大行程宽幅面激光切割机装夹工件找平装置及找平方法与流程
本发明涉及切割设备,尤其涉及大行程宽幅面激光切割机装夹工件找平装置及找平方法。
背景技术:
1、一些工件加工过程中,一般需要激光切割机对其进行切割,一般是通过夹具对工件后再进行切割,而一些工件在加工时,对其尺寸的要求较高,需要对工件进行斜切,而一般的夹具难以精确地将待切割的工件调整到切割时位置,即工件难以与所需求的斜切位置相平行,到激光切割机对的工件精度和质量。
技术实现思路
1、本发明针对现有技术存在的不足,提供了大行程宽幅面激光切割机装夹工件找平装置及找平方法,具体技术方案如下:
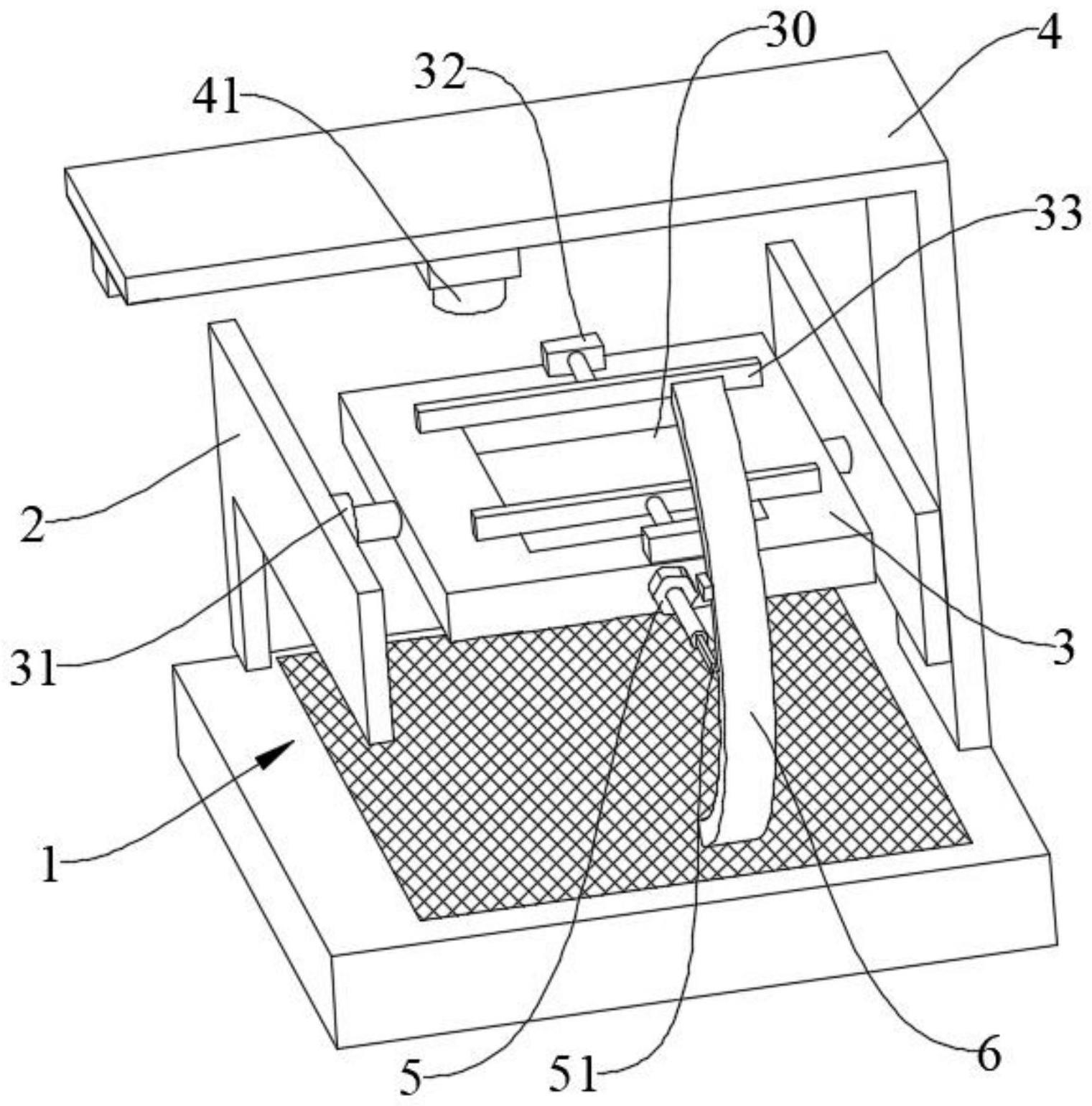
2、本发明的目的之一在于,提高大行程宽幅面激光切割机装夹工件找平装置,包括工作台,所述工作台的上方设置有宽面台,所述宽面台的上方设置有激光切割机本体,所述宽面台的侧方设置有转动组件,所述转动组件用于带动宽面台转动,以调节宽面台与工作台之间的角度,所述宽面台的一端设置有限位组件,所述限位组件包括轨条和滑道,所述宽面台靠近轨条的一侧设置有与宽面台相平行的指条,所述轨条上设置有用于测量指条角度量角尺,所述滑道上通过滑块滑动连接有侧块,所述侧块的靠近轨条的一端固定连接有限位块,并且所述限位块在轨条的一侧滑动。
3、作为上述技术方案的改进:所述转动组件包括固定连接于工作台顶部两侧的固定板,其中一个所述固定板的内侧固定安装有第一驱动电机,所述第一驱动电机的输出端固定连接于宽面台的一端中心处,所述所述宽面台的另一端通过轴承与其中另一个所述固定板的内侧转动连接。
4、作为上述技术方案的改进:所述限位块的顶端和底端均开设有安装槽,所述安装槽内部设置有压力传感器,所述安装槽和压力传感器之间固定连接有伸缩套杆,所述伸缩套杆的表面套设有弹簧。
5、作为上述技术方案的改进:所述锁定块的内部一侧固定安装有第二驱动电机,所述第二驱动电机的输出轴固定连接有螺纹杆,所述螺纹杆的另一端与锁定块的内部另一侧转动连接,所述螺纹杆的表面对称螺纹连接有两个螺母套,所述螺母套的一端固定连接有移动块,所述移动块的一端滑动贯穿至锁定块的外侧且固定连接有锁定板。
6、作为上述技术方案的改进:所述宽面台靠近限位组件的一侧固定连接有电动伸缩杆,所述电动伸缩杆的输出杆固定连接于指条的一端。
7、作为上述技术方案的改进:所述轨条和滑道均呈圆弧形状设置。
8、作为上述技术方案的改进:还包括夹具组件,所述夹具组件包括固定安装有液压缸,两个所述液压缸相对的一侧均设置有夹紧板,所述液压缸输出杆与夹紧板的一侧固定连接,所述宽面台的中部开设有通口。
9、作为上述技术方案的改进:还包括控制器,第一驱动电机和压力传感器均与控制器呈通信连接或电性连接。
