一种用于腔体工件的精密激光锡焊机械臂设备
本发明涉及激光锡焊,具体为一种用于腔体工件的精密激光锡焊机械臂设备。
背景技术:
1、锡焊是指在一定温度下熔化成液态的金属锡合金,在被焊金属表面形成新的合金层达到被焊物之间结构上的连接和电气上的导电。随着制造业的迅速发展,对于传统的人工体现出了在焊接工艺质量、焊接效率、焊接成本上瓶颈与制约因素。采用基于机器人的自动焊接已经成为了焊接技术自动化的标志。
2、现有自动化锡焊设备往往采用传统电烙铁焊接,对于高密度小尺寸的精密焊点难以操作,从而造成脱焊、虚焊或堆焊的情况。对于腔体工件内复杂工况的电路焊接,人工焊接往往效率低,长时间重复劳动无法保证焊接工艺质量良好,影响焊接的质量和精度,且锡焊高温下产生的气体对人体伤害大。现有锡焊装置人机交互程度低,自由度低,实用度不足。因此,急需提出一种用于腔体工件焊接的锡焊装置,既能高精度地完成焊接工作,又可以保证焊接过程安全、稳定、可靠。
技术实现思路
1、针对现有技术的不足,本发明提供了一种用于腔体工件的精密激光锡焊机械臂设备,解决了现有锡焊设备难以对精密焊点焊接;不具备腔体工件内三维空间焊接;人机交互程度低,无法直观反映焊接过程;不具备对焊点自主定位识别的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种用于腔体工件的精密激光锡焊机械臂设备,包括:
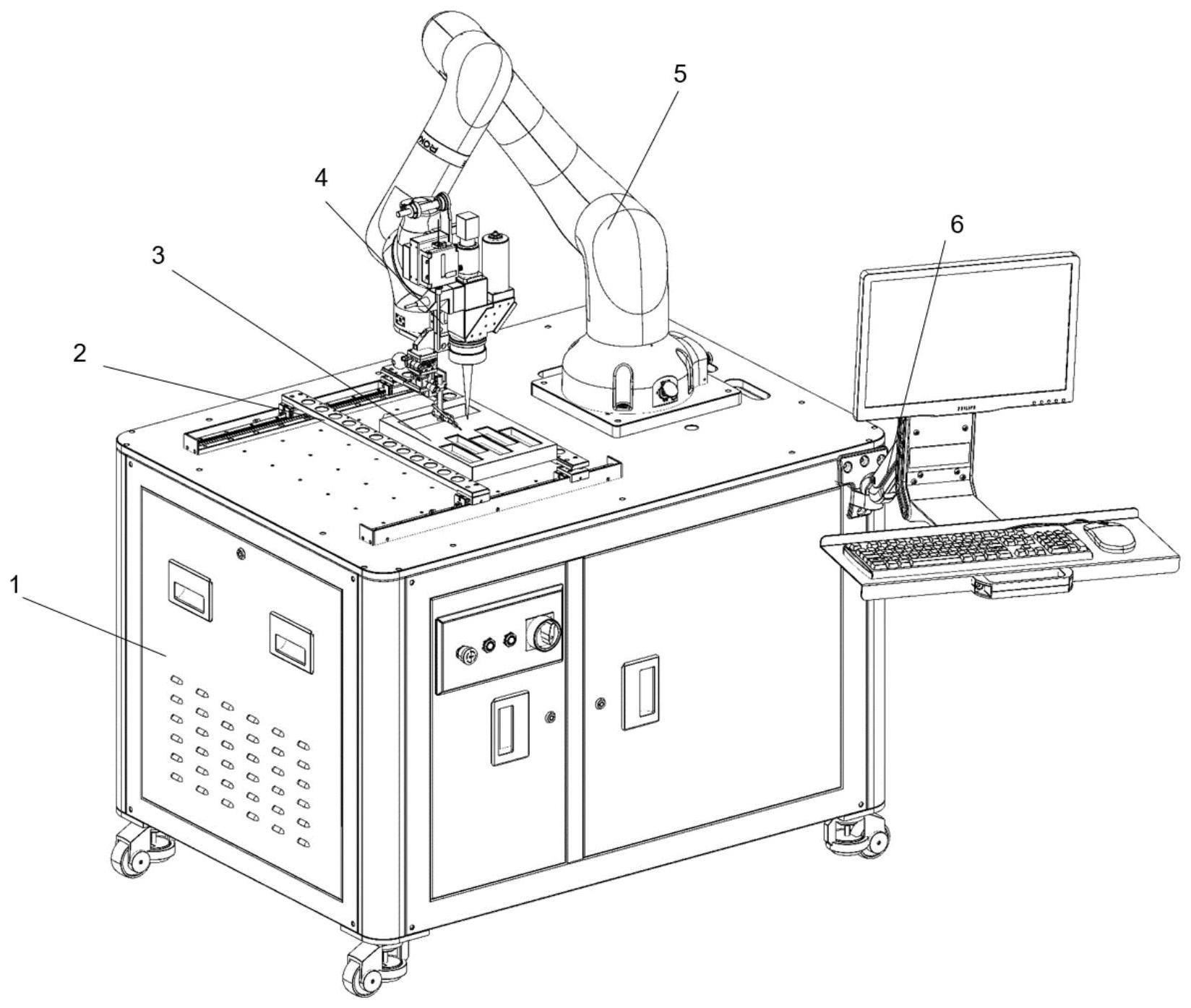
3、一体化工作平台,所述一体化工作平台的顶部分为调节区和焊接区两个区域,所述一体化工作平台的内部设置有控制区域;
4、所述调节区由激光锡焊主体和机械臂组成,所述机械臂用于带动激光锡焊主体进行移动调节,所述激光锡焊主体包括微调机构、送丝机构以及激光镜头,所述激光镜头与机械臂以及微调机构和送丝机构均通过l型连接件进行连接,所述l型连接件的条件身做了轻量化设计,以用于减少机械臂末端负载,所述激光镜头汇集了无影光、红外测温仪、cmos相机以及激光束和红外指示光五个光学设备的焦点;
5、所述焊接区的表面预留有多种阵列螺纹孔,以用于对不同工件更换不同的工装夹具,所述工装夹具的上方位于在机械臂的初始位姿下,且确保带加工腔体工件位于激光镜头内;
6、所述控制区域包括有作为整机控制中心的pc工控机,所述pc工控机以用于对cmos相机、激光电源、机械臂以及送丝机构进行整体控制。
7、优选的,其特征在于,所述控制箱内设分多个区域,于用于对pc工控机、激光电源、电源适配器以及电装板进行安装。
8、优选的,其特征在于,所述控制箱的底部连接有多个福马轮,以用于方便对整体设备进行运输固定。
9、优选的,其特征在于,所述控制箱的前面板上通过支架连接有托盘,所述托盘的顶部通过螺栓连接有显示器,所述托盘的底部放置有外设。
10、优选的,其特征在于,所述l型连接件由三块加工件组合而成,分别为连接件一、连接件二以及连接件三,所述连接件一使用销定位和螺栓固定于机械臂末端上,所述连接件三与激光镜头螺栓连接后固定在连接件二上,所述连接件二的底部与连接件一相连,所述连接件两侧面的孔位送丝机构与微调机构。
