一种不锈钢钢管的扩口设备的制作方法
本发明涉及钢管加工,特别涉及一种不锈钢钢管的扩口设备。
背景技术:
1、钢管加工技术是指对管道连接件进行各种加工和制造的技术方法和工艺,包括弯管加工、接头加工、进口管件加工、翻边加工以及表面处理,其中的表面处理表示对管件加工完成后,常需要对其表面进行处理,以提高防腐蚀性能、改善外观等,表面处理包括除锈、喷漆、热镀锌、电镀、喷丸处理等;传统对钢管进行扩口操作通常使用的设备和过程如下,例如:使用钢管扩口机,用于进行钢管扩口操作的专用设备,其中包括扩口机床、扩口模具等,扩口过程为:使用夹具或其他固定装置固定住钢管,以确保在扩口过程中不发生移动,将钢管放入扩口机,启动机器开始扩口,扩口机会通过扩口模具对钢管进行扩张,使其外径增大,在扩口完成后需要人工手持取出。
2、传统授权公告号为cn104056981b,名称为电力铜管扩口机的专利中指出的技术方案为:包括支架、输料机构、顶料机构、压料定位机构、扩口机构和出料机构;出料机构位于输料机构的前侧;顶料机构包括顶壁设有与料管适配的半圆形支承槽的支承件、设置在支承件上的顶料气缸、固定设置在支承件上且与输料机构前端邻接的分隔件、用于向上顶起输料机构中与分隔件邻接的一个料管的送料顶柱、用于向上顶起支承件的半圆形支承槽中的料管的出料顶柱;支承件固定设置在支架上,分隔件设置在支承件和输料机构之间;送料顶柱和出料顶柱固定设置在顶料气缸活塞上;顶料气缸活塞同步带动送料顶柱和出料顶柱向上顶起;另有申请公布号为cn111822605a的专利中指出的技术方案为:包括:安装架;承托板,设置于安装架上,承托板上沿承托板的长度方向设置有多个扩口杆,扩口杆可上下滑动地穿设于承托板上,扩口杆的上部设置有限位部,以使扩口杆能够悬挂于承托板上;推压板,可升降地设置于安装架上并位于承托板的上方,推压板设置有多个并沿承托板的长度方向依次设置;推压组件,设置于安装架上,推压组件能够驱动多个推压板逐一下降,以推压扩口杆;弹性复位件,设置于安装架与推压板之间,弹性复位件能够提供使推压板与扩口杆分离的弹性力。
3、针对以上提出的现有技术和专利方案结合而言,传统在对钢管进行扩口加工处理时通常采用扩口机,利用单向的气缸从外向内对钢管的端口进行扩口操作,若是钢管端部在扩口过程中向内凹陷,则无法继续进行扩口操作,除此以外,对于待扩口的钢管而言,需要借助固定夹具对钢管进行位置固定,但是夹持固定的钢管在进行扩口操作时还是会存在钢管偏移的情况,若是在后方继续加装抵块,则只能对定长的钢管进行加工,对于规格过小或过大的钢管,传统的固定夹具无法适用,则依旧会出现钢管偏移的情况,最终影响钢管成品的品质。
