一种适用各类零件加工的数控车床切削工装的制作方法
本发明涉及数控车床多功能夹持切削工装领域,具体是一种适用各类零件加工的数控车床切削工装。
背景技术:
1、数控车床,也称为数控车削机床,是一种利用控制系统对车刀进行编程控制并切削金属的机床装置。使用数控(nc)系统,可以实现更高精度、更高效、更加自动化的零件加工;数控车床与传统车床相比,其主要优势是可编程控制。通过编写数字程序,可以实现更加精准的车削、铣削、钻孔等加工工艺,消除了由操作人员误操作造成的误差,同时加工效率和可靠性也明显提高;数控车床的另一个显著优势是可高度自动化。一旦程序被编写并绑定到机床上,加工轮廓将被自动执行,减少了操作人员的操作和调整时间,大大提高了生产效率并降低了制造成本;
2、工装通常是一种用于加工或制造零部件的装置或工具,它们可以保持零部件的准确位置,确保加工精度和一致性。在制造过程中,工装旨在提高生产率、降低成本和确保质量控制;
3、数控机床的工装可以分为以下几类:
4、刀具:数控机床用的刀具包括铣刀、刀片、攻丝锥等。这些刀具通过数控系统的控制,能够在不同的角度和速度下进行加工。
5、夹具:数控机床的夹具通常用于固定工件,可以为加工提供稳定的支撑。夹具可以是手工夹具,也可以是机械夹具或液压夹具等。
6、支撑:支撑通常是数控机床工装中必不可少的一部分,可以支撑工件和刀具,并固定工件的位置和方向,以保证高精度加工。
7、附件:数控机床的附件包括各种工具、测量仪器和其他配件。这些附件可以帮助操作员进行更准确、更有效的加工。
8、数控机床的工装旨在提高生产效率、降低成本和提高加工精度。在选择工装时,需要考虑到加工的特殊要求,以确保最终产品满足客户的需求。
9、但上述的工装仅限于回转体零件和规则零件的加工,对于非回转体零件和不规则零件的加工,需要设计专有夹具进行工装夹持,成本较高,存在改善的余地。
技术实现思路
1、本发明的目的在于提供一种适用各类零件加工的数控车床切削工装,以解决上述背景技术中提出的问题。
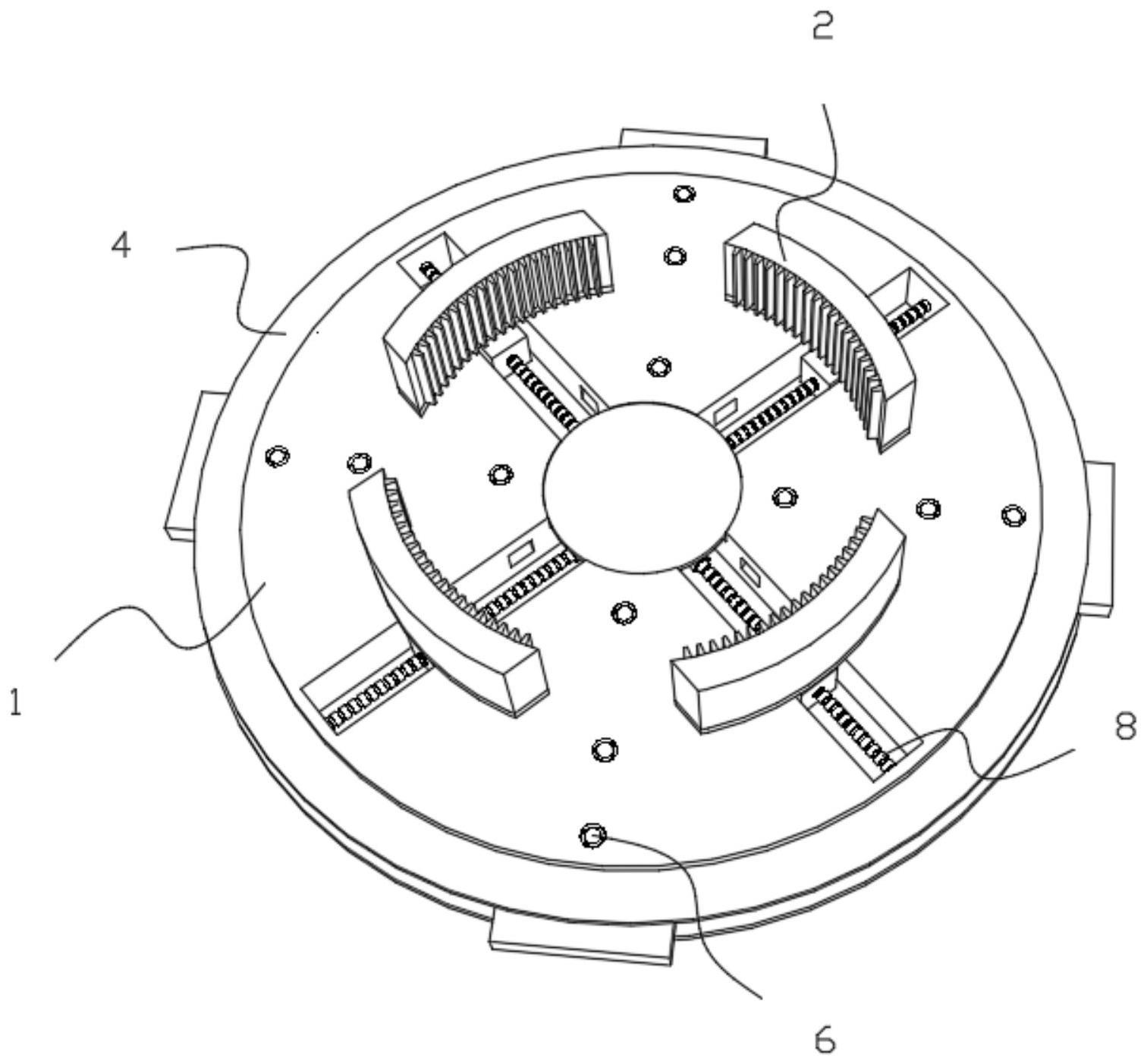
2、为实现上述目的,本发明提供如下技术方案:一种适用各类零件加工的数控车床切削工装,包括切削工装基盘、切削工装夹爪和数控车床连接头;所述切削工装夹爪设置有四组且均通过夹爪传动机构与切削工装基盘活动连接,所述切削工装基盘远离切削工装夹爪的一侧与数控车床连接头固定连接,所述切削工装基盘的一侧活动连接有卡位柱夹,所述切削工装基盘的另一侧活动连接有控制卡板,所述卡位柱夹与控制卡板活动连接。
3、作为本发明再进一步的方案:所述夹爪传动机构内设有传动丝杠、丝杠螺母和主动锥齿轮,所述传动丝杠的一端设置有从动锥齿轮,所述主动锥齿轮与切削工装基盘转动连接,所述从动锥齿轮与主动锥齿轮啮合连接,所述丝杠螺母与传动丝杠活动连接,所述切削工装夹爪与丝杠螺母固定连接。
4、作为本发明再进一步的方案:所述卡位柱夹包括卡位柱座、卡位柱头和卡位柱锥,所述控制卡板包括卡板基板和卡板坡面,所述卡板坡面与卡板基板固定连接,所述卡板基板与切削工装基盘活动连接,所述卡位柱座的一端与卡位柱头固定连接,所述卡位柱座远离卡位柱头的一端与卡位柱锥固定连接,所述卡位柱锥与卡板坡面活动连接。
