一种贯流式水轮机缸动结构的转动部分装配工艺的制作方法
本发明涉及水轮机安装,具体涉及一种贯流式水轮机缸动结构的转动部分装配工艺。
背景技术:
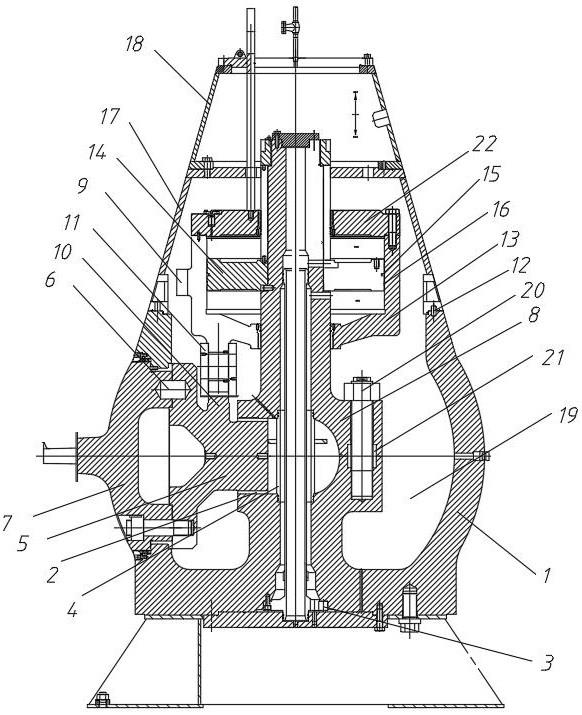
1、现有的贯流式水轮机缸动结构中的转动部分设置活塞杆、活塞缸、活塞缸盖、供油管这四个主要装配零件,常规活塞结构从传动方式上活塞是通过活塞缸的运行带动拐臂进行动作,最终控制桨叶动作。同时活塞在活塞缸内进行动作,进行装配以及操作架带动活塞动作使用桨叶开关。
2、该现有技术具有以下不足:贯流式水轮机的转动部分装配作为水轮机核心部套,由于该新型缸动结构以及新型转轮体分半径向桨叶孔的结构,其装配具有操作空间小且难度大。
技术实现思路
1、本发明为了解决如何提高装配效率的技术问题,提供了一种贯流式水轮机缸动结构的转动部分装配工艺,其特征在于,包括以下步骤:
2、步骤1、装配前对零件进行清理和洗涤;
3、步骤2、装入供油管、轮毂套管及相应密封件,并用螺钉连接在转轮体上;
4、步骤3、翻转转轮体;
5、步骤4、将拐臂装于转轮体的中心半圆内孔,转轮体内腔支撑设置千斤顶,将拐臂小头轴径上轴套的键槽旋转放置在轴套外圆最高处;
6、步骤5、将扭矩销分别装于拐臂销孔内,将销孔位置线引划在拐臂大头法兰外圆上;
7、步骤6、再将桨叶按拐臂引划位置线对正,将桨叶与拐臂装配成一体;
8、步骤7、千斤顶顶在桨叶外圆支撑,同时拆除在转轮体内腔处的千斤顶;
9、步骤8、依次装入叶片密封装配及连接螺钉,同时涂润滑脂;
10、步骤9、在转轮体内依次按对位标记装入环形键;
11、步骤10、将活塞杆按引划在杆部外圆处的键槽位置线及样冲眼标记,吊装对正拐臂轴套端面处键槽位置线及样冲眼标记,将转轮体与活塞杆装配成一体;
12、步骤11、进行加热拉伸:对所有螺栓进行对称加热,点焊螺栓位置处的止动块;
13、步骤12、将连杆装配按对位标记依次装在各拐臂耳柄上;
14、步骤13、将活塞缸依次装上流螺塞、螺栓、垫圈、导向瓦、销,再将活塞缸装在拐臂耳柄上;
15、步骤14、将活塞、孔用方形圈、导向环装配成一体,同时将销子分别装在活塞杆径向孔、活塞内平面销孔及活塞缸端面处,吊装于活塞缸内;
16、步骤15、将活塞缸盖装配于活塞缸上,并连接成一体;
17、步骤16、吊装活塞杆轴套对正定位销孔位装配在活塞杆上;
18、步骤17、将上泄水锥、橡皮条分别装于转轮体上,并连接为一体;
19、步骤18、按产品图纸及工艺进行涂漆。
20、为了便于运动灵活,步骤18中,上泄水锥的开档耳柄与活塞缸的搭子两侧面对齐,并对活塞缸搭子两侧面上的导向瓦进行配刮。
21、优选的,步骤1.1、清除干净零件上的所有残余毛刺,并用压缩空气吹去各种杂质、粉尘,转轮体、活塞缸、活塞缸盖、活塞、活塞杆轴套各内、外表面清洁干净;
