刀具和刀柄的装配方法及装置与流程
本公开涉及机械加工技术,更具体地,涉及一种刀具和刀柄的装配方法及装置。
背景技术:
1、目前行业内对于数控加工中心所使用的刀具、刀柄、以及刀具的悬长深度值,没有进行系统的关联。以上这些信息一直相互独立展示,无法合并串通运用,只能人为处理以上信息,严重的制约着机床及工作人员的有效价值运载率。
2、因此,开发一种刀具、刀柄以及刀具的悬长深度值的关联方法非常重要。
技术实现思路
1、本发明的一个目的是提供一种刀具和刀柄的装配方法的新技术方案。
2、根据本发明的第一方面,提供了一种刀具和刀柄的装配方法,包括:
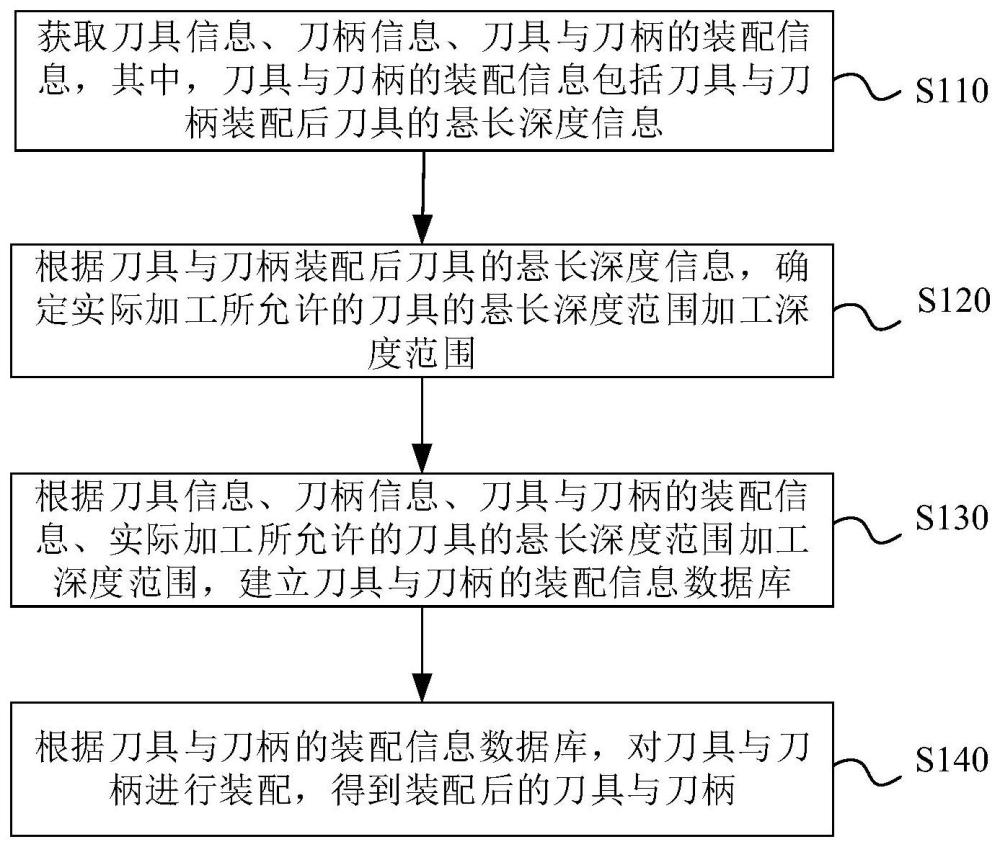
3、获取刀具信息、刀柄信息、刀具与刀柄的装配信息,其中,所述刀具与刀柄的装配信息包括刀具与刀柄装配后刀具的悬长深度信息;
4、根据所述刀具与刀柄装配后刀具的悬长深度信息,确定实际加工所允许的刀具的加工深度范围;
5、根据所述刀具信息、所述刀柄信息、所述刀具与刀柄的装配信息、所述实际加工所允许的刀具的加工深度范围,建立刀具与刀柄的装配信息数据库;
6、根据所述刀具与刀柄的装配信息数据库,对刀具与刀柄进行装配,得到装配后的刀具与刀柄。
7、可选的,所述根据所述刀具与刀柄装配后刀具的悬长深度信息,确定实际加工所允许的刀具的加工深度范围,包括:
8、基于每一个刀具的悬长深度信息,确定实际加工所允许的刀具的最小加工深度值和实际加工所允许的刀具的最大加工深度值;
9、根据所述实际加工所允许的刀具的最小加工深度值和所述实际加工所允许的刀具的最大加工深度值,确定所述实际加工所允许的刀具的加工深度范围。
10、可选的,所述根据所述刀具信息、所述刀柄信息、所述刀具与刀柄的装配信息、所述实际加工所允许的刀具的加工深度范围,建立刀具与刀柄装配信息数据库,包括:
11、根据所述刀具信息、所述刀柄信息、所述刀具与刀柄的装配信息、所述实际加工所允许的刀具的加工深度范围,建立所述刀具信息、所述刀柄信息、所述刀具与刀柄的装配信息和所述实际加工所允许的刀具的加工深度范围的对应关系;
12、根据所述刀具信息、所述刀柄信息、所述刀具与刀柄的装配信息和所述实际加工所允许的刀具的加工深度范围的对应关系,建立刀具与刀柄的装配信息数据库。
13、可选的,所述刀具信息包括刀具标识码,所述刀柄信息包括刀柄标识码,所述刀具与刀柄的装配信息还包括刀具标识码和刀柄标识码的装配对应关系,所述刀具与刀柄装配后刀具的悬长深度信息包括刀具标识码和对应的刀具的悬长深度值,所述实际加工所允许的刀具的加工深度范围包括刀具标识码和对应的刀具的加工深度范围,
