一种高压片阀组合阀阀孔加工新工艺及其专用夹具的制作方法
本发明涉及阀体加工,具体地说是一种高压片阀组合阀阀孔加工新工艺及其专用夹具。
背景技术:
1、阀体是一种常见的液压零件,是液压控制阀中不可缺少的重要零部件,阀体零件的阀孔配合阀芯数量多,且尺寸及形位公差要求非常之高,如附图1所示:一般阀孔的尺寸公差带0.005~0.008,孔的粗糙度ra0.2,孔的圆柱度0.003;在加工阀孔时,一般都是采用单片加工的方式,加工后检测也能符合公差要求,但是在最终打紧扭矩装配后检测,受螺丝扭矩影响,孔的图形变弯、孔直径尺寸出现椭圆变形在0.006-0.01mm左右,圆柱度会变差到0.012左右甚至更大,直接造成阀芯在阀孔内卡滞,容易造成整机损坏,根本无法达到使用要求;因此,这种单一加工的方式,无法满足工件批量化加工的需求,达不到省时、省力、节约能源的目的,最主要是不能满足装配后加紧压力导致孔径变形,圆度、圆柱度、直线度超差的技术难题。
技术实现思路
1、针对现有技术存在的上述缺陷,本发明的目的是提供一种高压片阀组合阀阀孔加工新工艺及其专用夹具,有效解决装配后夹紧力导致阀孔变形,圆度、圆柱度、直线度超差的技术难题,提高生产加工效率及节约能源。
2、为了达成上述目的,本发明采用了如下技术方案:
3、一种高压片阀组合阀阀孔加工新工艺,包括以下步骤:
4、步骤一:用数控机床将阀体定位面毛坯孔加工成形;
5、步骤二:扩孔,用探头校正孔心,定好坐标系,编制加工程序,然后将阀体在加工中心进行扩孔,阀孔直径留有第一余量;
6、步骤三:铰孔,按照装配方式,打紧相同扭矩,使用带有内冷孔的精密铰刀,加工时内冷却和外冷却同时进行;用千分表校核调整铰刀的各刀面,刀刃的径向跳动不能大于0.003;
7、编程进行加工,阀孔直径留有第二余量,主轴的转速为第一转速,进给量为第一进给量,负载电流占比小于15%;
8、步骤四:装配合阀,使用第一固定板和第二固定板对需要的片阀进行装配形成组合阀体,统一装配扭矩;
9、步骤五:精密珩铰,把已装配好的组合阀体,装入珩磨工作台简易工装夹具内,使用垫板、定位板提高组合阀体定位精度,使用调节杆调节第一转盘到加工角度,进行阀体孔的珩磨。
10、阀体孔的珩磨进行三次;
11、第一次珩磨使用直径为阀体孔直径减0.015-0.020mm的第一刀具,主轴转速为第二转速,进给量为第二进给量;
12、第二次珩磨使用直径为阀体孔直径减0.005-0.010mm的第二刀具,主轴转速为第二转速,进给量为第二进给量;
13、第三次珩磨使用刀具直径为阀体孔直径加0.003-0.000mm的第三刀具,主轴转速为第二转速,进给量为第二进给量。
14、所述加工中心为3轴或4轴加工中心。
15、所述第一余量为1-2mm。
16、所述第二余量为0.05-0.08mm。
17、所述第一转速为1200-1500n/min,第一进给量为0.8-1.2mm/n,。
18、所述第二转速为200-400n/min,第二进给量为20-40mm/min。
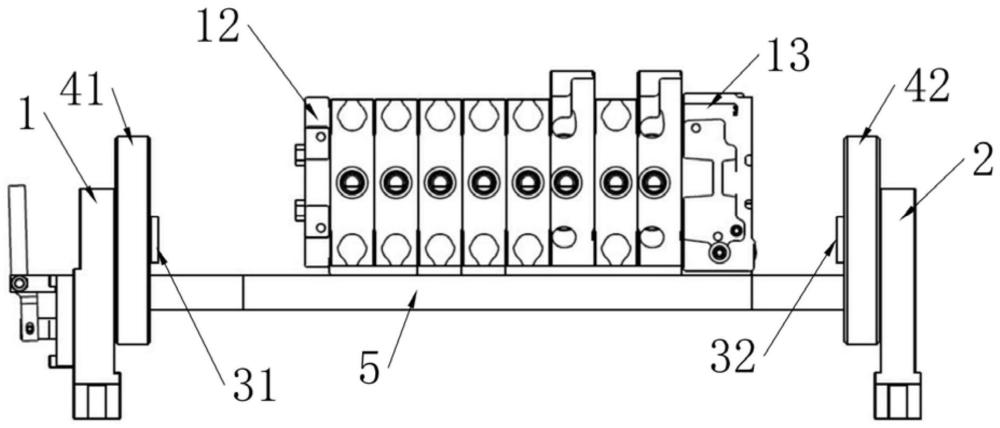
19、一种高压片阀组合阀阀孔加工新工艺的专用夹具,包括第一支撑座、第二支撑座、底板、装夹组件;
