电机推力盘的修复方法与流程
本技术涉及核辅助冷却水系统,特别是涉及一种电机推力盘的修复方法。
背景技术:
1、核主泵是核岛一回路系统中,用于驱动冷却剂在rcp(反应堆冷却剂系统)系统内循环流动的泵。电机推力盘是保证核主泵的电机稳定运行的关键部件,然而,相关技术中,电机推力盘长期运行后存在磨损,导致需要更换电机推力盘,进而导致核主泵的维护成本较高。
技术实现思路
1、基于此,有必要针对相关技术中核主泵的维护成本较高的问题,提供一种电机推力盘的修复方法。
2、本技术提供了一种电机推力盘的修复方法,包括:
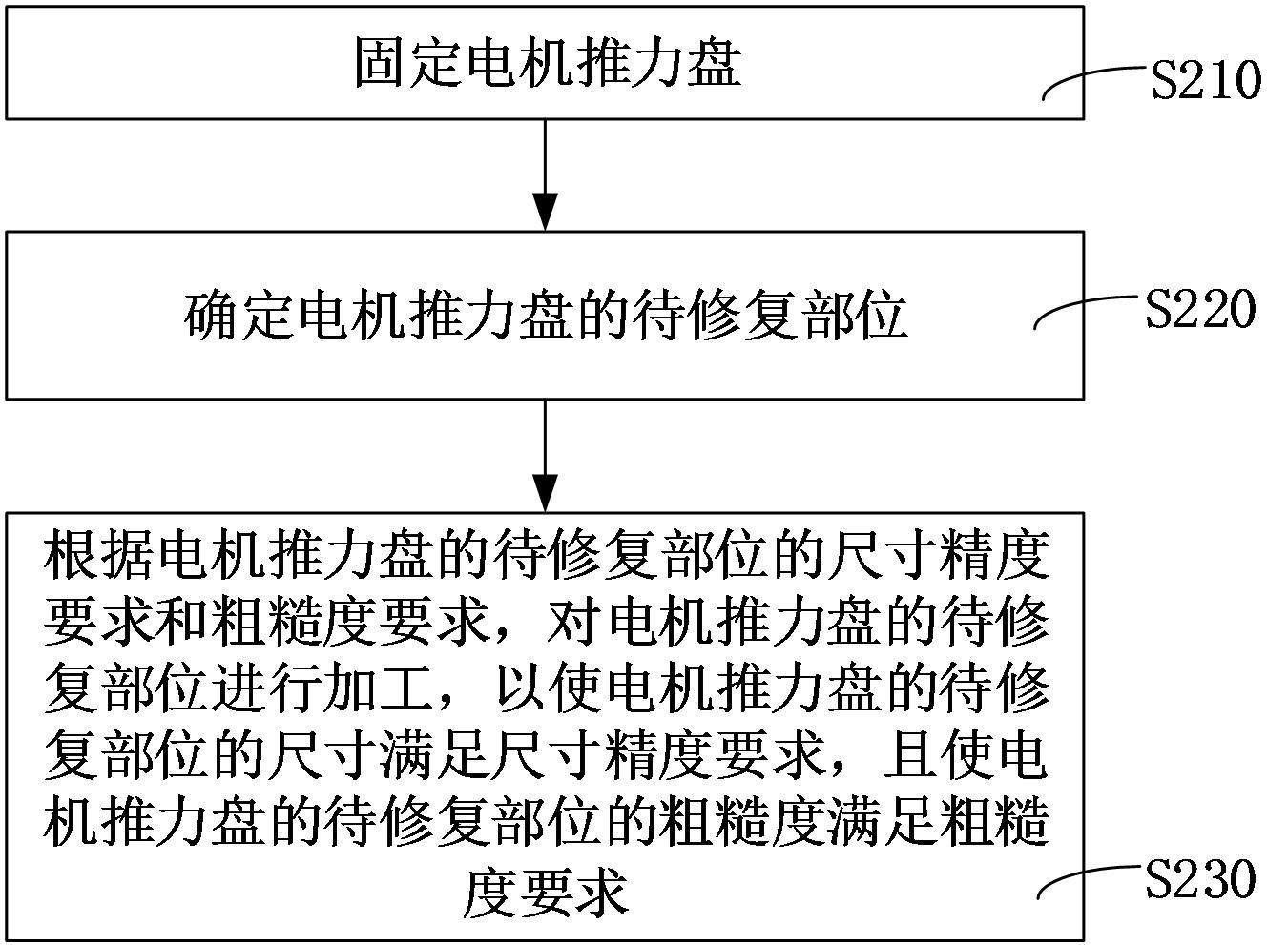
3、固定所述电机推力盘;
4、确定所述电机推力盘的待修复部位;
5、根据所述电机推力盘的待修复部位的尺寸精度要求和粗糙度要求,对所述电机推力盘的待修复部位进行加工,以使所述电机推力盘的待修复部位的尺寸满足所述尺寸精度要求,且使所述电机推力盘的待修复部位的粗糙度满足所述粗糙度要求。
6、在其中一个实施例中,所述电机推力盘具有多个所述待修复部位,所述根据所述电机推力盘的待修复部位的尺寸精度要求和粗糙度要求,对所述电机推力盘的待修复部位进行加工,具体包括:
7、根据每一所述待修复部位所对应的尺寸精度要求和粗糙度要求,对每一所述待修复部位进行加工,以使所述待修复部位的尺寸满足对应的所述尺寸精度要求,且使所述待修复部位的粗糙度满足对应的所述粗糙度要求。
8、在其中一个实施例中,所述根据所述电机推力盘的待修复部位的尺寸精度要求和粗糙度要求,对所述电机推力盘的待修复部位进行加工,具体包括:
9、将多个所述待修复部位所对应的粗糙度要求分为多个粗糙度等级;
10、根据所述待修复部位所对应的所述粗糙度等级,对该所述待修复部位进行加工,以使该所述待修复部位的尺寸满足对应的所述尺寸精度要求,且使该待修复部位的粗糙度达到对应的所述粗糙度等级。
11、在其中一个实施例中,所述根据所述待修复部位所对应的所述粗糙度等级,对该所述待修复部位进行加工,具体包括:
12、若所述待修复部位所对应的所述粗糙度等级为一级粗糙度,则依次对该所述待修复部位进行精车车削加工、毫克能加工、磨削加工及抛光加工。
13、在其中一个实施例中,所述根据所述待修复部位所对应的所述粗糙度等级,对该所述待修复部位进行加工,还包括:
14、若所述待修复部位所对应的所述粗糙度等级为二级粗糙度,则依次对该所述待修复部位进行精车车削加工、磨削加工及抛光加工;
