一种适用于大尺寸回转体结构的增材制造装置的制作方法
本申请涉及增材制造的,特别是一种适用于大尺寸回转体结构的增材制造装置。
背景技术:
1、电弧熔丝增材制造技术,是一种制造功能结构一体化大型金属零件的数字化制造技术。通过送丝方式,采用电弧作为热源,实现金属丝材直接堆积的新型增材制造技术。该技术具有沉积效率高、成本低等特点,能实现高性能高温合金、钛合金、铝合金和高强钢等大型复杂结构件的快速制造。以电弧增材制造技术成形的构件具有力学性能好、生产成本低、成形效率高等优点,受到广泛关注。
2、该技术制造铝合金产品能够代替传统的铸造和锻造方法,相对于铸造方法能够显著提升产品合格率,相对于锻造方法能够显著提升材料利用率,适合于制造航天铝合金舱段类、贮箱类、过渡环类回转体结构产品。
3、随着新一代运载火箭的研制,主承力舱段、贮箱的直径越来越大,最大尺寸达到φ10米以上。传统的单工位电弧增材制造装置存在沉积效率低和成形幅面小的问题,无法满足新一代运载火箭的制造需求。虽然有专利提出了双工位电弧增材制造设备,通过变位机的旋转来进行产品的增材成形;但该设备进行电弧增材制造受限于变位机,对于成形超大尺寸、超大载荷的产品时变位机的旋转精度将难以满足增材成形需求。同时针对航天新一代运载火箭产品结构复杂、研制周期短的特点,需要开发能够成形不同直径、复杂结构回转体产品的高效率电弧增材装备。
技术实现思路
1、本申请提供一种适用于大尺寸回转体结构的增材制造装置,目的是开发能够成形不同直径、复杂结构回转体产品的高效率电弧增材装备。
2、第一方面,提供了一种适用于大尺寸回转体结构的增材制造装置,包括:
3、n边形滑轨单元,包括n段直线轨道,n段直线轨道首尾相接形成n边形环形轨道,n≥3,每段直线轨道上放置一个电弧增材制造单元,第n个直线轨道上的电弧增材制造单元能够沿着xn向运动,xn向为n段直线轨道中的第n个直线轨道的延伸方向;
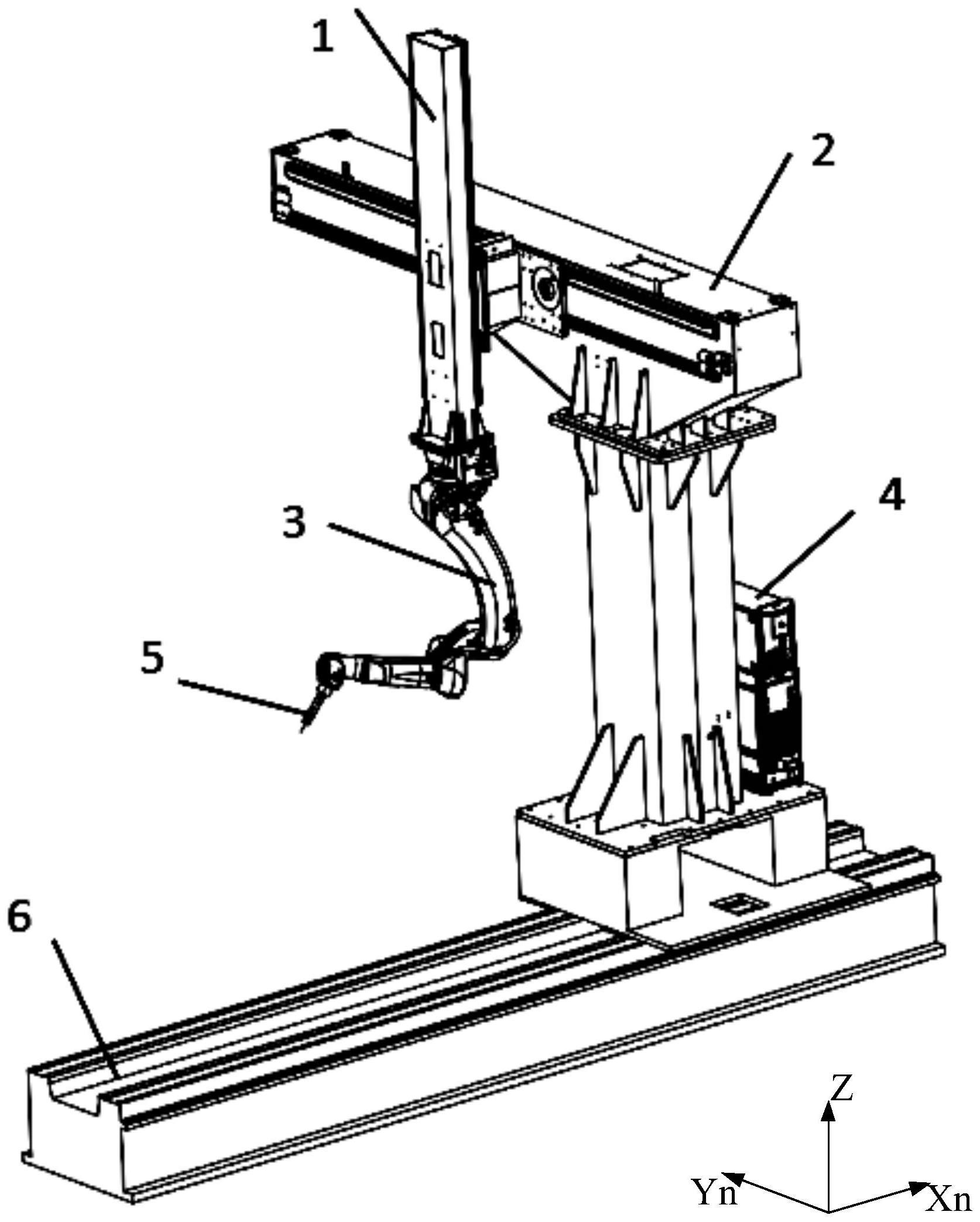
4、第n个直线轨道的电弧增材制造单元包括工业六轴机器人、l形悬臂梁、滑枕、滑轨;工业六轴机器人夹持有焊枪,工业六轴机器人采用倒挂的方式安装于滑枕上,并能够沿着滑枕由伺服电机驱动进行z向上下运动;l形悬臂梁的一端设置于第n个直线轨道,另一端朝向n边形滑轨单元的内侧延伸,l形悬臂梁的横梁方向垂直于第n个直线轨道,使得滑枕能够沿着yn向运动,yn向垂直于xn向;