10、作为上述技术方案的改进:所述工作台的顶部一侧固定连接有顶架,所述顶架的内侧顶安装丝杆机构,所述激光切割机本体安装于丝杆机构的底部。
11、本发明的目的之二在于,提供激光切割机装夹工件找平方法,应用上述的大行程宽幅面激光切割机装夹工件,该方法包括以下步骤:
12、步骤一、固定装夹工件到宽面台上:首先将装夹工件放到宽面台的顶部调整好其位置,再通过夹具组件对装夹工件进行夹紧固定;
13、步骤二、调整限位块的位置:推动侧块一侧的在限位块在轨条一侧滑动,使限位块的一侧带动轨条上角度尺的指定角度位置,再通过锁定块将侧块锁定到滑道上;
14、步骤三、转动装夹工件到指定的找平位置:通过转动组件对宽面台转动,同步带动装夹工件转动,随后宽面台一侧的指条与限位块的一端接触,控制器控制第一驱动电机停止带动装夹工件转动,装夹工件到达指定的找平位置;
15、步骤四、对装夹工件切割:通过激光切割机本体对装夹工件切割。
16、本发明的有益效果为:
17、当指条的一侧与限位块相接触时,此时压力传感器会监测到压力值,压力传感器会将信号传递给控制器,控制器停止对第一驱动电机的转动,从而精确得调整了宽面台上装夹工件的角度位置,使得装夹工件精确地到达指定的找平位置,通过激光切割机本体对找平位置后的装夹工件进行切割,使得装夹工件被精确被切割,提高了对装夹工件的切割质量。
技术特征:
1.大行程宽幅面激光切割机装夹工件找平装置,其特征在于,包括工作台(1),所述工作台(1)的上方设置有宽面台(3),所述宽面台(3)的上方设置有激光切割机本体(41),所述宽面台(3)的侧方设置有转动组件,所述转动组件用于带动宽面台(3)转动,以调节宽面台(3)与工作台(1)之间的角度,所述宽面台(3)的一端设置有限位组件(6),所述限位组件(6)包括轨条(61)和滑道(62),所述宽面台(3)靠近轨条(61)的一侧设置有与宽面台(3)相平行的指条(51),所述轨条(61)上设置有用于测量指条(51)角度量角尺,所述滑道(62)上通过滑块(72)滑动连接有侧块(71),所述侧块(71)的靠近轨条(61)的一端固定连接有限位块(7),并且所述限位块(7)在轨条(61)的一侧滑动。
2.根据权利要求1所述的大行程宽幅面激光切割机装夹工件找平装置,其特征在于:所述转动组件包括固定连接于工作台(1)顶部两侧的固定板(2),其中一个所述固定板(2)的内侧固定安装有第一驱动电机(31),所述第一驱动电机(31)的输出端固定连接于宽面台(3)的一端中心处,所述所述宽面台(3)的另一端通过轴承与其中另一个所述固定板(2)的内侧转动连接。
3.根据权利要求2所述的大行程宽幅面激光切割机装夹工件找平装置,其特征在于:所述限位块(7)的顶端和底端均开设有安装槽(70),所述安装槽(70)内部设置有压力传感器(73),所述安装槽(70)和压力传感器(73)之间固定连接有伸缩套杆(74),所述伸缩套杆(74)的表面套设有弹簧(75)。
