一种用于汽车零部件生产的焊接定位工装的制作方法
本发明属于焊接工装,特别涉及一种用于汽车零部件生产的焊接定位工装。
背景技术:
1、汽车零部件加工过程中,需要对零部件进行夹持定位,然后进行生产或组装焊接。
2、专利号为cn202020439522.2的专利文件公开了一种汽车工装夹具,包括底板、工作台、液压伸缩杆和夹板,所述工作台顶部的四角均固定连接有电动伸缩杆,所述底板的顶部活动连接有环形滑板,所述底板的顶部开设有与环形滑板相适配的滑槽,通过液压伸缩杆推动两侧的夹板,对位于两个夹板之间的零部件进行夹持定位。
3、上述技术方案的夹板从两侧移动,且夹板本身笔直无弯曲,对一些形状规整的几何立体零部件可以实现有效夹持,但是在广域的汽车零部件中,有部分汽车零部件型状各异,仅从两侧对零部件进行限位存在不稳定、易晃动的问题,且传统技术方案中对形状不规则的零部件需要采用专用夹具,随着零部件的迭代发展,这部分专用夹具的成本研发、生产耗费也在提高。
技术实现思路
1、针对上述问题,本发明针对当前异形汽车零部件焊接定位繁琐、稳定性差的问题进行研发改进,对形状不规则的零部件进行定位。
2、本发明为克服现有技术存在的问题,提供如下技术方案:
3、一种用于汽车零部件生产的焊接定位工装,包括:
4、作业台,所述作业台上设置有支撑板,所述支撑板上设置有底座,底座上放置有工件;
5、压板,所述压板设置在作业台上方,压板设置在支撑板的两侧且与底座相抵接;
6、组装件,所述组装件安装在压板上,组装件与工件的两侧相抵接;
7、其中,所述组装件设有若干个,组装件安装在压板朝向底座的一侧。
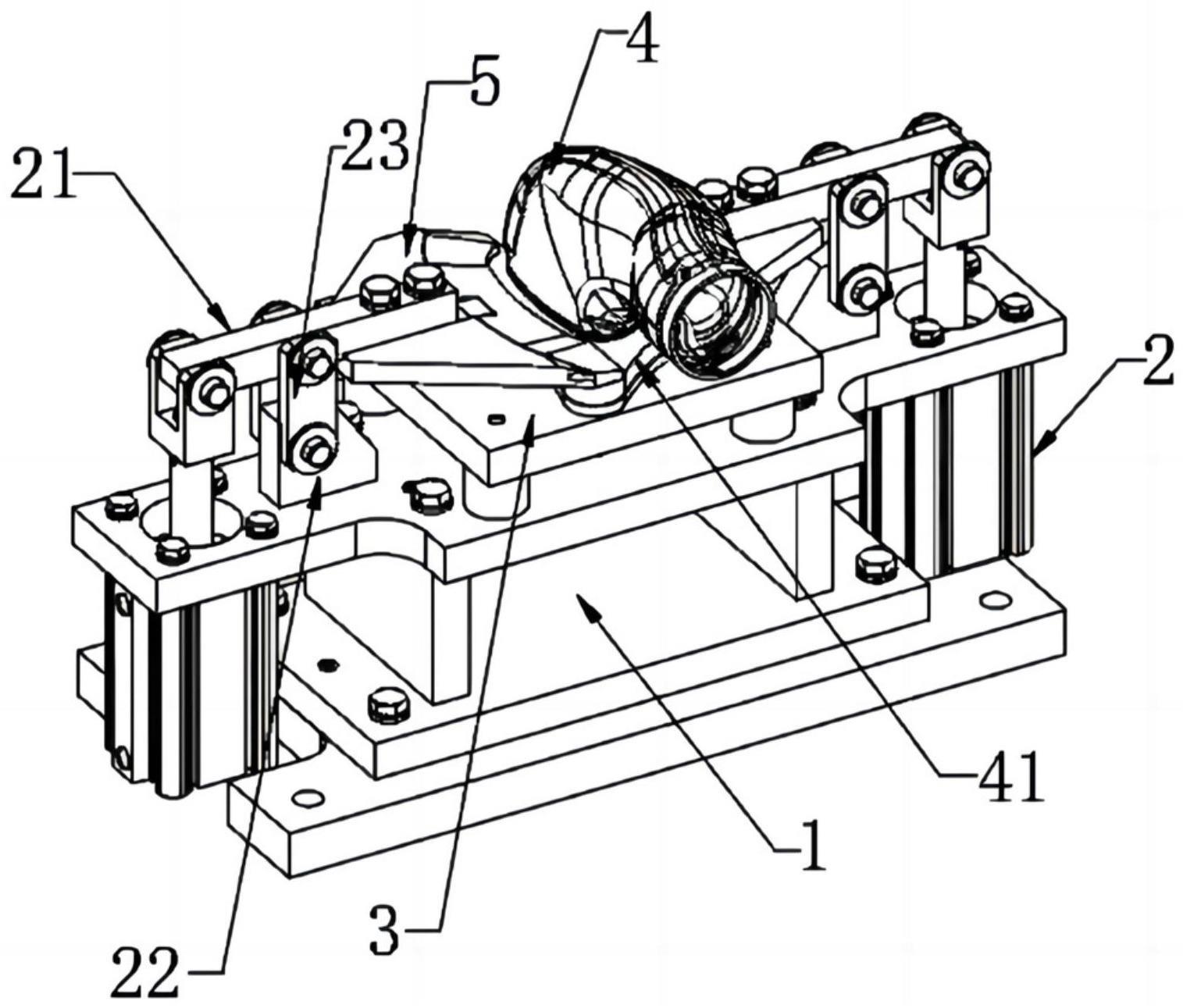
8、进一步地,所述作业台的两侧竖向设置有顶升件,作业台上设置有固定座,所述顶升件内设有顶升杆,顶升杆的输出端向上延伸并转动连接有转杆,所述转杆与固定座之间设置有连杆,所述连杆的两端分别与转杆的杆身以及固定座转动连接。
9、进一步地,所述顶升杆为液压伸缩杆。
10、进一步地,所述作业台包括位于下方的底板和位于上方的顶板,底板和顶板之间通过支板相连接,所述底板和顶板的两侧对应顶升件的位置开设有安装口。
11、进一步地,所述支撑板与顶板之间安装有调节件,调节件配置为能够调节支撑板和顶板之间的高度间距。
12、进一步地,所述压板为两块,两块压板翻转相向设置。
13、进一步地,所述压板朝向底座的一端形成有弯曲部,所述弯曲部的侧壁中间形成有曲线形的滑槽,所述滑槽的上端和下端均形成有与滑槽轨迹形状相同的限位槽,所述滑槽和限位槽的两端贯穿压板的两侧。
14、进一步地,所述组装件与工件侧面的形状适配,所述组装件与弯曲部贴合的侧壁设置有滑条,所述滑条的上表面和上表面分别设置有限位件,所述滑条和限位件分别与压板的滑槽和限位槽滑动连接并嵌合。
15、进一步地,所述组装件位于底座上方,组装件与底座对应的端面间隔设置有若干个防滑筋。
16、进一步地,所述防滑筋为橡胶材质制成。
17、本发明的有益效果:本发明通过两个相向翻转的压板对底座进行固定,相较于传统的左右抵接的方式,本工装能够有效对异形工件进行定位,同时,相较于一些垂直上下的定位机构,本工装的端部可拆卸设置有组装件,组装件可以根据异形工件的形状选择使用,例如中间带有缺口或者凹槽的组装件,这些特殊形状的组装件在下压时会避开异形工件的凸出位置,直至与底座抵接,对固定一些上部尺寸大且异形,下部尺寸小的工件使用效果较好,定位效率高,且仅对组装件进行生产加工,相较于生产完整夹具,耗费大幅降低,有利于提高产品竞争力。