5、协同控制单元,用于实现电弧增材制造单元的控制,每个电弧增材制造单元负责1/n圆弧的焊接成形,每个电弧增材制造单元焊接的圆弧终点与上一电弧增材制造单元的圆弧起点重合后结束焊接。
6、结合第一方面,在第一方面的某些实现方式中,l形悬臂梁的横梁朝向圆弧的圆心方向,或与圆心方向呈相同的夹角θ。
7、结合第一方面,在第一方面的某些实现方式中,所述n边形滑轨单元满足以下至少一项:
8、第n个直线轨道到产品圆心距离大于产品的最大半径;
9、l形悬臂梁的y轴行程大小与产品最大半径和最小半径的差值匹配;
10、滑枕的z轴行程大小与产品的最大高度匹配。
11、结合第一方面,在第一方面的某些实现方式中,所述装置还包括成形平台单元,所述成形平台单元包括环形平台和旋转变位机,所述旋转变位机设置于所述环形平台的底部,用于旋转所述环形平台。
12、结合第一方面,在第一方面的某些实现方式中,产品的相邻两个焊接层的起始焊接位置错开设置。
13、结合第一方面,在第一方面的某些实现方式中,所述l形悬臂梁立柱一侧连接有操作平台,平台上可放置机器人控制柜、焊机、水冷机、除尘机中的一个或多个。
14、结合第一方面,在第一方面的某些实现方式中,所述电弧增材制造单元满足以下至少一项:
15、工业六轴机器人为发那科品牌工业六轴机器人;
16、焊机为福尼斯cmt焊机。
17、第二方面,提供了一种增材制造装置的控制方法,所述方法应用于如上述第一方面中的任意一种实现方式中所述的增材制造装置,所述方法包括:
18、控制n段直线轨道上的每个电弧增材制造单元沿所在直线轨道移动,并同时控制每个电弧增材制造单元的焊枪进行焊接,每个电弧增材制造单元的焊接终点与上一电弧增材制造单元的焊接起点重合后结束一个焊接层的焊接;
19、控制工业六轴机器人将焊枪移动至下一焊接层的起始焊接位置进行下一焊接层的焊接。
20、结合第二方面,在第二方面的某些实现方式中,相邻两个焊接层的起始焊接位置错开设置。
21、结合第二方面,在第二方面的某些实现方式中,所述装置包括旋转变位机,所述方法还包括,控制旋转变位机旋转产品或n边形滑轨单元,以错开相邻两个焊接层的起始焊接位置。
22、与现有技术相比,本申请提供的方案至少包括以下有益技术效果:
23、通过该装置进行回转体结构电弧增材成形,可以不受回转体结构产品回转半径的尺寸限制和回转体母线异形曲线限制,增材成形产品最大尺寸和沉积效率可自行控制,能够实现高效率制造大尺寸回转体结构产品,成形的产品具有表面质量好、力学性能高等特点。
