一种GH4061合金壳体零件锻造成形模具及模锻成形方法与流程
本发明涉及一种gh4061合金壳体零件锻造成形模具及成形方法
背景技术:
1、壳体零件作为液体火箭发动机中涡轮泵的主要部件,在工作过程中承受着严苛的工作状况(大应力、高温差、富氧燃气腐蚀等),这对于壳体零件材料的综合力学性能提出了更高要求。gh4061合金是一种新型的沉淀强化型铁镍基变形高温合金,主成分与in718合金相似,与in718合金相比,gh4061合金调低了fe含量、适量添加v、cu元素和稀土元素,一方面可以改善合金的抗富氧燃烧能力,另一方面改善了750℃的高温力学性能,具有良好的低温抗氢脆和高温抗氧化抗腐蚀性能,从而更好的适应航天用壳体零件工况需求。由于gh4061合金存在热塑性较差、锻造温度范围窄、成形过程易产生裂纹等问题,该零件一直采用自由锻饼生产,这种成形方式工艺难度小,但所需成形温度较高,导致锻件力学性能较差,晶粒尺寸astm 0~1级。
技术实现思路
1、本发明针对gh4061合金材料热塑性较差、锻造温度范围窄等问题,提出采用模锻成形方法,模锻成形生产的gh4061合金壳体不仅可以减少成形火次、提高原材料利用率、而且可以细化组织、降低锻件开裂的风险,经上述方法成形的零件晶粒尺寸为astm 5~6级。
2、本发明并进一步提供一种适合上述模锻成形方法的模具。
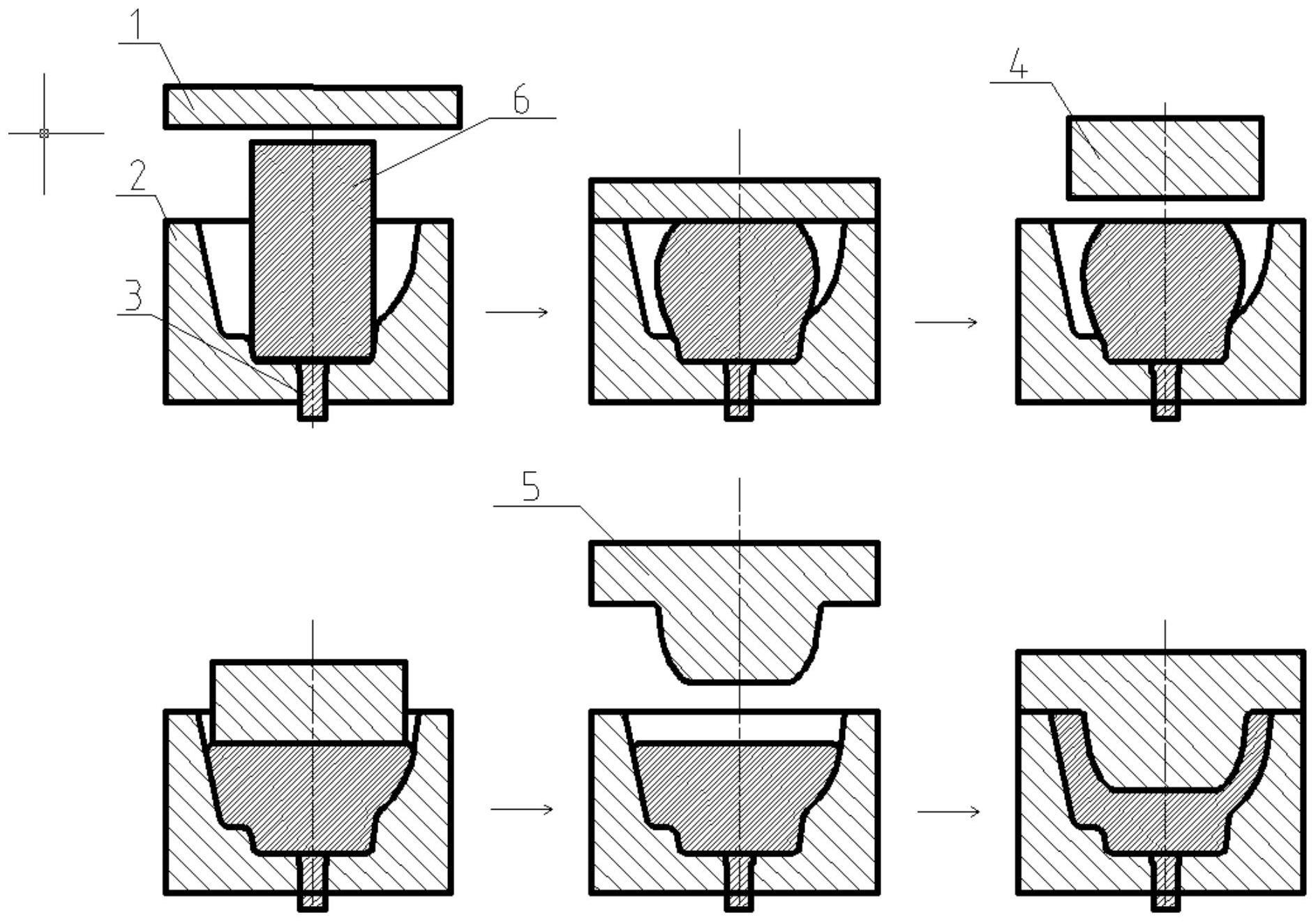
3、本发明的技术方案是:一种gh4061合金壳体零件锻造成形模具,包括第一压头、凹模、顶杆、第二压头、凸模;
4、所述凹模内腔与待锻造成形的壳体外型面一致,内腔底面向下设置凹槽,所述凹槽底部设置通孔,顶杆放置在所述通孔内,用于成形后的零件顶出;所述第一压头压面直径大于凹模内腔最外端直径,所述第二压头压面直径小于凹模内腔最外端直径、大于凹模内腔中心直径;凸模外型面与待锻造成形壳体的内型面一致。
5、优选的,所述凹槽直径300-310mm,高15-18mm。
6、优选的,所述第二压头压面直径为凹槽内腔最外端向内80-90mm处直径。
7、优选的,利用内腔与待锻造成形的壳体外型面一致的凹模进行锻造成形过程模拟仿真,分析材料变形过程及成形过程中的应变情况,通过改变内腔型面角度使调整后的内腔型面满足锻造成形过程无应力集中情况发生,材料变形达到预设尺寸即可确定最终优化中的凹模内腔型面。
8、优选的,所述第一压头、第二压头为圆柱形结构。
9、优选的,第一压头、凹模、顶杆、第二压头、凸模的材料采用5crnimo。
10、一种gh4061合金壳体零件模锻成形方法,包括:
11、根据液体火箭发动机中涡轮泵壳体尺寸选择原材料,所述原材料为圆柱形结构;
12、将原材料加热,加热温度1050℃-1080℃,保温时间300-350min;
13、将加热后的原材料放置在凹模内,保证原材料竖直放置,不发生倾斜;
14、使用第一压头对原材料进行下压,下压高度140-150mm,下压后取下第一压头,使用第二压头对原材料继续进行下压,下压高度80-90mm,下压后取下第二压头;
