一种3J78弹性合金大尺寸波形弹簧制造方法与流程
本发明属于航空发动机零部件制造,具体涉及一种3j78弹性合金大尺寸波形弹簧制造方法。
背景技术:
1、3j78是一种高强度、高弹力、高合金化的弹性合金,其主要依靠钨、铬、钴、钛、铝等所种元素进行复合强化。因其具有良好的性能,因此常被用于制作各类弹性原件,波形弹簧就是其应用领域之一。
2、波形弹簧是一种具有周向复杂曲线的金属圆环,具有良好的缓冲及减震性能,特别适用于需要减重和受较小安装空间制约的的位置,常规的波形弹簧可由钢材料或高温合金材料进行制造,但由于3j78合金具有其他材料无法替代的宽范围服役温度及组织特性,逐渐成为此类弹性零件优选的材料之一。
3、波形弹簧通常需要同时满足尺寸外形和弹力性能的要求。公开的专利资料表明,目前生产的波形弹簧尺寸较小(直径在ф100mm以下),在“冲压成型+时效处理”常规工艺路线下,经常通过人工校型的方式来提高零件合格率。而对于3j78合金带材制备的大尺寸波形弹簧,尤其是在波数较多的情况下采用手工校型非常困难,且采用上述工艺路线制备出的波簧零件性能差异较大,检测数据不稳定。
技术实现思路
1、利用弹性合金生产的波形弹簧同时满足尺寸及弹力的要求是制约其应用的瓶颈难题,特别是大尺寸波形弹簧。本发明的目的是提出一种3j78弹性合金大尺寸波形弹簧制造方法,保证生产的零件能够满足使用要求。
2、为了实现上述目的,本发明采用如下技术方案:
3、一种3j78弹性合金大尺寸波形弹簧制造方法,包括以下步骤:
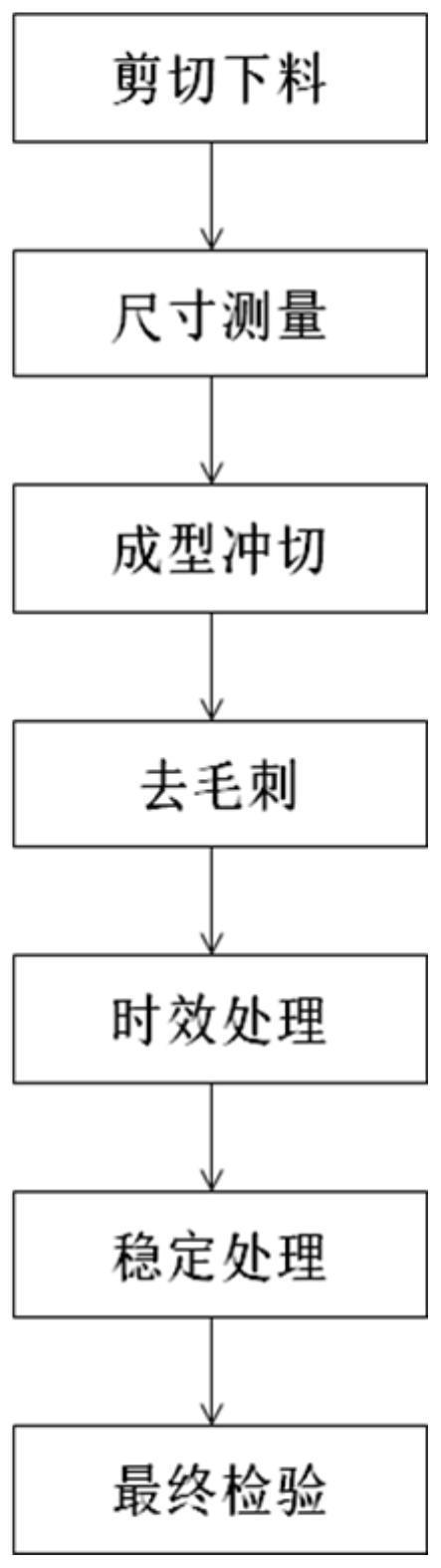
4、步骤1,剪切下料,形成矩形原材料;
5、步骤2,使用游标卡尺和千分尺对矩形原材料进行厚度检测,确保尺寸合格;
6、步骤3,将矩形原材料摆在冲切成型模具上将其冲切成波形弹簧零件,冲切后检查波形弹簧零件的外径及宽度尺寸在设计图纸要求的范围内;
7、步骤4,去除周边毛刺;
8、步骤5,将修磨后的波形弹簧零件放入时效工装中,保证其与时效工装的贴合度后进行固定,并将波形弹簧零件与时效工装一同放入真空炉中进行时效热处理;
9、时效热处理后,对波形弹簧零件进行冷却处理;冷却处理后,将波形弹簧零件及时效工装一起从真空炉中取出,并拆下时效工装;
10、步骤6,将时效热处理后的波形弹簧零件放入稳定化处理工装中,保证其与稳定化处理工装的贴合度后进行固定,装夹后波形弹簧零件的高度即为工作高度,而后将波形弹簧零件与稳定化处理工装一同放入空气炉中进行稳定化热处理;
11、稳定化热处理后,将波形弹簧零件及稳定化处理工装一同从空气炉中取出,冷却至室温;
12、步骤7,按照设计图纸要求进行压缩测试、弹力测试及尺寸检验。
13、步骤3中,冲切后的波形弹簧的外径不大于ф170mm,宽度不应大于3mm;
14、所述的3j78弹性合金成分及质量分数如下:v≤0.2%,nb≤0.2%,cu≤0.07%,fe≤1.0%,si≤0.40%,w=9.0%~10.5%,p≤0.015%,cr=18.0%~20.0%,co=5.5%~6.7%,ti=2.7%~3.2%,al=1.3%~1.8%,mn≤0.40%,c≤0.05%,s≤0.010%,sb≤0.001%,sn≤0.002%,as≤0.005%,pb≤0.001%,bi≤0.0001%,余量为ni。