14、其中,根据所述刀具信息、所述刀柄信息、所述刀具与刀柄装配后刀具的悬长深度信息、所述实际加工所允许的刀具的加工深度范围,建立所述刀具信息、所述刀柄信息、所述刀具与刀柄装配后刀具的悬长深度信息和所述实际加工所允许的刀具的加工深度范围的对应关系,包括:
15、根据所述刀具标识码、所述刀柄标识码、所述刀具标识码和所述刀柄标识码的装配对应关系、所述刀具标识码和对应的刀具的悬长深度值、所述刀具标识码和对应的刀具的加工深度范围,建立所述刀具标识码、所述刀柄标识码、所述刀具的悬长深度值和所述实际加工所允许的刀具的加工深度范围的对应关系。
16、可选的,待装配刀具本体携带有标识码,待装配刀柄本体携带有标识码,所述根据所述刀具与刀柄的装配信息数据库,对刀具与刀柄进行装配,得到装配后的刀具与刀柄,包括:
17、基于每一个待装配刀具,获取待装配刀具本体携带的标识码;
18、根据所述待装配刀具本体携带的标识码,从所述刀具与刀柄的装配信息数据库中,获得与所述待装配刀具本体携带的标识码对应的刀柄标识码、与所述待装配刀具本体携带的标识码对应的刀具的悬长深度值;
19、获取各待装配刀柄本体携带的标识码;
20、根据与所述刀具本体携带的标识码对应的刀柄标识码和各待装配刀柄本体携带的标识码,确定夹持所述待装配刀具的刀柄;
21、根据所述待装配刀具本体携带的标识码对应的刀具的悬长深度值,将待装配刀具与夹持待装配刀具的刀柄进行装配。
22、可选的,所述刀具信息还包括刀具的使用频率值,所述刀柄信息还包括刀柄的使用频率值,其中,在所述根据所述刀具与刀柄装配后刀具的悬长深度信息,确定实际加工所允许的刀具的加工深度范围之前,所述方法还包括:
23、根据所述刀具的使用频率值,得到筛选后的刀具信息,其中,所述筛选后的刀具信息中刀具的使用频率值超过第一阈值;
24、根据所述刀柄的使用频率值,得到筛选后的刀柄信息,其中,所述筛选后的刀柄信息中刀柄的使用频率值超过第二阈值;
25、根据所述刀具的使用频率值和所述刀柄的使用频率值,得到筛选后的刀具与刀柄的装配信息,其中,所述筛选后的刀具与刀柄的装配信息中刀具的使用频率值超过所述第一阈值,所述筛选后的刀具与刀柄的装配信息中刀柄的使用频率值超过所述第二阈值;
26、其中,根据所述刀具与刀柄装配后刀具的悬长深度信息,确定实际加工所允许的刀具的加工深度范围,包括:
27、根据筛选后的刀具的悬长深度信息,确定实际加工所允许的刀具的加工深度范围,其中,所述筛选后的刀具的悬长深度信息对应的刀具的使用频率值超过所述第一阈值。
28、可选的,所述方法还包括:
29、获取加工程序单信息;其中,所述加工程序单信息包括实际加工对应的刀具信息、实际加工对应的刀柄信息、实际加工对应的刀具的悬长深度值;