15、其中,所述二级粗糙度大于所述一级粗糙度。
16、在其中一个实施例中,所述根据所述待修复部位所对应的所述粗糙度等级,对该所述待修复部位进行加工,还包括:
17、若所述待修复部位所对应的所述粗糙度等级为三级粗糙度,则对该所述待修复部位进行精车车削加工;
18、若所述待修复部位所对应的所述粗糙度等级为四级粗糙度,则对该所述待修复部位进行粗车车削加工;
19、其中,所述四级粗糙度大于所述三级粗糙度,所述三级粗糙度大于所述二级粗糙度。
20、在其中一个实施例中,所述固定所述电机推力盘,具体包括:
21、将所述电机推力盘固定于数控立式车床的工作台面上,并使所述电机推力盘的轴线方向垂直于所述工作台面。
22、在其中一个实施例中,所述数控立式车床包括位于所述工作台面的上方的加工刀具,所述根据所述电机推力盘的待修复部位的尺寸精度要求和粗糙度要求,对所述电机推力盘的待修复部位进行加工,具体包括:
23、根据所述电机推力盘的待修复部位的尺寸精度要求和粗糙度要求,确定所述数控立式车床的加工刀具的目标转速和目标进给量;
24、以所述数控立式车床的加工刀具的目标转速和目标进给量,采用所述数控立式车床的加工刀具对所述电机推力盘的待修复部位进行加工。
25、在其中一个实施例中,所述采用所述数控立式车床的加工刀具对所述电机推力盘的待修复部位进行加工之前,所述电机推力盘的修复方法还包括:对所述数控立式车床进行检测。
26、在其中一个实施例中,所述对所述数控立式车床进行检测,具体包括:
27、检测所述数控立式车床的加工刀具沿z轴方向的运动相对于所述工作台面的垂直度;
28、检测所述数控立式车床的加工刀具沿x轴方向的运动相对于所述工作台面的平行度。
29、在其中一个实施例中,所述对所述数控立式车床进行检测,还包括:
30、检测所述数控立式车床的加工刀具沿x轴方向的位移精度是否满足第一精度要求;
31、检测所述数控立式车床的加工刀具沿z轴方向的位移精度是否满足第二精度要求。
32、在其中一个实施例中,所述固定所述电机推力盘之前,所述电机推力盘的修复方法还包括:
33、将多个支撑件固定于所述工作台面上,以用于共同承载所述电机推力盘;
34、对多个所述支撑件的顶部进行磨平,以分别形成用于承载所述电机推力盘且彼此平齐设置的承载面,且使所述承载面的平面度满足预设要求。
35、在其中一个实施例中,所述电机推力盘包括多个待检测部位,所述确定所述电机推力盘的待修复部位,具体包括:
