镁合金卷板精整方法与流程
本发明涉及镁合金卷板精整工艺,更为具体地,涉及一种镁合金卷板精整方法。
背景技术:
1、镁合金卷板具有密度小、比强度和比刚度高、导电和导热性能好、无磁性、屏蔽性好和无毒的特点,同时也具有易于回收、可再生利用和环境友好等优异性能,在国防军工、航空航天、交通工具、机械电子及3c电子产品等领域具有广阔的应用前景。
2、目前国内镁工业一体化程度不高,产品结构不合理,镁合金板带深加工企业数量不多,并且由于工艺的不成熟,主要以块式法对小卷重窄幅镁合金卷板进行精整,整个工艺过程复杂,生产连续化程度低、中间环节多,生产成本高并且成品率低,很难形成规模化的生产,无法满足铸轧温轧后的大卷重宽幅镁合金卷的连续精整需求。
3、目前现有的专利中,第一专利为:预涂感光胶镁板的生产方法及生产装置(申请公布号码:cn 107479328 a),本发明公开一种预涂感光胶镁版生产工艺及设备。镁合金采用细晶az31b牌号的镁合金板材,并对基材mn、ca含量提出限定;具体工艺流程为板材剪切、时效、砂光、清洗烘干、晾晒涂覆、加热保温、砂光、清洗烘干、表面处理、晾晒、涂覆、加热保温、静置、覆膜等流程制得;所述生产设备包括:液压剪、砂光机组、清洗烘干机、防护层滚涂机、感光胶滚涂机、热风循环干燥箱、覆膜机等。
4、第二个专利为:一种全连续镁合金带卷精整装置及精整方法(申请公布号码:cn102764790a),本发明一种全连续镁合金带卷精整装置及精整方法,属于镁合金材料领域。本发明通过开卷装置将镁合金带卷开卷,并通过张力夹送辊进入切头切尾和焊接装置,进入双边剪进行切边,切边后进入多辊矫直机进行矫直,矫直后通过张力夹送辊进入带卷清洗装置进行清洗,清洗后经挤干辊将清洗液挤干,经吹扫烘干后,通过张力辊组,经预热装置加热到设定温度后,进入拉伸弯曲矫直机组进行改善板形质量,弯矫后经张力辊组和张力夹送辊进入涂油装置进行涂油处理,经分切剪分切后,通过偏转夹送辊进入卷取机,实现带卷精整过程。
5、上述现有的技术中存在缺点是:针对小卷重窄幅镁合金卷,其生产效率低,产品组织性能差,成材率低,且生产成本高。
技术实现思路
1、鉴于上述问题,本发明的目的是提供一种镁合金卷板精整方法,以解决现有的实际生产中没有针对大卷重宽幅镁合金卷精整成镁合金板的工艺的问题。
2、本发明提供一种镁合金卷板精整方法,其中,包括:
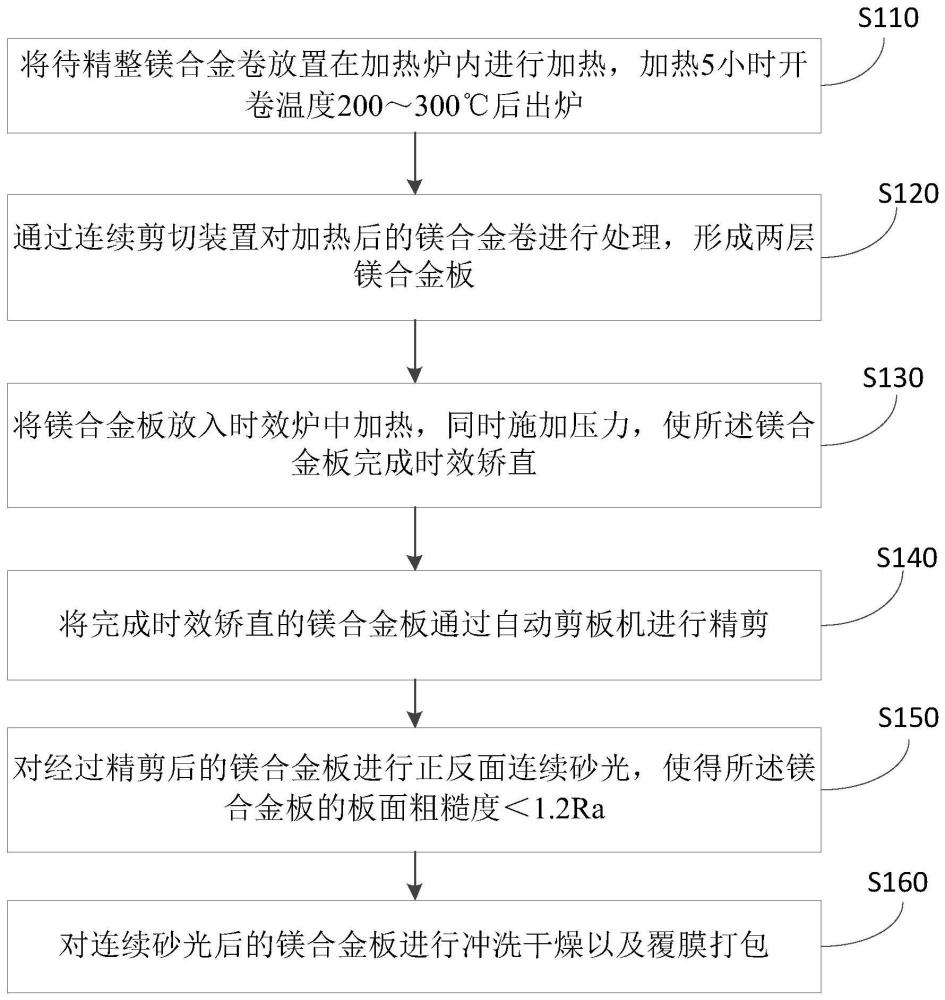
3、将待精整镁合金卷放置在加热炉内进行加热,加热5小时开卷温度200~300℃后出炉;
4、通过连续剪切装置对加热后的镁合金卷进行处理,形成两层镁合金板;
5、将镁合金板放入时效炉中加热,同时施加压力,使所述镁合金板完成时效矫直;
6、将完成时效矫直的镁合金板通过自动剪板机进行精剪;
7、对经过精剪后的镁合金板进行正反面连续砂光,使得所述镁合金板的板面粗糙度<1.2ra;
8、对连续砂光后的镁合金板进行冲洗干燥以及覆膜打包。
9、此外,优选的方案是,所述通过连续剪切装置对加热后的镁合金卷进行处理,包括如下步骤:
10、通过开卷机将所述待精整镁合金卷打开,形成镁合金带;
11、通过开卷导板台辅助所述镁合金带的带头向后续装置运行;
12、通过粗矫机对所述镁合金带的带头进行矫直,且辅助所述待精整镁合金卷进行开卷;
13、通过液压剪对所述镁合金带的带头进行剪切;
14、通过切边机和碎断剪对所述镁合金带的双侧进行切边及碎断处理;
15、通过吹扫装置清扫切边后的所述镁合金带的表面的碎屑及灰尘;
16、通过十九辊矫直机对开卷后的所述镁合金带进行矫直;