技术特征:
1.一种适用于大尺寸回转体结构的增材制造装置,其特征在于,包括:
2.根据权利要求1所述的装置,其特征在于,l形悬臂梁的横梁朝向圆弧的圆心方向,或与圆心方向呈相同的夹角θ。
3.根据权利要求1所述的装置,其特征在于,所述n边形滑轨单元满足以下至少一项:
4.根据权利要求1所述的装置,其特征在于,所述装置还包括成形平台单元,所述成形平台单元包括环形平台和旋转变位机,所述旋转变位机设置于所述环形平台的底部,用于旋转所述环形平台。
5.根据权利要求1所述的装置,其特征在于,产品的相邻两个焊接层的起始焊接位置错开设置。
6.根据权利要求1所述的装置,其特征在于,所述l形悬臂梁立柱一侧连接有操作平台,平台上可放置机器人控制柜、焊机、水冷机、除尘机中的一个或多个。
7.根据权利要求1所述的装置,其特征在于,所述电弧增材制造单元满足以下至少一项:
8.一种增材制造装置的控制方法,其特征在于,所述方法应用于如权利要求1至7中任一项所述的增材制造装置,所述方法包括:
9.根据权利要求8所述的方法,其特征在于,相邻两个焊接层的起始焊接位置错开设置。
10.根据权利要求8所述的方法,其特征在于,所述装置包括旋转变位机,所述方法还包括,控制旋转变位机旋转产品或n边形滑轨单元,以错开相邻两个焊接层的起始焊接位置。
技术总结
本发明公开了一种适用于大尺寸回转体结构的增材制造装置,包括:N边形滑轨单元,包括首尾相接形成N边形的N段直线轨道,第n个直线轨道上的电弧增材制造单元能够沿着Xn向运动;第n个直线轨道的电弧增材制造单元包括工业六轴机器人、L形悬臂梁、滑枕、滑轨;工业六轴机器人夹持有焊枪,工业六轴机器人安装于滑枕上,并能够沿着滑枕由伺服电机驱动进行Z向上下运动;L形悬臂梁设置于第n个直线轨道并朝向N边形滑轨单元的内侧延伸,使得滑枕能够在L形悬臂梁的横梁上沿着Yn向运动,Yn向垂直于Xn向;每个电弧增材制造单元负责1/N圆弧的焊接成形。由此开发出能够成形不同直径、复杂结构回转体产品的高效率电弧增材装备。
技术研发人员:冯晨,严振宇,王福德,李权,安立辉,刘琦,梁晓康,李昂,谢勇,周庆军,陈帅,霍福帅,刘娟
受保护的技术使用者:首都航天机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!