30、根据所述实际加工对应的刀具信息、所述实际加工对应的刀柄信息、所述实际加工对应的刀具的悬长深度值,从所述刀具与刀柄的装配信息数据库中,获得所述实际加工所使用的装配后的刀具与刀柄的相关信息。
31、可选的,所述根据所述实际加工对应的刀具信息、所述实际加工对应的刀柄信息、所述实际加工对应的刀具的悬长深度值,从所述刀具与刀柄的装配信息数据库中,获得所述实际加工所使用的装配后的刀具与刀柄的相关信息,包括:
32、根据所述实际加工对应的刀具信息,从所述刀具与刀柄的装配信息数据库中,匹配得到目标刀具信息,其中,所述目标刀具信息与所述实际加工对应的刀具信息相同;
33、根据所述实际加工对应的刀柄信息,从所述刀具与刀柄的装配信息数据库中,匹配得到目标刀柄信息,其中,所述目标刀柄信息与所述实际加工对应的刀柄信息相同;
34、根据所述实际加工对应的刀具的悬长深度值,从所述刀具与刀柄的装配信息数据库中,匹配得到目标加工深度范围,其中,所述实际加工对应的刀具的悬长深度值包括在所述目标加工深度范围内;
35、根据所述目标刀具信息、所述目标刀柄信息和所述目标加工深度范围,从所述刀具与刀柄的装配数据库中,确定对应的目标刀具的悬长深度值。
36、根据本发明的第二方面,提供了一种刀具和刀柄的装配装置,所述装置包括:
37、获取模块,用于获取刀具信息、刀柄信息、刀具与刀柄的装配信息,其中,所述刀具与刀柄的装配信息包括刀具与刀柄装配后刀具的悬长深度信息;
38、加工深度范围确定模块,用于根据所述刀具与刀柄装配后刀具的悬长深度信息,确定实际加工所允许的刀具的加工深度范围;
39、数据库建立模块,用于根据所述刀具信息、所述刀柄信息、所述刀具与刀柄的装配信息、所述实际加工所允许的刀具的加工深度范围,建立刀具与刀柄的装配信息数据库;
40、装配模块,用于根据所述刀具与刀柄的装配信息数据库,对刀具与刀柄进行装配,得到装配后的刀具与刀柄。
41、根据本发明的第三方面,提供了一种刀具和刀柄的装配装置,包括存储器和处理器,所述存储器存储计算机程序,所述计算机程序用于控制所述处理器进行操作以执行根据本发明的第一方面任一项所述的刀具和刀柄的装配方法。
42、本发明提供的刀具与刀柄的装配方法,实现对刀具、刀柄和刀具与刀柄的装配信息的自动化处理,并建立刀具与刀柄的装配信息数据库,为刀具与刀柄装配提供准确的依据,装配后的刀具与刀柄可以直接安装在机床上,省去了加工前的刀具与刀柄的装配操作,提高了生产效率。
43、通过以下参照附图对本说明书的示例性实施例的详细描述,本说明书的实施例的特征及其优点将会变得清楚。
- 还没有人留言评论。精彩留言会获得点赞!