20、所述第一支撑座中设置有第一转轴,所述第一转轴上设置有第一转盘,所述第一支撑座设置有调节第一转轴角度的调节杆;
21、所述第二支撑座中设置有第二转轴,所述第二转轴上设置有第二转盘;所述第一转轴和第一转盘同步旋转,所述第二转轴和第二转盘同步旋转;
22、所述第一转盘与第二转盘之间设置有底板,所述底板上设置有至少四个定位孔;
23、所述装夹组件包括定位板、垫板、固定板;
24、所述固定板包括第一固定板和第二固定板,所述第一固定板和第二固定板将至少两个阀体组合在一起形成组合阀体;
25、所述垫板为长垫板、短垫板、中垫板中的一种或至少两种组成的,所述垫板用于垫起组合阀体;使用螺栓穿过定位孔、垫板与组合阀体底部预设安装孔连接;
26、所述定位板为长定位板、短定位板、中定位板中的一种或至少两种组成的,所述定位板设置在组合阀体后端面。
27、本发明与现有技术相比具有以下有益效果:
28、能有效解决装配后加紧力变形,以及圆度、圆柱度、直线度超差的技术难题,能够有效减少阀体搬运过程的劳动强度,定位稳定,夹紧快速可靠,能够保证阀体孔的精度要求,提高了产品质量;而且实现了无需找正,快速液压夹紧,流水线式生产,在批量生产中极大的提高了生产效率。
技术特征:
1.一种高压片阀组合阀阀孔加工新工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种高压片阀组合阀阀孔加工新工艺,其特征在于,所述阀体孔的珩磨进行三次;
3.根据权利要求1所述的一种高压片阀组合阀阀孔加工新工艺,其特征在于,所述加工中心为3轴加工中心或4轴加工中心。
4.根据权利要求1所述的一种高压片阀组合阀阀孔加工新工艺,其特征在于,所述第一余量为1-2mm。
5.根据权利要求1所述的一种高压片阀组合阀阀孔加工新工艺,其特征在于,所述第二余量为0.05-0.08mm。
6.根据权利要求1所述的一种高压片阀组合阀阀孔加工新工艺,其特征在于,所述第一转速为1200-1500n/min,第一进给量为0.8-1.2mm/n。
7.根据权利要求2所述的一种高压片阀组合阀阀孔加工新工艺,其特征在于,所述第二转速为200-400n/min,第二进给量为20-40mm/min。
8.一种高压片阀组合阀阀孔加工新工艺的专用夹具,其特征在于,包括第一支撑座、第二支撑座、底板、装夹组件;
技术总结
一种高压片阀组合阀阀孔加工新工艺及其专用夹具,包括以下步骤,步骤一:用数控机床将阀体定位面毛坯孔加工成形;步骤二:扩孔,阀孔直径留有第一余量;步骤三:铰孔,阀孔直径留有第二余量,主轴的转速为第一转速,进给量为第一进给量,负载电流占比小于15%;步骤四:装配合阀,对需要的片阀进行装配形成组合阀体,统一装配扭矩;步骤五:精密珩铰,把已装配好的组合阀体,装入珩磨工作台简易工装夹具内,进行阀体孔的珩磨。本发明能有效解决装配后加紧力变形,以及圆度、圆柱度、直线度超差的技术难题,能够有效减少阀体搬运过程的劳动强度,定位稳定,夹紧快速可靠,能够保证阀体孔的精度要求,提高了产品质量。
技术研发人员:孙同振,尹启彬,蒋立华,吴绍浦,张海涛,解修生,李春梅,秦仕君,房兴玉,叶桂友
受保护的技术使用者:山东中润液压机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!