一种连续冲压模具系统侧切成形方法与流程
本发明涉及零件加工,具体为一种连续冲压模具系统侧切成形方法。
背景技术:
1、冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
2、现有的一种连续冲压模具系统侧切成形方法申请号为201810391784.3相关某项技术实施的过程中存在以下几个问题:
3、1.当所述滑动切刀与所述固定切刀接触时,薄片工件被截断,同时所述滑动块将薄片工件的前端压紧,起到对薄片工件定位的作用;当薄片工件被定为后,启动所述转轴模块,所述转轴模块旋转带动所述冲压杆旋转,使得所述冲压杆的端面与薄片工件接触,同时将薄片工件进行冲压使之发生形变,在工作过程中根据实际情况冲压的形状均有不同,一般利用多个冲压设备根据不同形状进行多次冲压,途中不仅需要变换设备,而且需要大量冲压时间,降低了制备效率,而且还需要额外设备的投入。
4、2.当冲压完成后,所述截断模块复位,所述滑动块复位滑动,工件在重力作用下下落与所述成型模块分离,达到脱模的作用,整个制备过程中,只能对模具中间位置进行冲压,工件侧面也会有切割需求,现有的设备一般在冲压前人工对薄片工件侧面进行切割,或者使用其他设备先对工件切割,这些方法不仅需要额外付出人力物力,而且在切割和冲压过程中需要额外投入大量时间成本,过程复杂容易出错。
技术实现思路
1、本发明的目的在于提供一种连续冲压模具系统侧切成形方法,以解决上述背景技术中提出的问题。
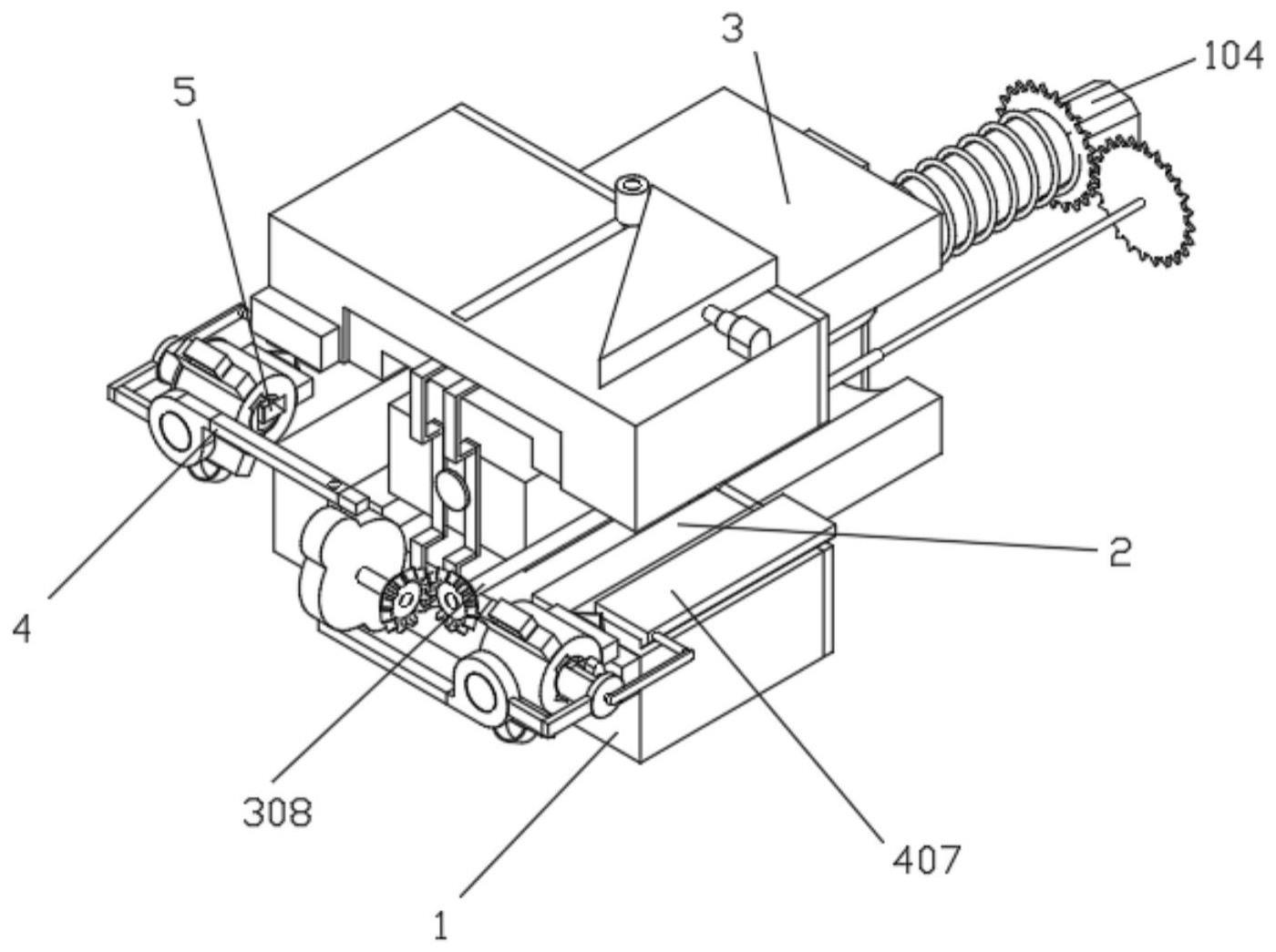
2、为实现上述目的,本发明提供如下技术方案:一种连续冲压模具系统侧切成形方法,包括冲压主体,所述冲压主体内部滑动连接有矩形冲压单元,所述矩形冲压单元后侧滑动连接有圆形冲压单元,所述冲压主体前侧滑动连接有侧切单元,所述侧切单元内部转动连接有侧切应急单元。
3、优选的,所述冲压主体包括底部冲压块,所述底部冲压块顶端固定设置有顶部冲压块,所述底部冲压块和顶部冲压块侧面固定连接有侧切垫块,所述圆形冲压单元后侧固定连接有冲压电机。
4、优选的,所述矩形冲压单元包括矩形顶块,所述矩形顶块前侧固定连接有两个滑动卡板,两个所述滑动卡板中间滑动连接有滑动圆盘,所述滑动圆盘内侧固定连接有矩形压块,两个所述滑动卡板底端固定连接有矩形底块,所述矩形压块后侧固定连接有升降卡板,所述矩形顶块顶端固定连接有固定杆,所述固定杆顶端套设有滚动轮,所述滚动轮侧面滑动连接有三角顶块,所述三角顶块左侧固定连接有液压控制杆。
5、优选的,所述圆形冲压单元包括滑动卡盘,所述滑动卡盘后端转动连接有圆形冲压块,所述圆形冲压块顶端滑动连接有圆形顶块,所述圆形冲压块底端滑动连接有圆形底块,所述圆形冲压块后端固定连接有弹力伸缩杆,所述弹力伸缩杆后端固定连接有冲压齿轮,所述冲压齿轮侧端啮合连接有联动齿轮,所述联动齿轮前侧固定连接有伸缩转轴,所述伸缩转轴前端固定连接有联动伞齿,所述联动伞齿侧端啮合连接有侧切单元。
6、优选的,所述侧切单元包括侧切伞齿,所述侧切伞齿侧端啮合连接有联动伞齿,所述侧切伞齿右侧固定连接有侧切凸轮,所述侧切凸轮上下两侧分别滑动连接有侧切横板,两个所述侧切横板之间固定连接有侧切伸缩杆,两个所述侧切横板外侧固定连接有侧切固定盘,所述侧切固定盘后侧固定连接有应急固定板,所述应急固定板后侧固定连接有压力切刀,所述应急固定板内侧固定连接有应急单元。