22、步骤1.2、清理零件非配合面和配合面的杂质,并对零件配合面进行清洗;
23、步骤1.3、在轴套冷套装配时,均匀涂上密封胶;
24、步骤1.4、在螺栓和无止动垫圈的螺母涂密封胶止动;
25、步骤1.5、轴套的骑缝螺钉和止动螺钉不得高出轴套,拧入时涂密封胶,并冲两点止动。
26、优选的,步骤6中,用叶片螺栓、叶片螺母及止动块将桨叶与拐臂装配成一体;步骤10中,用螺栓、螺母及止动片将转轮体与活塞杆装配成一体。
27、优选的,对叶片螺栓和螺栓进行顺时针冷预紧。
28、本发明具有以下有益效果:
29、1、解决如何实现进行活塞杆与转轮体的装配,活塞杆与转轮体的平键装配,活塞杆与拐臂间的连杆装配的问题,从传统缸动结构的从径向方式装配变为了从轴向方式装配,降低了操作难度,且装配效率提高明显。
技术特征:
1.一种贯流式水轮机缸动结构的转动部分装配工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的贯流式水轮机缸动结构的转动部分装配工艺,其特征在于:步骤18中,上泄水锥的开档耳柄与活塞缸的搭子两侧面对齐,并对活塞缸搭子两侧面上的导向瓦进行配刮。
3.根据权利要求2所述的贯流式水轮机缸动结构的转动部分装配工艺,其特征在于:步骤1.1、清除干净零件上的所有残余毛刺,并用压缩空气吹去各种杂质、粉尘,转轮体、活塞缸、活塞缸盖、活塞、活塞杆轴套各内、外表面清洁干净;
4.根据权利要求1-3任一项所述的贯流式水轮机缸动结构的转动部分装配工艺,其特征在于:步骤6中,用叶片螺栓、叶片螺母及止动块将桨叶与拐臂装配成一体;步骤10中,用螺栓、螺母及止动片将转轮体与活塞杆装配成一体。
5.根据权利要求4所述的贯流式水轮机缸动结构的转动部分装配工艺,其特征在于:对叶片螺栓和螺栓进行顺时针冷预紧。
技术总结
本发明涉及水轮机安装技术领域,公开了一种贯流式水轮机缸动结构的转动部分装配工艺,包括以下步骤:清理和洗涤;翻转转轮体;拐臂装于转轮体的中心半圆内孔;转轮体与活塞杆装配成一体;进行加热拉伸;连杆装配按对位标记依次装在各拐臂耳柄上;将活塞缸依次装上流螺塞、螺栓、垫圈、导向瓦、销,活塞缸装在拐臂耳柄上;将活塞、孔用方形圈、导向环装配成一体,同时将销子分别装在活塞杆径向孔、活塞内平面销孔及活塞缸端面处;将活塞缸盖装配于活塞缸上,并连接成一体;活塞杆轴套对正定位销孔位装配在活塞杆上;将上泄水锥、橡皮条分别装于转轮体上,并连接为一体;涂漆。降低了操作难度且装配效率提高明显。
技术研发人员:邓润华,秦波,陈潇,刘李杰
受保护的技术使用者:重庆水轮机厂有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!