5、作为本发明再进一步的方案:所述从动锥齿轮的内部开设有锥齿轮卡孔,所述传动丝杠的内部开设有丝杠卡孔,所述锥齿轮卡孔的内部固定连接有焦耳发热辊,所述焦耳发热辊远离锥齿轮卡孔的一端与丝杠卡孔活动连接。
6、作为本发明再进一步的方案:所述卡板主动驱动机构包括摩擦圈座固定架、摩擦圈座和摩擦圈,所述摩擦圈座固定架与切削工装基盘固定连接,所述摩擦圈座与摩擦圈座固定架固定连接,所述摩擦圈与摩擦圈座固定架转动连接,所述摩擦圈与控制卡板活动连接。
7、作为本发明再进一步的方案:所述切削工装夹爪包括夹爪座和夹爪锯齿,所述夹爪锯齿设置有多组且均与夹爪座固定连接,所述夹爪锯齿与丝杠螺母固定连接。
8、作为本发明再进一步的方案:所述卡位柱头由电磁铁制成,所述卡位柱头与外部电源电性连接。
9、作为本发明再进一步的方案:所述焦耳发热辊由高碳钢制成,所述焦耳发热辊与锥齿轮卡孔固定连接的外壁填充有膨胀聚苯材料,所述焦耳发热辊与丝杠卡孔活动连接的部分直接接触。
10、作为本发明再进一步的方案:所述卡板辅助驱动机构与切削工装基盘固定连接,所述卡板辅助驱动机构与控制卡板活动连接。
11、作为本发明再进一步的方案:所述摩擦圈的外侧套设有可更换的胶圈。
12、与现有技术相比,本发明的有益效果是:
13、1、通过主动锥齿轮转动带动从动锥齿轮转动、从动锥齿轮转动带动传动丝杠转动,可是传动丝杠带动丝杠螺母、丝杠螺母带动夹爪锯齿沿着传动丝杠移动,可调节切削工装夹爪的位置,从而可对不同尺寸结构的零件进行夹持;
14、2、对于非回转结构的零件而言,可通过驱动摩擦圈转动带动控制卡板移动,控制卡板移动后将卡位柱夹从切削工装基盘内部顶出,然后将卡位柱锥通电进行通磁,可使通磁的卡位柱锥将非回转结构的零件有效的吸附和夹持住,避免夹持偏移的问题;
15、3、通过控制焦耳发热辊的通电发热情况将传动丝杠与从动锥齿轮连接,可控制切削工装夹爪的可动数量和可动位置,对于不同结构的装夹设备而言可适配装夹设备的需求,避免夹持遮挡的问题。
技术特征:
1.一种适用各类零件加工的数控车床切削工装,包括切削工装基盘(1)、切削工装夹爪(2)和数控车床连接头(3);其特征在于:所述切削工装夹爪(2)设置有四组且均通过夹爪传动机构(8)与切削工装基盘(1)活动连接,所述切削工装基盘(1)远离切削工装夹爪(2)的一侧与数控车床连接头(3)固定连接,所述切削工装基盘(1)的一侧活动连接有卡位柱夹(6),所述切削工装基盘(1)的另一侧活动连接有控制卡板(7),所述卡位柱夹(6)与控制卡板(7)活动连接。
2.根据权利要求1所述的一种适用各类零件加工的数控车床切削工装,其特征在于,所述夹爪传动机构(8)内设有传动丝杠(81)、丝杠螺母(82)和主动锥齿轮(84),所述传动丝杠(81)的一端设置有从动锥齿轮(83),所述主动锥齿轮(84)与切削工装基盘(1)转动连接,所述从动锥齿轮(83)与主动锥齿轮(84)啮合连接,所述丝杠螺母(82)与传动丝杠(81)活动连接,所述切削工装夹爪(2)与丝杠螺母(82)固定连接。