7、优选的,所述应急单元包括轴心固定板,所述轴心固定板内侧固定连接有轴心管,所述轴心管内部滑动连接有轴心卡板,所述轴心卡板和轴心管之间固定连接有应急弹簧,所述轴心管外侧转动连接有切换转轴,所述切换转轴外壁均匀地固定连接有三个切换刀头,三个所述切换刀头为三角形刀头、矩形刀头和圆形刀头,所述轴心卡板外侧固定连接有滑动杆,所述切换转轴侧壁在滑动杆一侧固定连接有切换卡齿盘,所述切换卡齿盘内侧卡齿端啮合连接有间歇齿轮,所述间歇齿轮外侧固定连接有应急凸轮,所述应急凸轮外侧固定连接有应急控制电机,所述应急控制电机外侧固定连接在应急固定板内侧壁上。
8、(一)有益效果
9、与现有技术相比,本发明提供了一种连续冲压模具系统侧切成形方法,具备以下有益效果:
10、1、该连续冲压模具系统侧切成形方法,通过矩形冲压单元和圆形冲压单元之间的相互配合下,可以在制备过程中根据不同需求切换冲压形状,不需要额外通过其他设备或者人工搬运进行操作,不仅解决了中断生产耗费的时间成本,而且机械化完成形状切换和冲压过程效率高省时省力,同时具备结构简单容易维护修理的优点。
11、2、该连续冲压模具系统侧切成形方法,通过侧切单元和圆形冲压单元之间的相互配合,在侧切完成后可以直接进行冲压过程,无需额外添加设备进行侧切,也不需要冲压完成后利用人工更换设备进行侧切,机械化完成冲压和侧切过程,不仅节省了大量人力物力,而且利用简单结构就可以实现快速机械化的冲压和侧切流程,大幅提高了生产效率。
12、3、该连续冲压模具系统侧切成形方法,通过应急单元的工作,可以在侧切过程中根据不同情况进行不同形状的侧切,解决侧切生产过程中不同情况下具有不同侧切需求的特殊情况,不需要为了进行不同形状的侧切而更换不同设备或者通过人力操作更换侧切刀头的过程,机械化完成侧切和切换刀头的过程省时省力并且大幅提高效率。
技术特征:
1.一种连续冲压模具系统侧切成形方法,包括冲压主体(1),其特征在于:所述冲压主体(1)内部滑动连接有矩形冲压单元(2),所述矩形冲压单元(2)后侧滑动连接有圆形冲压单元(3),所述冲压主体(1)前侧滑动连接有侧切单元(4),所述侧切单元(4)内部转动连接有侧切应急单元(5);
2.根据权利要求1所述的一种连续冲压模具系统侧切成形方法,其特征在于:所述矩形冲压单元(2)包括矩形顶块(201),所述矩形顶块(201)前侧固定连接有两个滑动卡板(202),两个所述滑动卡板(202)中间滑动连接有滑动圆盘(203),所述滑动圆盘(203)内侧固定连接有矩形压块(204),两个所述滑动卡板(202)底端固定连接有矩形底块(205),所述矩形压块(204)后侧固定连接有升降卡板(206),所述矩形顶块(201)顶端固定连接有固定杆(207),所述固定杆(207)顶端套设有滚动轮(208),所述滚动轮(208)侧面滑动连接有三角顶块(209),所述三角顶块(209)左侧固定连接有液压控制杆(210)。