17、通过飞剪机对所述镁合金带进行剪切定尺,形成镁合金板。
18、此外,优选的方案是,在通过开卷机将所述待精整镁合金卷打开,形成镁合金带的步骤之前,还包括如下步骤:
19、通过固定受卷台放置加热后待精整镁合金卷;
20、通过上料小车将所述待精整镁合金卷运输到所述开卷机上。
21、此外,优选的方案是,在通过十九辊矫直机对开卷后的所述镁合金带进行矫直的步骤与通过飞剪机对所述镁合金带进行剪切定尺,形成镁合金板的步骤之间,还包括如下步骤:
22、通过升降过桥防止后进行对中处理时对所述镁合金带造成损伤;
23、通过对中装置对所述中镁合金带进行对中处理,以保证定尺精度。
24、此外,优选的方案是,在通过飞剪机对所述镁合金带进行剪切定尺,形成镁合金板的步骤之后,还包括如下步骤:
25、通过运输带将所述镁合金板运输至堆垛装置;
26、通过所述堆垛装置收集所述镁合金板,形成镁合金板料堆垛。
27、此外,优选的方案是,所述将镁合金板放入时效炉中加热,同时施加压力,使所述镁合金板完成时效矫直,包括如下步骤:
28、将所述镁合金板料堆垛成两层,每层的厚度小于等于300mm;
29、在每层镁合金板上放置厚板进行压平处理;
30、将压平处理的镁合金板放入台车式时效炉中加热3小时升温至240℃,并保持温15小时后,随炉冷4小时后出炉,使所述镁合金板完成时效矫直。
31、此外,优选的方案是,所述对经过精剪后的镁合金板进行正反面连续砂光,使得所述镁合金板的板面粗糙度<1.2ra,包括如下步骤:
32、将精剪后的镁合金板的正反板面经过第一台粗砂机和第二台粗砂机进行粗砂,其中,所述两台双头粗砂的砂带粒度匹配为40~80#;
33、将经过所述第一台双头粗砂机和第二台双头粗砂机的正反板面粗秒后的镁合金板的正反板面通过第三台粗砂机、第四台粗砂机和第五粗砂机进行粗砂,其中,第三台粗砂机、第四台粗砂机和第五粗砂的砂带粒度匹配为120~240#;
34、将粗砂处理后的镁合金板的正反板面连续进入三台精砂机进行精砂处理,直至所述镁合金板的板面粗糙度<1.2ra,其中,所述精砂机的砂带粒度匹配为320~400#。
35、此外,优选的方案是,所述对连续砂光后的镁合金板进行冲洗干燥,包括如下步骤:
36、将砂光后的镁合金板经过漂洗和冲洗后进入干燥机进行干燥;
37、通过所述干燥机的挤干辊和热风刀将所述镁合金板的表面的水雾蒸发,其中,热风温度50~80℃;
38、通过所述干燥机的常温风刀将所述镁合金板的表面余留的湿热气膜进一步汽化离散;
39、通过辊道将所述干燥机处理后的镁合金板送入烘干炉进行烘干处理,其中,所述烘干炉的温度为100~150℃。
40、此外,优选的方案是,对烘干后的镁合金板进行覆膜打包,包括如下步骤:
41、将烘干后的镁合金板下料至降温架上,并输送至无尘干燥房待温度降至常温;
42、将降至室温的镁合金板在无尘房中进行覆膜打包。
43、从上面的技术方案可知,本发明提供的镁合金卷板精整方法,与现有技术相比,将温轧后的大卷重镁合金卷的加热、连续剪切、时效矫直、精剪、连续砂光、冲洗干燥等等精整工序结合在一起,且采用连续剪切、连续砂光方式将镁合金轧后镁合金卷生产出板型控制良好、表面质量较高的宽幅镁合金板。并且本发明的生产线连续生产、易操作、效率高、产量可提高200%,成品率可提高20%。
44、为了实现上述以及相关目的,本发明的一个或多个方面包括后面将详细说明的特征。下面的说明以及附图详细说明了本发明的某些示例性方面。然而,这些方面指示的仅仅是可使用本发明的原理的各种方式中的一些方式。此外,本发明旨在包括所有这些方面以及它们的等同物。
- 还没有人留言评论。精彩留言会获得点赞!