4.根据权利要求3所述的大行程宽幅面激光切割机装夹工件找平装置其特征在于:所述锁定块(8)的内部一侧固定安装有第二驱动电机(81),所述第二驱动电机(81)的输出轴固定连接有螺纹杆(82),所述螺纹杆(82)的另一端与锁定块(8)的内部另一侧转动连接,所述螺纹杆(82)的表面对称螺纹连接有两个螺母套(83),所述螺母套(83)的一端固定连接有移动块(84),所述移动块(84)的一端滑动贯穿至锁定块(8)的外侧且固定连接有锁定板(85)。
5.根据权利要求4所述的大行程宽幅面激光切割机装夹工件找平装置,其特征在于:所述宽面台(3)靠近限位组件(6)的一侧固定连接有电动伸缩杆(5),所述电动伸缩杆(5)的输出杆固定连接于指条(51)的一端。
6.根据权利要求5所述的大行程宽幅面激光切割机装夹工件找平装置,其特征在于:所述轨条(61)和滑道(62)均呈圆弧形状设置。
7.根据权利要求6所述的大行程宽幅面激光切割机装夹工件找平装置,其特征在于:还包括夹具组件,所述夹具组件包括固定安装有液压缸(32),两个所述液压缸(32)相对的一侧均设置有夹紧板(33),所述液压缸(32)输出杆与夹紧板(33)的一侧固定连接,所述宽面台(3)的中部开设有通口(30)。
8.根据权利要求7所述的大行程宽幅面激光切割机装夹工件找平装置,其特征在于:还包括控制器,所述第一驱动电机(31)和压力传感器(73)均与控制器呈通信连接或电性连接。
9.根据权利要求1所述的大行程宽幅面激光切割机装夹工件找平装置,其特征在于:所述工作台(1)的顶部一侧固定连接有顶架(4),所述顶架(4)的内侧顶安装丝杆机构,所述激光切割机本体(41)安装于丝杆机构的底部。
10.激光切割机装夹工件找平方法,其特征在于:应用上述权利要求8-9任一项的所述大行程宽幅面激光切割机装夹工件,该方法包括以下步骤:
技术总结
本发明涉及大行程宽幅面激光切割机装夹工件找平装置及找平方法,包括工作台,工作台的上方设置有宽面台,宽面台的上方,宽面台的侧方设置有转动组件,宽面台的一端设置有限位组件,限位组件包括轨条和滑道,宽面台靠近轨条的一侧设置有与宽面台相平行的指条,轨条上设置有用于测量指条角度量角尺,侧块的靠近轨条的一端固定连接有限位块;找平方法包括以下步骤:步骤一、固定装夹工件到宽面台上,步骤二、调整限位块的位置,步骤三、转动装夹工件到指定的找平位置。通过本发明可精确得调整了宽面台上装夹工件的角度位置,使得装夹工件精确地到达指定的找平位置,使得装夹工件被精确被切割,提高了对装夹工件的切割质量。
技术研发人员:罗亮,李金根,罗俊哲
受保护的技术使用者:安徽联合智能装备有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!