技术实现思路
1、为实现以上目的,本发明通过以下技术方案予以实现:
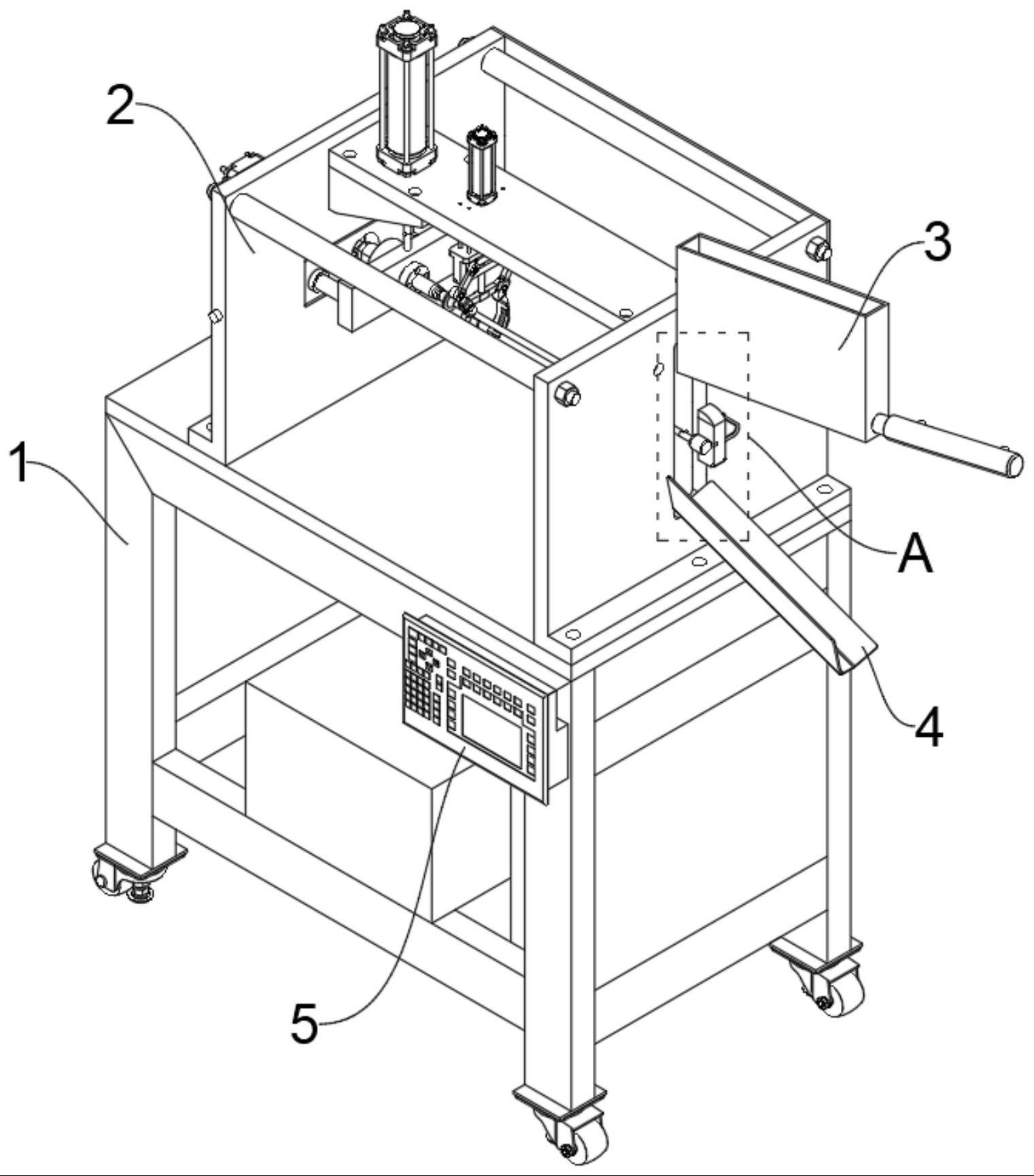
2、一种不锈钢钢管的扩口设备,包括呈上下式组装的加工架和底架,且底架前侧安装用于操控扩口设备的控制面板,还包括在加工架表面,按照钢管输送方向上依次安装的送料组件、调节组件、电磁吸铁器以及下料钢槽;
3、所述送料组件包括送料盒和安装于送料盒边侧的推送气缸,且推送气缸用于将位于送料盒内的钢管推送至调节组件输出端上配置的液压杆表面;所述加工架上方安装用于驱动调节组件上下偏转的摆动气缸;
4、所述液压杆朝向电磁吸铁器的端头上可拆卸连接有扩口机构,所述调节组件中的扩口气缸驱动扩口机构往复式平移,以完成对钢管的扩口处理;
5、所述电磁吸铁器位于送料组件与下料钢槽之间,用于吸附处于水平状态下的所述扩口机构。
6、在一种可能的实现方式中,所述加工架表面靠近控制面板的一侧开设有条状的摆料槽,供钢管穿过,且送料组件、电磁吸铁器以及下料钢槽自上而下式分布于摆料槽的表面,所述调节组件位于加工架表面远离摆料槽的一侧。
7、在一种可能的实现方式中,所述送料组件还包括若干设置于送料盒内壁底侧的辊体和出料口,所述送料盒呈倾斜式分布,所述出料口位于推送气缸配套推料杆的活动轨迹上,且推料杆的端头处可拆卸式连接有推板。
8、在一种可能的实现方式中,所述推板的中心嵌设有红外接收器,所述液压杆朝向扩口机构的端头处焊接有卡头,且卡头表面嵌设有与红外接收器相配套的红外发射器,所述红外发射器与红外接收器均通过设置导线与控制面板连接;
9、所述控制面板内置的处理器用于判断红外发射器与红外接收器是否对接成功,若成功,则对所述推送气缸发生启动指令,若不成功,则所述推送气缸不做响应。
10、在一种可能的实现方式中,所述调节组件包括平行式分布且固定连接的转板和固定板;
11、其中,所述转板转动式装配于加工架表面,所述扩口气缸安装于转板表面,并位于加工架的外侧区域;
12、所述固定板表面远离转板的一侧固定连接有定位座,供所述液压杆穿过,且定位座的自由端上设置有挡片,所述挡片由圆环片和空心圆台焊接而成。
13、在一种可能的实现方式中,所述摆动气缸配套的活塞杆延伸到加工架内,并与固定板之间通过设置鱼眼轴承连接,所述加工架上方与摆动气缸相邻的位置处还安装有夹料机构。
14、在一种可能的实现方式中,所述夹料机构包括装配座和两组对称分布的弧形夹板;
