一种转子发动机铝合金缸体的制作方法
本发明涉及转子发动机关键零部件铝合金缸体制造,具体而言,涉及一种转子发动机铝合金缸体的制作方法。
背景技术:
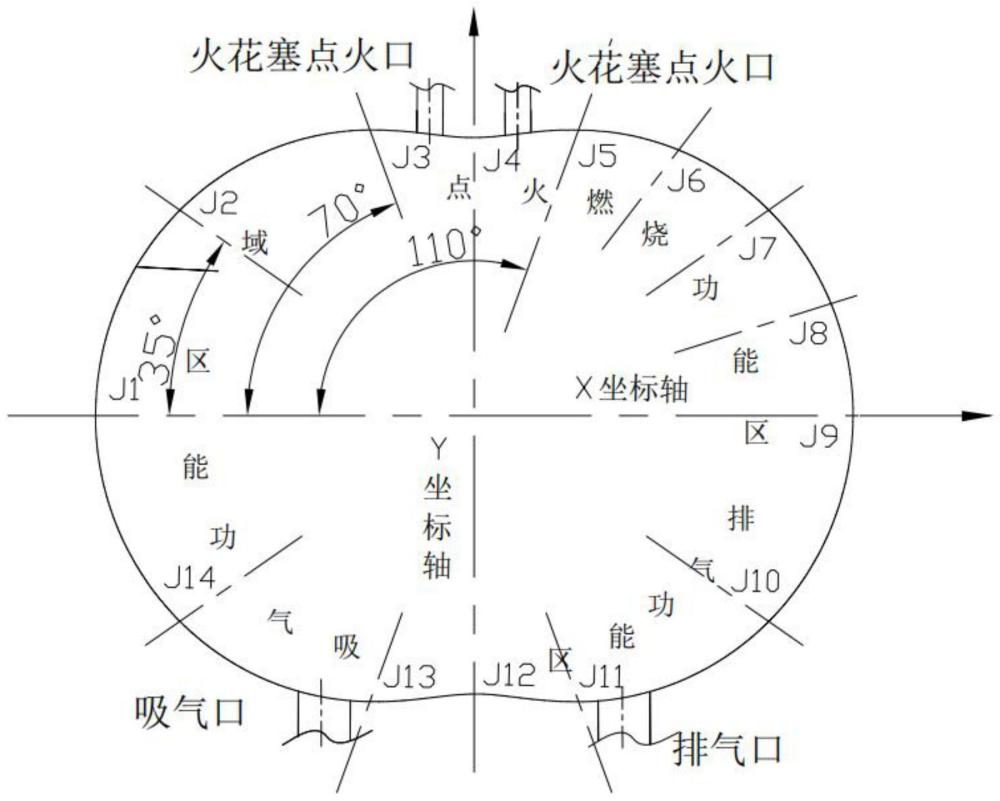
1、转子发动机的铝合金缸体是一个运转过程中受热不均匀的腔件,缸体包括三个功能区域:吸气区域、点火燃烧区域和排气区域,这三个功能区域在运转过程中沿圆周受热不均勺。在进气口一侧的圆弧区,即通常所称的冷弧区,因受新鲜混合气冷却的影响,比受燃烧加温的排气口一侧(即所谓热弧区)的温度低,这两个区域之间的温差大,而且随着缸体材料以及工作转速的不同,这种差值也会变化。在该苛刻工况下,点火燃烧区域因转子发动机的运转而产生极限高温,导致铝合金缸体中的铝合金基材与涂层受热产生膨胀,而铝合金基材与涂层的线性热膨胀系数差不同,使得铝合金缸体开裂,涂层脱落失效,降低了缸体使用寿命。
2、针对目前转子发动机铝合金缸体因运行过程中部分区域产生高温和各区域受热不均匀的复杂工况而导致涂层失效问题,目前大部分现有技术都是通过改变涂层材料和修改制备工艺的方法来解决涂层失效问题,从而改善转子发动机铝合金缸体的使用;因此亟需设计一种转子发动机铝合金缸体的制作方法与工艺流程,解决现有技术存在的铝合金缸体最佳可靠性与使用寿命问题。
技术实现思路
1、本发明的目的在于:针对高温极限工况,通过对缸体加工的关键工序中的缸体坐标部分进行改进,创建缸体坐标数据集,监测数据并精准计算,实现对发动机缸体三个功能区域的涂层厚度调整,增加铝合金缸体的可靠性与使用寿命。
2、本发明的技术方案是:提供了一种转子发动机铝合金缸体的制作方法,该装置包括:
3、s1、制作转子发动机铝合金缸体铸胚,加工平面基准面及缸体双定位孔;
4、s2、根据选择需要测量的角度与层数选点,使用全自动光学影像测量仪测量所有选取点的对应坐标,使用这一次测量得到的所有点的坐标建立第一坐标数据集;
5、s3、在铝合金缸体表面进行涂层加工,使涂层厚度大于第一加工厚度;
6、s4、对缸体进行涂层加工后,对s2中所有选取点的坐标进行第二次测量,使用第二次测量得到的所有点的坐标建立第二坐标数据集;
7、s5、使用对应坐标在第一坐标数据集中的数据与第二坐标数据集中的数据进行计算,得到对应坐标的涂层厚度数据;
8、s6、对缸体进行走丝加工和精加工;
9、s7、对缸体进行走丝加工和精加工后,对s2中所有选取点的坐标进行第三次测量,使用第三次测量得到的所有点的坐标建立第三坐标数据集;
10、s8、使用对应坐标在第一坐标数据集中的数据与第三坐标数据集中的数据进行计算,得到对应坐标的涂层厚度数据,将涂层厚度满足相应标准的缸体作为合格品。
11、进一步地,s1中,先对转子发动机铝合金缸体铸胚加工平面基准面,再根据平面基准面对铝合金缸体进行平面定位,加工缸体双定位孔。
12、进一步地,s2中对相应点的坐标进行测量的具体过程如下:
13、以缸体的平面基准面的中心为坐标原点,缸体平面基准面具有长短轴,以长轴作为x方向,短轴作为y方向,以缸体的高度方向为z方向建立坐标系;依次选择需要测量的点,使用全自动光学影像测量仪测量每个点的坐标。
14、进一步地,铝合金缸体的涂层加工过程如下:
15、对铝合金缸体内表面进行喷砂毛化处理,并进行清洗,在缸体表面的孔位和除喷涂区以外的其他区域设置耐高温热喷涂胶带,采用喷涂工艺对合金粉末进行熔融,并喷涂到铝合金缸体内表面。
16、进一步地,s4选定的角度和层数与s2中选定的角度和层数相同;s4中,使用的坐标测量方法与s2的坐标测量方法相同。
17、进一步地,s5中的计算公式如下:
18、
19、其中,b代表第二次测量,jn为第n个角度,m为层数,n、m为正整数,b-jn-tm代表角度jn且在第m层位置的第一次喷涂涂层厚度。
20、进一步地,铝合金缸体的走丝加工和精加工过程如下:
