和加工质量,降低了垫片的加工成本。
26、2、该金属波齿石墨复合垫片及其制备工艺,通过控制液压油缸运行,使液压油缸的活塞杆带动顶板上移,顶板上移过程中对拉绳作用力,使拉绳对滑块产生拉力,滑块滑动在滑槽内并带动推送板对上料壳最低侧的金属盘推动,使金属盘由出料槽移出并置于转动座和支撑板上,实现金属盘的自动上料,且该金属盘在此过程中可推动处于支撑板上的金属圆环,并将其推送至下一制备工序,实现对金属圆环的自动下料,从而使本装置具备自动上下料的功能,避免需要人工上下料,大大提高了装置的加工效率。
27、3、该金属波齿石墨复合垫片及其制备工艺,通过在金属盘转动时使液压油缸的活塞杆带动顶板继续下移一段距离,使加工部的切刀随着金属盘的旋转而下移,使切刀可以切至金属盘的底部,加工部设置有两个切刀置于支撑板的两侧,可分别对金属盘外侧和内侧车削,进而使金属盘切削成金属圆环,且可通过驱动第二电机运行,调整螺杆上两个套筒的位置,进而使切刀位置调整,使设备可将金属盘车削成不同外径和内径的金属圆环,进而适用于不同尺寸符合垫片的制作,实用性强。
28、4、该金属波齿石墨复合垫片及其制备工艺,通过设置外落料槽和内落料槽,可使金属盘被切除的置于金属圆环外侧的多余板体掉落在外落料槽,金属盘被切除的置于金属圆环内侧的多余板体掉落在内落料槽,实现对废料的自动收集,且金属圆环外侧和内侧多余的板体自动掉落,便于后续打磨辊对金属圆环侧壁的打磨工作,提高垫片的加工质量和加工效率。
- 还没有人留言评论。精彩留言会获得点赞!