一种振镜快速矫正方法及系统
本发明属于激光加工,特别是涉及一种振镜快速矫正方法及系统。
背景技术:
1、在激光加工领域中需要大量使用振镜进行扫描加工,在设备安装、使用过程中,因机械结构误差、装配误差、光路调整误差等原因会导致扫描区域中的加工图形出现错位、变形等现象,因此需要及时对振镜进行误差矫正,以减少偏差。
2、传统的多点测量并建立矫正表技术,这种方法操作复杂、耗时长,多点测量也容易出现累计误差,导致校准精度不够,因此已有通过其他方法实现振镜系统矫正的方案,例如,公开号为cn114029611a-一种直接式振镜矫正系统及矫正方法、公开号为cn102152007a-一种精密的振镜矫正系统及矫正方法的发明专利申请均采用ccd图像采集装置对矩阵标靶进行定位,并用矫正处理模块输出振镜用的补偿文件。但上述两种方法均需要采用ccd相机辅助测量标靶的位置,价格昂贵且相机的测量精度无法保证。
技术实现思路
1、针对现有技术的不足,本发明提供了一种振镜快速矫正方法及系统,其简单易操作、检测误差小、校正精度高、低使用成本低。
2、为实现上述目的,本发明提供如下技术方案:
3、一方面,提供一种振镜快速矫正方法,其包括如下步骤:
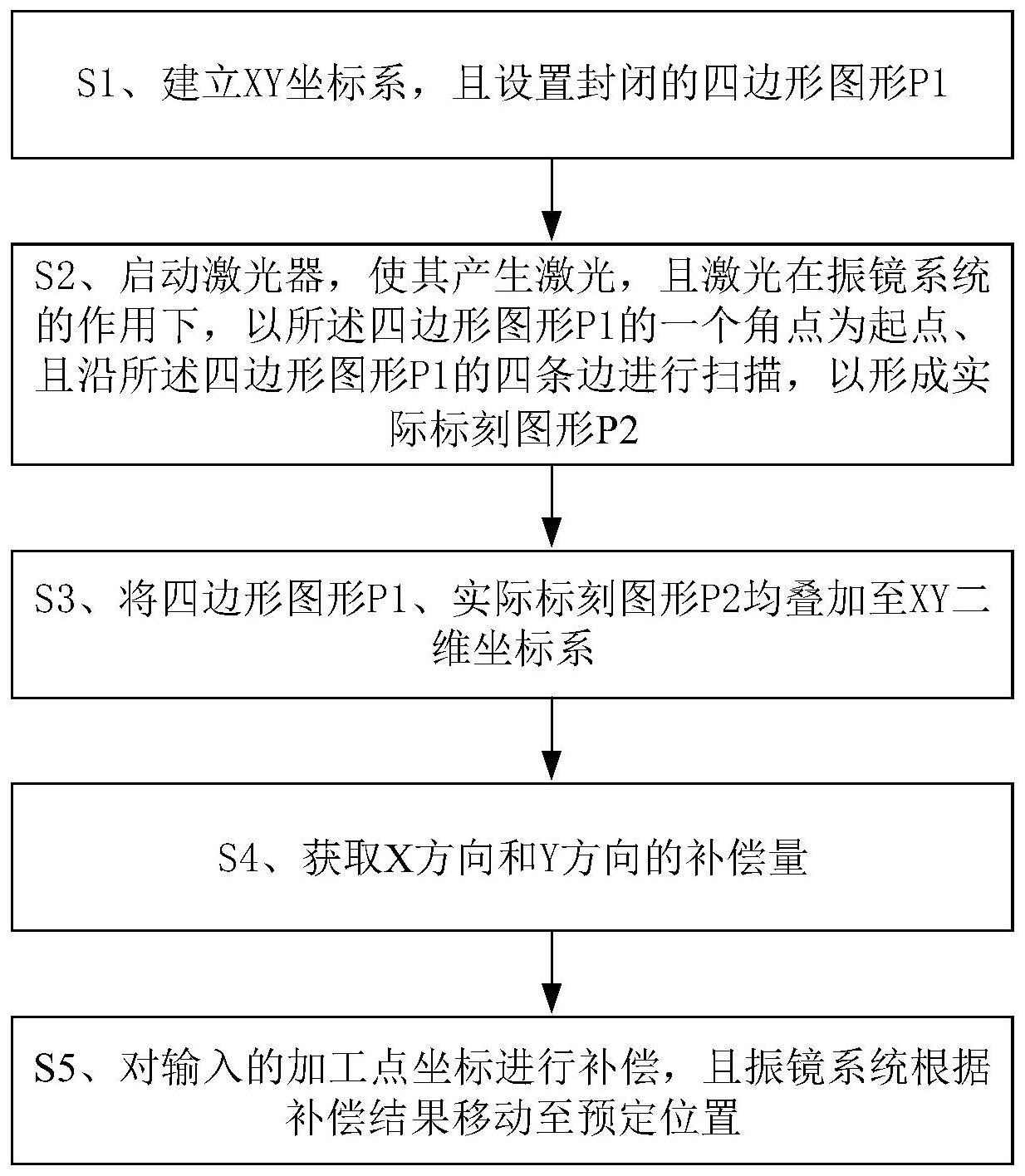
4、建立xy坐标系,且设置封闭的四边形图形,所述四边形图形的中心与xy坐标系的原点重合;
5、产生激光,且激光在振镜系统的作用下,以所述四边形图形的一个角点为起点、且沿所述四边形图形的四条边进行扫描,以形成实际标刻图形;
6、将四边形图形、实际标刻图形均叠加至xy二维坐标系,且四边形图形的中心、实际标刻图形的中心以及xy二维坐标系的原点重合;
7、获取x方向和y方向的补偿量;
8、根据补偿量对输入的加工点坐标进行补偿,且振镜系统根据补偿结果移动至预定位置,使得激光光斑最终落在工作幅面上的期望位置。
9、优选的,所述四边形图形包括第一边、第二边、第三边以及第四边,四条边顺次连接,以形成封闭图形,且其中所述第一边、第三边相互平行,所述第二边以及第四边相互平行,且所述第一边、第三边长度均为xi,所述第二边、第四边长度均为yi。
10、优选的,所述实际标刻图形关于x轴/y轴对称。
11、优选的,获取x方向和y方向的补偿量包括如下步骤:
12、在xy二维坐标系下,获取在x轴方向上,所述实际标刻图形上两个角点之间的距离xl、距离最近的两点之间的距离xp,以及获取在y轴方向上,所述实际标刻图形上两个角点之间的距离yl、距离最远的两点之间的距离yp;
13、并根据公式(1-1)、(1-2)获取x方向和y方向的补偿量:
14、
15、
16、其中,x0、y0分别为xy二维坐标系下,激光光斑落在工作幅面的实际位置的横坐标、纵坐标,且该实际位置在实际标刻图形上;
17、δx、δy分别为xy二维坐标系下,激光光斑落在工作幅面的实际位置在x方向和y方向的补偿量;
18、a、b为x方向补偿量δx的二项式系数;c、d为y方向补偿量δy的二项式系数。
19、优选的,根据补偿量对输入的加工点坐标进行补偿包括如下步骤:
20、根据公式(2-1)、(2-2)对输入的加工点坐标进行补偿:
21、x实=x输+δx输 (2-1)
22、y实=y输+δy输 (2-2)