36、分别对所述电机推力盘的多个待检测部位进行检测;
37、若所述电机推力盘的待检测部位不满足对应的所述尺寸精度要求和/或对应的所述粗糙度要求,则确定该所述待检测部位为所述电机推力盘的待修复部位。
38、在其中一个实施例中,所述多个待检测部位包括沿所述电机推力盘的轴线方向贯穿设于所述电机推力盘的内孔,以及环绕所述内孔设置的外圆柱面;所述分别对所述电机推力盘的多个待检测部位进行检测,具体包括:
39、检测所述内孔的孔壁的径向尺寸、圆度、圆柱度、锥度和粗糙度;
40、检测所述外圆柱面的径向尺寸、圆柱度、所述外圆柱面相对所述内孔的跳动度及粗糙度;
41、其中,所述外圆柱面相对于所述内孔的跳动度是指所述外圆柱面相对于所述内孔的同心度及圆度。
42、在其中一个实施例中,所述电机推力盘包括沿所述电机推力盘的轴线方向相连的第一柱体段和第二柱体段,所述第二柱体段的径向尺寸大于所述第一柱体段的径向尺寸;沿所述电机推力盘的轴线方向,所述内孔分别贯穿所述第一柱体段和所述第二柱体段;所述外圆柱面设于所述第一柱体段的外周;沿所述第二柱体段的径向方向,所述第二柱体段凸伸出所述第一柱体段的部分设有上推力面和下推力面,所述上推力面和所述下推力面沿所述电机推力盘的轴线方向相背设置;所述多个待检测部位包括所述第二柱体段、所述上推力面和所述下推力面,所述分别对所述电机推力盘的多个待检测部位,还包括:
43、检测所述上推力面的平面度及粗糙度;
44、检测所述下推力面的平面度、粗糙度及所述下推力面相对于所述上推力面的平行度;
45、检测所述第二柱体段沿所述第二柱体段的径向方向的尺寸及所述第二柱体段的外周壁的粗糙度。
46、在其中一个实施例中,所述根据所述电机推力盘的待修复部位的尺寸精度要求和粗糙度要求,对所述电机推力盘的待修复部位进行加工之后,所述电机推力盘的修复方法还包括:
47、对所述电机推力盘的待修复部位进行检测,根据所述电机推力盘的待修复部位的检测结果,判断所述电机推力盘的待修复部位的尺寸是否满足所述尺寸精度要求,且判断所述电机推力盘的待修复部位的粗糙度是否满足所述粗糙度要求。
48、上述电机推力盘的修复方法,可按照待修复部位的尺寸精度要求和粗糙度要求,对电机推力盘的待修复部位进行加工,使得电机推力盘的待修复部位的尺寸满足尺寸精度要求,且使电机推力盘的待修复部位的粗糙度满足粗糙度要求,进而可很好地对电机推力盘进行修复,以便电机推力盘的再利用,可降低核主泵的维护成本。
- 还没有人留言评论。精彩留言会获得点赞!