3.根据权利要求2所述的一种适用各类零件加工的数控车床切削工装,其特征在于,所述卡位柱夹(6)包括卡位柱座(61)、卡位柱头(62)和卡位柱锥(63),所述控制卡板(7)包括卡板基板(71)和卡板坡面(72),所述卡板坡面(72)与卡板基板(71)固定连接,所述卡板基板(71)与切削工装基盘(1)活动连接,所述卡位柱座(61)的一端与卡位柱头(62)固定连接,所述卡位柱座(61)远离卡位柱头(62)的一端与卡位柱锥(63)固定连接,所述卡位柱锥(63)与卡板坡面(72)活动连接。
4.根据权利要求3所述的一种适用各类零件加工的数控车床切削工装,其特征在于,所述从动锥齿轮(83)的内部开设有锥齿轮卡孔(86),所述传动丝杠(81)的内部开设有丝杠卡孔(85),所述锥齿轮卡孔(86)的内部固定连接有焦耳发热辊(87),所述焦耳发热辊(87)远离锥齿轮卡孔(86)的一端与丝杠卡孔(85)活动连接。
5.根据权利要求4所述的一种适用各类零件加工的数控车床切削工装,其特征在于,所述卡板主动驱动机构(5)包括摩擦圈座固定架(51)、摩擦圈座(52)和摩擦圈(53),所述摩擦圈座固定架(51)与切削工装基盘(1)固定连接,所述摩擦圈座(52)与摩擦圈座固定架(51)固定连接,所述摩擦圈(53)与摩擦圈座固定架(51)转动连接,所述摩擦圈(53)与控制卡板(7)活动连接。
6.根据权利要求5所述的一种适用各类零件加工的数控车床切削工装,其特征在于,所述切削工装夹爪(2)包括夹爪座(21)和夹爪锯齿(22),所述夹爪锯齿(22)设置有多组且均与夹爪座(21)固定连接,所述夹爪锯齿(22)与丝杠螺母(82)固定连接。
7.根据权利要求6所述的一种适用各类零件加工的数控车床切削工装,其特征在于,所述卡位柱头(62)由电磁铁制成,所述卡位柱头(62)与外部电源电性连接。
8.根据权利要求7所述的一种适用各类零件加工的数控车床切削工装,其特征在于,所述焦耳发热辊(87)由高碳钢制成,所述焦耳发热辊(87)与锥齿轮卡孔(86)固定连接的外壁填充有膨胀聚苯材料,所述焦耳发热辊(87)与丝杠卡孔(85)活动连接的部分直接接触。
9.根据权利要求8所述的一种适用各类零件加工的数控车床切削工装,其特征在于,所述卡板辅助驱动机构(4)与切削工装基盘(1)固定连接,所述卡板辅助驱动机构(4)与控制卡板(7)活动连接。
10.根据权利要求9所述的一种适用各类零件加工的数控车床切削工装,其特征在于,所述摩擦圈(53)的外侧套设有可更换的胶圈。
技术总结
本发明公开了一种适用各类零件加工的数控车床切削工装,包括切削工装基盘、切削工装夹爪和数控车床连接头;所述切削工装夹爪设置有四组且均通过夹爪传动机构与切削工装基盘活动连接,所述切削工装基盘远离切削工装夹爪的一侧与数控车床连接头固定连接,所述切削工装基盘的一侧活动连接有卡位柱夹,所述切削工装基盘的另一侧活动连接有控制卡板,所述卡位柱夹与控制卡板活动连接,涉及数控车床多功能夹持切削工装领域。本发明通过主动锥齿轮转动带动从动锥齿轮转动、从动锥齿轮转动带动传动丝杠转动,可是传动丝杠带动丝杠螺母、丝杠螺母带动夹爪锯齿沿着传动丝杠移动,可调节切削工装夹爪的位置,从而可对不同尺寸结构的零件进行夹持。
技术研发人员:逯元平,熊登,张建东,李俊杰
受保护的技术使用者:湖北纵横智造精密机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!