11、优选的,其特征在于,所述工作面位于调节区处固定连接有垫块,所述机械臂通过销定位螺栓固定在垫块上。
12、优选的,其特征在于,所述pc工控机通过wi ndows系统下的使用c/c++程序语言编写的图形化上位机对cmos相机激光电源、机械臂以及送丝机构整体控制,所述机械臂通过ethernet通信调用机械臂sdk编程接口库控制,所述cmos相机采用ethernet通信在上位机软件上显示实时图像,所述激光电源使用rs串口通信由上位机控制其输出,所述送丝机构使用rs串口通信。
13、一种用于腔体工件的精密激光锡焊机械臂设备的焊接流程,包括以下流程步骤:
14、步骤一:在工装夹具上方设置机械臂初始位姿,且确保带夹腔体工件的上方位于在机械臂的初始位姿下,且确保带加工腔体工件位于激光镜头内,每次启动设备都需先复位操作;
15、步骤二:在图形化上位机界面设置本次焊接的工艺参数:激光功率、工作温度、工作时间、送丝量,不同的焊接工件有着不同的焊接工艺参数,根据具体操作需求选择控制模式;
16、步骤三:完成焊接任务后,对焊点进行视觉识别,缺陷检测,保证焊点一定的良品率。
17、优选地,所述步骤二中的控制模式为两种:
18、手动控制:操作者根据图形化界面显示的cmos相机视野,将视觉焦点移动至待焊点位,也可以通过激光束和红外指示光来直观判断是否移动至待焊点位;
19、自动控制:下达自动控制指令后,cmos相机根据pc工控机预设的自定位程序,采用图像处理与深度学习结合的方式,对待加工焊点位姿进行识别,反馈给pc工控机,由pc工控机处理并计算出机械臂的轨迹规划路线,自动控制程序执行完成之后可由操作者下达开始加工指令,设备将在预设程序下开始对腔体工件内的焊点进行加工。
20、优选的,所述控制模式中机械臂搭载的激光锡焊主体采用非接触式焊接,对待焊点位姿进行转换,由机械臂tcp坐标转换机械臂的关节坐标,经过pc工控机预设机械臂焊接拟合程序使机械臂能精准控制激光锡焊主体到达腔体工件的待焊点。
21、本发明提供了一种用于腔体工件的精密激光锡焊机械臂设备。具备以下
22、有益效果:
23、本发明通过选用机械臂控制柜集成于机械臂本体中,大大节省了空间占用和多余io口浪费问题;配备集成图形化上位机软件对焊接过程更便捷的检测显示与控制;采用半导体激光器焊接,能够实现高精度的锡焊,具有热影响小、熔池深度浅、焊点质量高的优点。
技术特征:
1.一种用于腔体工件的精密激光锡焊机械臂设备,其特征在于,包括:
2.根据权利要求1所述的一种用于腔体工件的精密激光锡焊机械臂设备,其特征在于,所述控制箱内设分多个区域,与用于对pc工控机(14)、激光电源(15)、电源适配器(16)以及电装板(17)进行安装。
3.根据权利要求1所述的一种用于腔体工件的精密激光锡焊机械臂设备,其特征在于,所述控制箱的底部连接有多个福马轮(13),以用于方便对整体设备进行运输固定。
4.根据权利要求1所述的一种用于腔体工件的精密激光锡焊机械臂设备,其特征在于,所述控制箱的前面板上通过支架(61)连接有托盘(62),所述托盘(62)的顶部通过螺栓连接有显示器(63),所述托盘(62)的底部放置有外设(64)。