15、步骤6中所述时效热处理采用阶梯时效,具体为:初始热处理温度为800~850℃±10℃,保温1~1.5h;而后冷却到700~750℃±10℃,保温2~2.5h;最后氩气氛围冷却至室温。
16、步骤7中所述稳定热处理制度为:稳定热处理温度为350℃~450℃,保温1h~3h;而后空冷至室温。
17、步骤6中,每个所述稳定化处理工装可放入1~3个波形弹簧零件。
18、所述真空炉和空气炉的装炉温度都小于等于热处理设定温度。
19、本发明的有益效果为:
20、首先通过冲压成型使波形弹簧零件产生一定的弯曲,再配合使用时效热处理和稳定热处理,使大尺寸波形弹簧在多次按压后的尺寸及弹力仍然满足设计图纸要求,提高了该类弹性合金波形弹簧的零件合格率及使用寿命。
技术特征:
1.一种3j78弹性合金大尺寸波形弹簧制造方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种3j78弹性合金大尺寸波形弹簧制造方法,其特征在于:步骤3中,冲切后的波形弹簧的外径不大于ф170mm,宽度不应大于3mm。
3.根据权利要求1所述的一种3j78弹性合金大尺寸波形弹簧制造方法,其特征在于:步骤5中所述时效热处理采用阶梯时效,具体为:初始热处理温度为800~850℃±10℃,保温1~1.5h;而后冷却到700~750℃±10℃,保温2~2.5h;最后氩气氛围冷却至室温。
4.根据权利要求1所述的一种3j78弹性合金大尺寸波形弹簧制造方法,其特征在于:步骤6中所述稳定热处理制度为:稳定热处理温度为350℃~450℃,保温1h~3h;而后空冷至室温。
5.根据权利要求1所述的一种3j78弹性合金大尺寸波形弹簧制造方法,其特征在于:步骤6中,每个所述稳定化处理工装可放入1~3个波形弹簧零件。
6.根据权利要求1所述的一种3j78弹性合金大尺寸波形弹簧制造方法,其特征在于:所述真空炉和空气炉的装炉温度都小于等于热处理设定温度。
技术总结
本发明属于航空发动机零部件制造技术领域,一种3J78弹性合金大尺寸波形弹簧制造方法,包括以下步骤:步骤1,剪切下料,形成矩形原材料;步骤2,对矩形原材料进行厚度检测,确保尺寸合格;步骤3,将矩形原材料摆在冲切成型模具上将其冲切成波形弹簧零件;步骤4,去除周边毛刺;步骤5,时效热处理;步骤6,稳定化热处理;步骤7,按照设计图纸要求进行压缩测试、弹力测试及尺寸检验。首先通过冲压成型使波形弹簧零件产生一定的弯曲,再配合使用时效热处理和稳定热处理,使大尺寸波形弹簧在多次按压后的尺寸及弹力仍然满足设计图纸要求,提高了该类弹性合金波形弹簧的零件合格率及使用寿命。
技术研发人员:娄号南,才明月,曹一超,宋金贵,宋玺玉
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!