23、其中,x输、y输分别为输入的加工点的横坐标、纵坐标;x实、y实分别为经过补偿的横坐标、纵坐标;δx输为输入的加工点的横坐标补偿量,其通过将x输=x0、y输=y0代入公式(1-1)计算获得;δy输为输入的加工点的纵坐标补偿量,其通过将x输=x0、y输=y0代入公式(1-2)计算获得。
24、优选的,x方向补偿量δx的二项式系数a、b分别为:
25、
26、优选的,y方向补偿量δy的二项式系数c、d分别为:
27、
28、另一方面,还提供一种用于实现上述振镜快速矫正方法的振镜快速矫正系统,其包括:
29、激光器,其用于产生激光,且激光在振镜系统的作用下,以设置的封闭的四边形图形的一个角点为起点、且沿所述四边形图形的四条边进行扫描,以形成实际标刻图形;
30、距离获取单元,其用于在xy二维坐标系下,获取在x轴方向上,所述实际标刻图形上两个角点之间的距离xl、距离最近的两点之间的距离xp,以及获取在y轴方向上,所述实际标刻图形上两个角点之间的距离yl、距离最远的两点之间的距离yp;
31、补偿量获取单元,其用于获取x方向和y方向的补偿量;
32、补偿单元,其用于根据补偿量对输入的加工点坐标进行补偿;
33、振镜控制单元,其用于接收补偿结果,且根据补偿结果控制振镜系统移动至预定位置。
34、与现有技术相比,本发明具备以下有益效果:
35、本发明根据振镜场畸变的特性,预先标刻关于xy坐标系轴对称的正方形或矩形,仅需要测量其x向和y向的4条边长的长度,利用图形对称的特点即可完成补偿量计算,进一步实现振镜枕形及桶形畸变的校正效果,相比于传统的多点测量方法,本发明中的方法简单易操作、检测误差小、校正精度高,相比于基于视觉的误差矫正方法,本发明无需外加相机,可降低使用成本。
技术特征:
1.一种振镜快速矫正方法,其特征在于,包括如下步骤:
2.如权利要求1所述的振镜快速矫正方法,其特征在于,所述四边形图形包括第一边、第二边、第三边以及第四边,四条边顺次连接,以形成封闭图形,且其中所述第一边、第三边相互平行,所述第二边以及第四边相互平行,且所述第一边、第三边长度均为xi,所述第二边、第四边长度均为yi。
3.如权利要求1所述的振镜快速矫正方法,其特征在于,所述实际标刻图形关于x轴/y轴对称。
4.如权利要求1所述的振镜快速矫正方法,其特征在于,获取x方向和y方向的补偿量包括如下步骤:
5.如权利要求4所述的振镜快速矫正方法,其特征在于,根据补偿量对输入的加工点坐标进行补偿包括如下步骤:
6.如权利要求4所述的振镜快速矫正方法,其特征在于,x方向补偿量δx的二项式系数a、b分别为:
7.如权利要求4所述的振镜快速矫正方法,其特征在于,y方向补偿量δy的二项式系数c、d分别为:
8.一种用于实现权利要求1-7任一项所述振镜快速矫正方法的振镜快速矫正系统,其特征在于,包括:
技术总结
本发明公开了一种振镜快速矫正方法及系统,其包括如下步骤:设置封闭的四边形图形;激光在振镜系统的作用下,沿四边形图形的四条边进行扫描,以形成实际标刻图形;将四边形图形、实际标刻图形均叠加至XY二维坐标系;获取X方向和Y方向的补偿量;根据补偿量对输入的加工点坐标进行补偿,且振镜系统根据补偿结果移动至预定位置,使得激光光斑最终落在工作幅面上的期望位置。本发明其简单易操作、检测误差小、校正精度高、低使用成本低。
技术研发人员:黄禹,荣佑民,吴从义,张田
受保护的技术使用者:华中科技大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!