一种动态自穿孔异种金属铆焊方法与流程
本发明涉及异种金属焊接,具体为一种动态自穿孔异种金属铆焊方法。
背景技术:
1、在汽车领域,车身轻量化是实现节能减排的有效手段,铝以其在地球上的储量大、密度低、比强高、耐腐蚀性强等大量优点,使其在汽车轻量化进程中得到广泛应用。当前大量交运工业都采用了“以铝代钢”的铝/钢焊接复合结构。由于铝合金与钢之间热物理属性差异较大,导致焊点处不可避免的形成硬脆的金属间化合物,导致焊点强度及疲劳性能极差,这严重限制了电阻点焊在铝/钢异种金属连接中的应用,针对以上问题上海交通大学提出了一种铝/钢异种金属电阻铆焊方法,该方法采用钢制铆钉刺穿铝合金板材,然后将铆钉与基层钢板连接在一起,将异种金属连接问题转化成同种材料连接问题,极大地提升了铝/钢异种金属接头连接强度。
2、但采用的铆钉在第一步预穿孔阶段很难控制铆钉刺穿铝板的程度,当刺穿电流较小时,难以刺穿铝板,然后进行大电流焊接,极易产生飞溅和导致焊接接头存在铝铁化合物,导致接头强度降低;当刺穿电流过大时,直接造成铝合金板材飞溅,接头强度严重下降。对于不同的铝合金板材+高强钢组合,需要大量的实验来确定预穿孔参数来保证接头强度,这严重限制了生产效率及该焊接方法的推广及应用。鉴于以上问题,本发明提出了一种动态自穿孔异种金属铆焊方法。
技术实现思路
1、针对现有技术的不足,本发明提供了一种动态自穿孔异种金属铆焊方法,解决了现有技术需要大量的实验来确定预穿孔参数来保证接头强度的问题,实现铆钉预穿铝板穿孔程度可控,保证焊点强度。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种动态自穿孔异种金属铆焊方法,包括以下步骤:
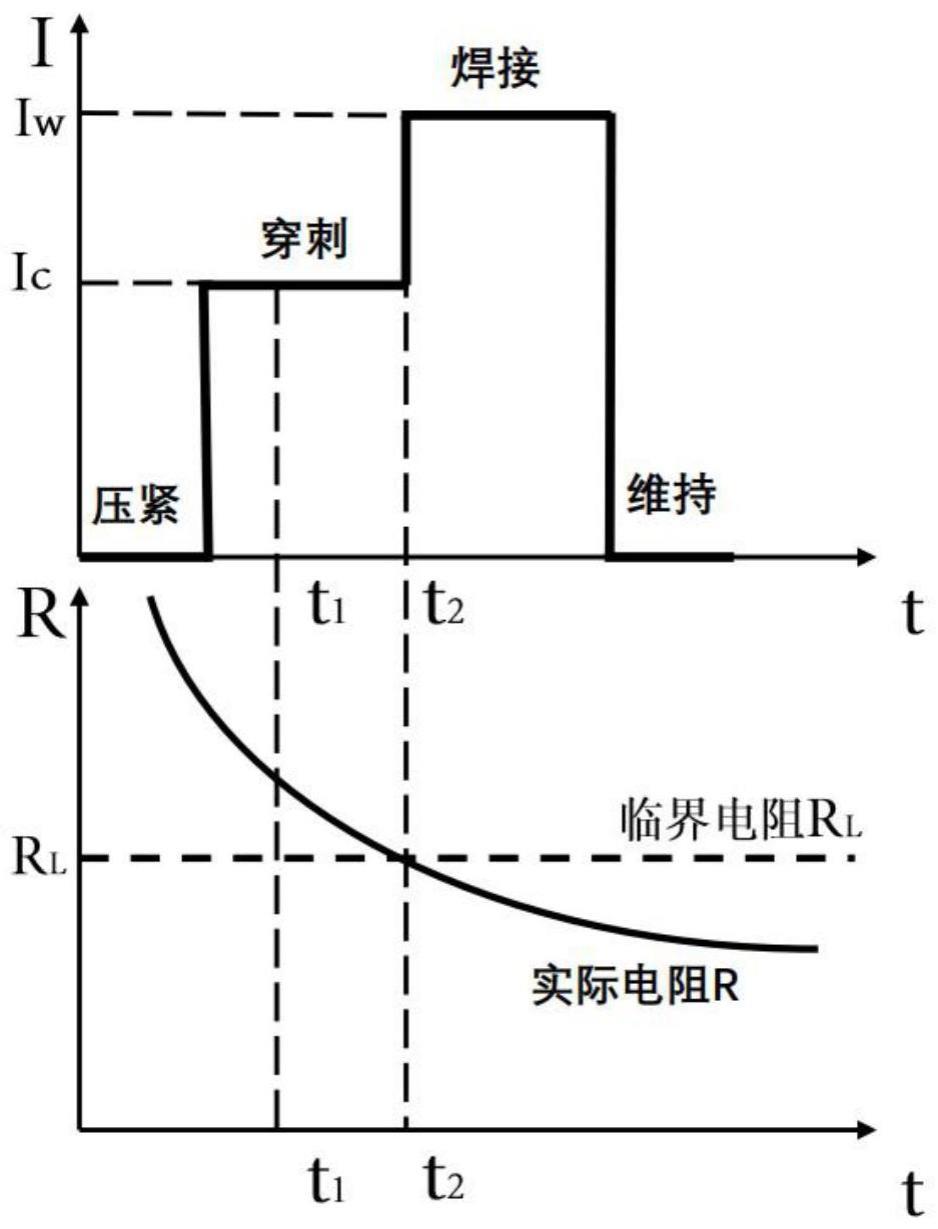
3、步骤一、压紧阶段:
4、在焊接控制器中输入焊接参数,然后将钢板置于下电极,铝板置于钢板之上,铆钉放在铝板与钢板需要焊接位置处,施加焊接的电极压力将铆钉、铝板、钢板压紧,铆钉、铝板、钢板三者的电阻之和为实际电阻值;
5、步骤二、穿刺阶段:
6、在电极压力下施加恒定的穿刺电流,利用铆钉与铝板之间产生的电阻热将铝板软化,当实际电阻值达到临界电阻值时,穿刺阶段结束,实现铆钉与钢板的良好接触;
7、步骤三、焊接阶段:
8、在设定的焊接电流和焊接时间下完成铆焊过程;
9、步骤四、维持阶段:
10、焊接完成后,在电极压力下,维持压紧一段时间,次压紧阶段减少焊点缩孔及裂纹缺陷的产生,维持阶段完成后,上下电极之间的电极压力卸载,完成整个焊接过程。
11、优选的,所述步骤一之前,先采用电极将铆钉和钢板在使用的电极压力下压紧,通过微欧计测量压紧后的铆钉和钢板的电阻之和,记为临界电阻值。
12、优选的,所述焊接参数包括压力,穿刺电流、焊接电流、焊接时间、维持时间。
13、优选的,所述步骤一至步骤四中,电极压力保持不变。
14、优选的,一种动态自穿孔异种金属铆焊系统,使用所述的一种动态自穿孔异种金属铆焊方法,所述系统包括电阻焊控制器、电压传感器、电流传感器、数据处理装置,所述电阻焊控制器的输出端分别连接有上电极、下电极,所述上电极和下电极用于将铆钉和钢板在使用的电极压力下压紧;
15、所述电压传感器安装在所述电阻焊控制器的次级输出端,所述电流传感器安装在所述电阻焊控制器的输出端正极上,所述数据处理装置电性连接有电流传感器、电压传感器、电阻焊控制器。