3.根据权利要求1所述的一种连续冲压模具系统侧切成形方法,其特征在于:所述圆形冲压单元(3)包括滑动卡盘(301),所述滑动卡盘(301)后端转动连接有圆形冲压块(302),所述圆形冲压块(302)顶端滑动连接有圆形顶块(303),所述圆形冲压块(302)底端滑动连接有圆形底块(304),所述圆形冲压块(302)后端固定连接有弹力伸缩杆(305),所述弹力伸缩杆(305)后端固定连接有冲压齿轮(306),所述冲压齿轮(306)侧端啮合连接有联动齿轮(307),所述联动齿轮(307)前侧固定连接有伸缩转轴(308),所述伸缩转轴(308)前端固定连接有联动伞齿(309),所述联动伞齿(309)侧端啮合连接有侧切单元(4)。
4.根据权利要求1所述的一种连续冲压模具系统侧切成形方法,其特征在于:所述侧切单元(4)包括侧切伞齿(401),所述侧切伞齿(401)侧端啮合连接有联动伞齿(309),所述侧切伞齿(401)右侧固定连接有侧切凸轮(402),所述侧切凸轮(402)上下两侧分别滑动连接有侧切横板(403),两个所述侧切横板(403)之间固定连接有侧切伸缩杆(404),两个所述侧切横板(403)外侧固定连接有侧切固定盘(405),所述侧切固定盘(405)后侧固定连接有应急固定板(406),所述应急固定板(406)后侧固定连接有压力切刀(407),所述应急固定板(406)内侧固定连接有应急单元(5)。
5.根据权利要求1所述的一种连续冲压模具系统侧切成形方法,其特征在于:所述应急单元(5)包括轴心固定板(501),所述轴心固定板(501)内侧固定连接有轴心管(502),所述轴心管(502)内部滑动连接有轴心卡板(503),所述轴心卡板(503)和轴心管(502)之间固定连接有应急弹簧(504),所述轴心管(502)外侧转动连接有切换转轴(505),所述切换转轴(505)外壁均匀地固定连接有三个切换刀头,三个所述切换刀头为三角形刀头(506)、矩形刀头(507)和圆形刀头(508),所述轴心卡板(503)外侧固定连接有滑动杆(509),所述切换转轴(505)侧壁在滑动杆(509)一侧固定连接有切换卡齿盘(510),所述切换卡齿盘(510)内侧卡齿端啮合连接有间歇齿轮(511),所述间歇齿轮(511)外侧固定连接有应急凸轮(512),所述应急凸轮(512)外侧固定连接有应急控制电机(513),所述应急控制电机(513)外侧固定连接在应急固定板(406)内侧壁上。
6.根据权利要求5所述的一种连续冲压模具系统侧切成形方法,其特征在于:所述连续冲压模具系统侧切成形方法的具体实施过程为:
技术总结
本发明涉及零件加工技术领域,且公开了一种连续冲压模具系统侧切成形方法,包括冲压主体,所述冲压主体内部滑动连接有矩形冲压单元,所述矩形冲压单元后侧滑动连接有圆形冲压单元,所述冲压主体前侧滑动连接有侧切单元,所述侧切单元内部转动连接有侧切应急单元,所述冲压主体包括底部冲压块,所述底部冲压块顶端固定设置有顶部冲压块,通过矩形冲压单元和圆形冲压单元之间的相互配合下,可以在制备过程中根据不同需求切换冲压形状,不需要额外通过其他设备或者人工搬运进行操作,不仅解决了中断生产耗费时间的问题,而且机械化完成形状切换和冲压过程效率高省时省力,解决了为了改变冲压形状消耗人力物力和时间的问题。
技术研发人员:张强,易传克
受保护的技术使用者:江西昌明电器制品有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!