15、使用顶杆将零件顶出并进行加热,加热温度990℃-1000℃,保温时间280-300min;
16、将完成加热的零件放置在凹模内,均匀喷洒高温合金玻璃粉润滑剂,使用凸模进行下压,下压高度110-120mm。下压后使用顶杆将零件顶出。
17、优选的,所述原材料直径与凹模凹槽直径一致,原材料高度尺寸540mm-550mm。
18、本发明优点:
19、一、模具结构合理,通用性强,适用于钛合金及不锈钢零件成形。
20、二、通过采用模锻成形方法生产的gh4061合金壳体零件,可以减少成形火次、提高原材料利用率、降低锻件开裂的风险。
21、三、通过模锻成形的gh4061合金壳体零件晶粒尺寸为astm 5~6级。
技术特征:
1.一种gh4061合金壳体零件锻造成形模具,其特征在于:包括第一压头、凹模、顶杆、第二压头、凸模;
2.根据权利要求1所述的模具,其特征在于:所述凹槽直径300-310mm,高15-18mm。
3.根据权利要求2所述的模具,其特征在于:所述第二压头压面直径为凹槽内腔最外端向内80-90mm处直径。
4.根据权利要求1所述的模具,其特征在于:对所述凹模内腔型面进行优化:利用内腔与待锻造成形的壳体外型面一致的凹模进行锻造成形过程模拟仿真,分析材料变形过程及成形过程中的应变情况,通过改变内腔型面角度使调整后的内腔型面满足锻造成形过程无应力集中情况发生,材料变形达到预设尺寸即可确定最终优化中的凹模内腔型面。
5.根据权利要求1所述的模具,其特征在于:所述第一压头、第二压头为圆柱形结构。
6.根据权利要求1所述的模具,其特征在于:第一压头、凹模、顶杆、第二压头、凸模的材料采用5crnimo。
7.一种gh4061合金壳体零件模锻成形方法,其特征在于包括:
8.根据权利要求7所述的方法,其特征在于:所述原材料直径与凹模凹槽直径一致,原材料高度尺寸540mm-550mm。
9.根据权利要求7所述的方法,其特征在于模锻成形后的gh4061合金壳体零件晶粒尺寸为astm 5~6级。
10.根据权利要求7所述的方法,其特征在于:还适用于钛合金及不锈钢零件成形。
技术总结
一种GH4061合金壳体零件锻造成形模具及模锻成形方法,它涉及一种成形模具及模锻成形方法。GH4061合金壳体模锻成形模具包括凹模、凸模、第一压头、第二压头、顶杆部分组成。原材料直径尺寸300mm‑310mm,原材料高度尺寸540mm‑550mm,采用一套凹模火次成形。第一火原材料加热1050℃‑1080℃,保温时间300‑350min,使用第一压头下压140‑150mm,后使用第二压头下压80‑90mm,成形后使用顶杆顶出。第二火加热温度990℃‑1000℃,保温时间280‑300min,使用凸模下压110‑120mm。本发明生产的GH4061合金壳体可以减少成形火次、提高原材料利用率、细化组织、降低锻件开裂的风险,经上述方法成形的零件晶粒尺寸为ASTM5~6级。
技术研发人员:于泓权,苗金武,解洋,党赏,张静
受保护的技术使用者:西安航天发动机有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!