16、优选的,所述电流传感器在通电过程中实时检测焊接电流,所述电压传感器在通电过程中实时检测焊接电压,所述数据处理装置利用测得的焊接电压除以焊接电流实时计算焊接电阻值,将计算出的焊接电阻值反馈给所述电阻焊控制器,所述电阻焊控制器根据实时的焊接电阻值情况,判断铆钉穿孔程度,根据实时焊接电阻值情况,调控穿孔电流通电时间,实现完全穿透,然后进行所述铆钉与所述钢板的焊接。
17、本发明提供了一种动态自穿孔异种金属铆焊方法。具备以下有益效果:
18、本发明通过在焊接控制器中输入焊接参数,施加焊接的电极压力将铆钉、铝板、钢板压紧,当实际电阻值达到临界电阻值时,穿刺阶段结束,实现铆钉与钢板的良好接触,在设定的焊接电流和焊接时间下完成铆焊过程,次压紧阶段减少焊点缩孔及裂纹缺陷的产生,实现铆钉预穿铝板穿孔程度可控,保证焊点强度,提高了生产效率。
技术特征:
1.一种动态自穿孔异种金属铆焊方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种动态自穿孔异种金属铆焊方法,其特征在于,所述步骤一之前,先采用电极将铆钉和钢板在使用的电极压力下压紧,通过微欧计测量压紧后的铆钉和钢板的电阻之和,记为临界电阻值。
3.根据权利要求1所述的一种动态自穿孔异种金属铆焊方法,其特征在于,所述焊接参数包括压力,穿刺电流、焊接电流、焊接时间、维持时间。
4.根据权利要求1所述的一种动态自穿孔异种金属铆焊方法,其特征在于,所述步骤一至步骤四中,电极压力保持不变。
5.一种动态自穿孔异种金属铆焊系统,其特征在于,使用权利要求1-4任一项所述的一种动态自穿孔异种金属铆焊方法,所述系统包括电阻焊控制器(1)、电压传感器(2)、电流传感器(3)、数据处理装置(4),所述电阻焊控制器(1)的输出端分别连接有上电极(5)、下电极(6),所述上电极(5)和下电极(6)用于将铆钉(7)和钢板(9)在使用的电极压力下压紧;
6.根据权利要求5所述的一种动态自穿孔异种金属铆焊系统,其特征在于,所述电流传感器(3)在通电过程中实时检测焊接电流,所述电压传感器(2)在通电过程中实时检测焊接电压,所述数据处理装置(4)利用测得的焊接电压除以焊接电流实时计算焊接电阻值,将计算出的焊接电阻值反馈给所述电阻焊控制器(1),所述电阻焊控制器(1)根据实时的焊接电阻值情况,判断铆钉(7)穿孔程度,根据实时焊接电阻值情况,调控穿孔电流通电时间,实现完全穿透,然后进行所述铆钉(7)与所述钢板(9)的焊接。
技术总结
本发明涉及异种金属焊接技术领域,公开了一种动态自穿孔异种金属铆焊方法,包括压紧、穿刺、焊接维持四个阶段,整个焊接过程中电极压力保持不变,在焊接控制器中输入焊接参数,然后将钢板置于下电极,铝板置于钢板之上;在电极压力下施加恒定的穿刺电流,利用铆钉与铝板之间产生的电阻热将铝板软化;在设定的焊接电流和焊接时间下完成铆焊过程;焊接完成后,在电极压力下,维持压紧一段时间。通过在焊接控制器中输入焊接参数,在设定的焊接电流和焊接时间下完成铆焊过程,次压紧阶段减少焊点缩孔及裂纹缺陷的产生等步骤,实现铆钉预穿铝板穿孔程度可控,保证焊点强度,提高了生产效率。
技术研发人员:于世宝,尉学森,郭春飞,郭悦
受保护的技术使用者:天津七所高科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!