15、其中,所述装配座与加工架的上表面固定连接,且装配座上方安装用于驱动弧形夹板的夹料气缸;
16、所述弧形夹板与装配座之间通过设置传动件连接。
17、在一种可能的实现方式中,所述扩口机构包括可拆卸连接的扩口头和连接筒柱;
18、其中,所述扩口头内开设供连接筒柱插入的孔洞;
19、所述连接筒柱远离扩口头的端头处开设卡槽,供所述卡头自上而下式插入,所述连接筒柱内还设置有限位机构。
20、在一种可能的实现方式中,所述限位机构包括定位端子和滑块;
21、其中,所述定位端子与连接筒柱的内壁之间通过设置弹簧连接,在所述卡头完全插入卡槽的状态下,所述定位端子的活动轨迹与红外发射器的凹面相重合;
22、所述滑块采用柱形铁块,供所述电磁吸铁器吸附,且滑块滑动式装配于连接筒柱内,所述滑块与定位端子之间通过设置绳体连接。
23、在一种可能的实现方式中,所述电磁吸铁器可拆卸式设置于加工架的边侧,且电磁吸铁器的外表面与处于水平状态下的扩口头相切,并在电磁吸铁器外表面的切点上嵌入式设置有吸铁端。
24、与现有技术相比,本发明的有益效果是:
25、1、本发明在加工架上采用送料组件、调节组件、电磁吸铁器以及下料钢槽整体组合式的结构,在不占据空间的前提下,通过自上而下的往复式推送,从而实现对钢管的批量式扩口处理,将调节组件与扩口机构配合使用,能够自动找准钢管的中心线,在一定程度上使得整个设备能够应对不同开口直径以及不同长度的钢管,借助定位座的使用,能够避免加工状态下的钢管发生二次移动的问题;
26、2、本发明采用调节组件带动液压杆上下偏移,在与送料组件和下料钢槽配合使用后,利用钢管自身的重力即可完成快捷、有效的进料和出料操作,在与夹料机构配合使用时,可根据需要对钢管进行夹持,避免加工完成后的钢管因与扩口机构卡接而造成无法分离的情况,并确保后续能够进行顺利的出料,体现了整体设计的实用性;
27、3、本发明借助红外发射器与红外接收器相配合,从而能够准确的判定出何时进行进料操作,而后将调节组件与扩口机构组合使用,不仅能够避免钢管滑脱,还能够对其进行扩口操作,其间使用的电磁吸铁器不仅能够吸附扩口机构,使其不影响进、出料操作,还能够对限位机构中的滑块产生磁吸力,从而带动定位端子脱离红外发射器上的凹面,确保液压杆能够自由上下偏转,在进行扩口操作时,则利用弹簧的恢复力,使得定位端子完成对红外发射器上凹面的定位操作,确保后续扩口操作时,液压杆和扩口机构不会发生偏移或脱离的情况,继而保障了扩口操作的有效性。
- 还没有人留言评论。精彩留言会获得点赞!