21、将s3中完成涂层加工后的铝合金缸体固定在加工设备上,根据铝合金缸体的平面基准面对铝合金缸体进行平面固定,根据双定位孔对铝合金缸体进行周向固定;
22、先对铝合金缸体进行走丝加工,再对铝合金缸体进行精加工,将涂层厚度控制在产品设计要求的范围内。
23、进一步地,在s7中,对s6中完成精加工的铝合金缸体选取点的坐标进行测量时,选定的角度和层数与s2中选定的角度和层数相同;s7中,使用的坐标测量方法与s2的坐标测量方法相同。
24、进一步地,s8中的计算公式如下:
25、
26、其中,c代表第三次测量,c-jn-tm代表角度jn且在第m层的位置在步骤s6加工完毕后的涂层厚度。
27、本发明的有益效果是:
28、第一、本发明设计了一种转子发动机铝合金缸体涂层坐标数据设置方法,以创建缸体坐标数据集,实现对缸体内壁70个点的坐标测量,以监测并控制缸体喷涂后工序的涂层厚度,以及精加工工序后涂层厚度。本发明的缸体涂层坐标数据集计算方法,通过监测并控制缸体喷涂后工序的涂层厚度,以及精加工工序后涂层厚度,实现对发动机缸体三个功能区域的涂层厚度调整并控制,以匹配转子发动机缸体三个功能区域缸体不同功能及高温高压工况不同的运行工况特征,达到转子发动机极限工况下的铝合金缸体最佳可靠性与使用寿命。
29、第二、本发明设计了一种转子发动机铝合金缸体的制作方法,不仅可以更低成本,更高效的制作出铝合金缸体耐磨涂层,而且可以结合转子发动机缸体三部分区域缸体不同功能及高温高压工况不同的特征,以优化调整缸体不同区域的涂层的厚度。
技术特征:
1.一种转子发动机铝合金缸体的制作方法,其特征在于,所述转子发动机铝合金缸体的制作方法包括如下步骤:
2.如权利要求1所述转子发动机铝合金缸体的制作方法,其特征在于,所述s1中,先对转子发动机铝合金缸体铸胚加工平面基准面,再根据平面基准面对铝合金缸体进行平面定位,加工缸体双定位孔。
3.如权利要求1所述转子发动机铝合金缸体的制作方法,其特征在于,所述s2中对相应点的坐标进行测量的具体过程如下:
4.如权利要求1所述转子发动机铝合金缸体的制作方法,其特征在于,所述铝合金缸体的涂层加工过程如下:
5.如权利要求3所述转子发动机铝合金缸体的制作方法,其特征在于,所述s4选定的角度和层数与s2中选定的角度和层数相同;所述s4中,使用的坐标测量方法与所述s2的坐标测量方法相同。
6.如权利要求1所述转子发动机铝合金缸体的制作方法,其特征在于,所述s5中的计算公式如下:
7.如权利要求1所述转子发动机铝合金缸体的制作方法,其特征在于,所述铝合金缸体的走丝加工和精加工过程如下:
8.如权利要求3所述转子发动机铝合金缸体的制作方法,其特征在于,所述s7中,对s6中完成精加工的铝合金缸体选取点的坐标进行测量时,选定的角度和层数与s2中选定的角度和层数相同;所述s7中,使用的坐标测量方法与所述s2的坐标测量方法相同。
9.如权利要求6所述转子发动机铝合金缸体的制作方法,其特征在于,所述s8中的计算公式如下:
技术总结
本发明公开了一种转子发动机铝合金缸体的制作方法,涉及转子发动机关键零部件铝合金缸体制造技术领域,该制作方法先对转子发动机铝合金缸体铸胚进行基础加工,测量其缸体选取点的坐标并建立第一坐标数据集,再对缸体进行涂层加工,测量喷涂后缸体选取点的坐标并建立第二坐标数据集,对第一坐标数据集中的数据与第二坐标数据集中的数据进行计算得到对应坐标的涂层厚度,然后对缸体进行精加工,测量精加工后的缸体选取点的坐标并建立第三坐标数据集,对第一坐标数据集中的数据与第三坐标数据集中的数据进行计算,得到完成品涂层厚度;通过本发明中的技术方案,实现对发动机缸体三个功能区域的涂层厚度调整,增加铝合金缸体的可靠性与使用寿命。
技术研发人员:陈征,郭永,张帆
受保护的技术使用者:湖南大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!