5.根据权利要求1所述的一种用于腔体工件的精密激光锡焊机械臂设备,其特征在于,所述l型连接件(42)由三块加工件组合而成,分别为连接件一(421)、连接件二(422)以及连接件三(423),所述连接件一(421)使用销定位和螺栓固定于机械臂(5)末端上,所述连接件三(423)与激光镜头(44)螺栓连接后固定在连接件二(422)上,所述连接件二(422)的底部与连接件一(421)相连,所述连接件二(422)侧面的孔位送丝机构(43)与微调机构(41)。
6.根据权利要求1所述的一种用于腔体工件的精密激光锡焊机械臂设备,其特征在于,所述工作面(11)位于调节区处固定连接有垫块(12),所述机械臂(5)通过销定位螺栓固定在垫块(12)上。
7.根据权利要求1所述的一种用于腔体工件的精密激光锡焊机械臂设备,其特征在于,所述pc工控机(14)通过windows系统下的使用c/c++程序语言编写的图形化上位机对cmos相机(443)激光电源(15)、机械臂(5)以及送丝机构(43)整体控制,所述机械臂(5)通过ethernet通信调用机械臂(5)sdk编程接口库控制,所述cmos相机(443)采用ethernet通信在上位机软件上显示实时图像,所述激光电源(15)使用rs232串口通信由上位机控制其输出,所述送丝机构(43)使用rs232串口通信。
8.一种用于腔体工件的精密激光锡焊机械臂设备的焊接流程,使用如权利要求1-7任意一项所述的一种用于腔体工件的精密激光锡焊机械臂设备,其特征在于,包括以下流程步骤:
9.根据权利要求8所述的一种用于腔体工件的精密激光锡焊机械臂设备,其特征在于,所述步骤二中的控制模式为两种:
10.根据权利要求8所述的一种用于腔体工件的精密激光锡焊机械臂设备,其特征在于,所述控制模式中机械臂(5)搭载的激光锡焊主体(4)采用非接触式焊接,对待焊点位姿进行转换,由机械臂(5)tcp坐标转换机械臂(5)的关节坐标,经过pc工控机(14)预设机械臂(5)焊接拟合程序使机械臂(5)能精准控激光锡焊主体(4)到达腔体工件(3)的待焊点。
技术总结
本发明涉及激光锡焊技术领域,提供一种用于腔体工件的精密激光锡焊机械臂设备,包括:一体化工作平台,所述一体化工作平台的顶部分为调节区和焊接区两个区域,所述一体化工作平台的内部设置有控制区域;所述调节区由激光锡焊主体和机械臂组成,所述机械臂用于带动激光锡焊主体进行移动调节,所述激光锡焊主体包括微调机构、送丝机构以及激光镜头。本发明通过选用机械臂控制柜集成于机械臂本体中,大大节省了空间占用和多余I O口浪费问题;配备集成图形化上位机软件对焊接过程更便捷的检测显示与控制;采用半导体激光器焊接,能够实现高精度的锡焊,具有热影响小、熔池深度浅、焊点质量高的优点。
技术研发人员:张聪,石伦,陈绪兵,吴振威,潘前锋,李飞,熊云飞,李振国,胡记伟,吴振亚,李立凡
受保护的技术使用者:武汉工程大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!