18、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
技术特征:
1.一种用于汽车零部件生产的焊接定位工装,其特征在于:包括:
2.如权利要求1所述的用于汽车零部件生产的焊接定位工装,其特征在于:所述作业台(1)的两侧竖向设置有顶升件(2),作业台(1)上设置有固定座(22),所述顶升件(2)内设有顶升杆,顶升杆的输出端向上延伸并转动连接有转杆(21),所述转杆(21)与固定座(22)之间设置有连杆(23),所述连杆(23)的两端分别与转杆(21)的杆身以及固定座(22)转动连接。
3.如权利要求2所述的用于汽车零部件生产的焊接定位工装,其特征在于:所述顶升杆为液压伸缩杆。
4.如权利要求1所述的用于汽车零部件生产的焊接定位工装,其特征在于:所述作业台(1)包括位于下方的底板(11)和位于上方的顶板(12),底板(11)和顶板(12)之间通过支板(13)相连接,所述底板(11)和顶板(12)的两侧对应顶升件(2)的位置开设有安装口。
5.如权利要求4所述的用于汽车零部件生产的焊接定位工装,其特征在于:所述支撑板(3)与顶板(12)之间安装有调节件(31),调节件(31)配置为能够调节支撑板(3)和顶板(12)之间的高度间距。
6.如权利要求1所述的用于汽车零部件生产的焊接定位工装,其特征在于:所述压板(5)为两块,两块压板(5)翻转相向设置。
7.如权利要求1所述的用于汽车零部件生产的焊接定位工装,其特征在于:所述压板(5)朝向底座(41)的一端形成有弯曲部(51),所述弯曲部(51)的侧壁中间形成有曲线形的滑槽(52),所述滑槽(52)的上端和下端均形成有与滑槽(52)轨迹形状相同的限位槽(53),所述滑槽(52)和限位槽(53)的两端贯穿压板(5)的两侧。
8.如权利要求7所述的用于汽车零部件生产的焊接定位工装,其特征在于:所述组装件(6)与工件(4)侧面的形状适配,所述组装件(6)与弯曲部(51)贴合的侧壁设置有滑条(61),所述滑条(61)的上表面和上表面分别设置有限位件(62),所述滑条(61)和限位件(62)分别与压板(5)的滑槽(52)和限位槽(53)滑动连接并嵌合。
9.如权利要求1所述的用于汽车零部件生产的焊接定位工装,其特征在于:所述组装件(6)位于底座(41)上方,组装件(6)与底座(41)对应的端面间隔设置有若干个防滑筋(63)。
10.如权利要求9所述的用于汽车零部件生产的焊接定位工装,其特征在于:所述防滑筋(63)为橡胶材质制成。
技术总结
本发明涉及一种用于汽车零部件生产的焊接定位工装,属于焊接工装技术领域,包括作业台,所述作业台上设置有支撑板,所述支撑板上设置有底座,底座上放置有工件;压板,所述压板设置在作业台上方,压板设置在支撑板的两侧且与底座相抵接;组装件,所述组装件安装在压板上,组装件与工件的两侧相抵接;所述组装件设有若干个,组装件安装在压板朝向底座的一侧。本发明对形状不规则的零部件进行定位,定位效率高,且仅对组装件进行生产加工,相较于生产完整夹具,耗费大幅降低,有利于提高产品竞争力。
技术研发人员:韦佳,李敏,王家柱
受保护的技术使用者:奇瑞汽车股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!