一种固体氧化物燃料电池电堆塔阳极管路装焊装置的制作方法
本发明涉及固体氧化物燃料电池,具体涉及一种固体氧化物燃料电池电堆塔阳极管路装焊装置。
背景技术:
1、固体氧化物燃料电池(solid oxide fuel cell,简称sofc)是一种高效、清洁、可再生的能源转换发电装置,具有高能量密度、高效率、低排放等优点。
2、sofc系统中电堆塔阳极管路是关键零部件,是燃气进出主要通道,阳极管路的制造精度将会影响到电堆塔组装,进而影响到整个系统的质量。
3、电堆塔阳极管路,是一个组合件,通常由金属法兰、膨胀节、金属陶瓷管、调整环和分配管等焊接而成。传统的电堆塔阳极管路连接是靠工作人员手工装配,工作人员手工装配容易使得各零件的错边量、装配间隙控制不够准确,会导致各个阳极管路焊接后的直线度不满足图纸要求。
技术实现思路
1、本发明的目的是设计一种固体氧化物燃料电池电堆塔阳极管路装焊装置,以解决上述背景技术中提出的技术问题。
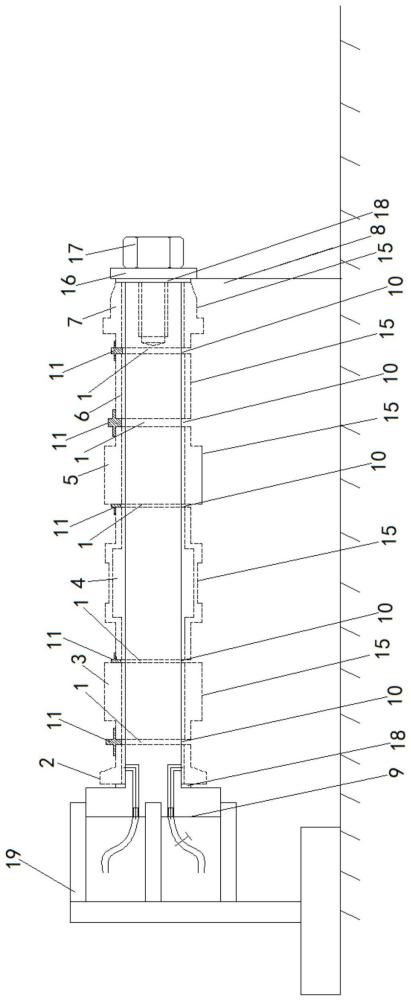
2、为实现上述目的,本发明提供如下技术方案:一种固体氧化物燃料电池电堆塔阳极管路装焊装置,包括焊枪,金属法兰与第一膨胀节之间、第一膨胀节与金属陶瓷管之间、金属陶瓷管与第二膨胀节之间、第二膨胀节与调整环之间、调整环与分配管之间均设有钎缝,还包括定位座和导向杆,所述定位座垂直于所述焊枪安装在地面,所述导向杆设置在所述定位座的顶部,所述金属法兰、所述第一膨胀节、所述金属陶瓷管、所述第二膨胀节、所述调整环和所述分配管分别套设在所述导向杆的外壁,且所述导向杆的外直径与所述金属法兰、所述第一膨胀节、所述金属陶瓷管、所述第二膨胀节、所述调整环和所述分配管的内直径适配,所述定位座的顶部设有用于控制所述钎缝大小的间隙控制凸台。
3、进一步的,每个所述钎缝的位置均至少圆周阵列有两个间隙控制块,所述间隙控制块的底部插入所述钎缝中,且同一个所述钎缝中的所述间隙控制块的底部和所述间隙控制凸台的厚度相同。
4、进一步的,所述间隙控制块包括限位弧板、隔板和把手,所述把手安装在所述限位弧板的顶部,所述隔板位于所述限位弧板的底部。
5、进一步的,所述定位座的顶部分别设有与所述金属法兰、所述第一膨胀节、所述金属陶瓷管、所述第二膨胀节、所述调整环和所述分配管适配的限位槽,且所述金属法兰、所述第一膨胀节、所述金属陶瓷管、所述第二膨胀节、所述调整环和所述分配管均可以在对应的限位槽内转动。
6、进一步的,所述导向杆的端部设有压紧板,所述压紧板通过压紧螺栓固定在所述导向杆上。
7、进一步的,所述导向杆与所述金属法兰之间、所述分配管与所述压紧板之间均设有密封垫。
8、进一步的,所述导向杆连接有变位机,所述变位机可驱动所述导向杆进行转动。
9、进一步的,所述导向杆为空腔结构,所述导向杆上设有进水口和出水口,所述进水口和所述出水口均连接有水管,所述水管连接有水泵。
10、与现有技术相比,本发明的有益效果:本发明包括定位座和导向杆,导向杆的外直径与金属法兰、第一膨胀节、金属陶瓷管、第二膨胀节、调整环和分配管的内直径适配,使得金属法兰、第一膨胀节、金属陶瓷管、第二膨胀节、调整环和分配管可以恰好插入导向杆,在导向杆的作用下,使得金属法兰、第一膨胀节、金属陶瓷管、第二膨胀节、调整环和分配管的焊接部位对齐,因此焊接过程中不容易出现错边量;定位座的顶部设有用于控制钎缝大小的间隙控制凸台,间隙控制凸台的厚度即为钎缝的大小,因此焊接过程中不需要人工控制装配间隙,从而使得焊接后的电堆塔阳极管路直线度满足图纸要求。
技术特征:
1.一种固体氧化物燃料电池电堆塔阳极管路装焊装置,包括焊枪,金属法兰(2)与第一膨胀节(3)之间、第一膨胀节(3)与金属陶瓷管(4)之间、金属陶瓷管(4)与第二膨胀节(5)之间、第二膨胀节(5)与调整环(6)之间、调整环(6)与分配管(7)之间均设有钎缝(1),其特征在于:还包括定位座(8)和导向杆(9),所述定位座(8)垂直于所述焊枪安装在地面,所述导向杆(9)设置在所述定位座(8)的顶部,所述金属法兰(2)、所述第一膨胀节(3)、所述金属陶瓷管(4)、所述第二膨胀节(5)、所述调整环(6)和所述分配管(7)分别套设在所述导向杆(9)的外壁,且所述导向杆(9)的外直径与所述金属法兰(2)、所述第一膨胀节(3)、所述金属陶瓷管(4)、所述第二膨胀节(5)、所述调整环(6)和所述分配管(7)的内直径适配,所述定位座(8)的顶部设有用于控制所述钎缝(1)大小的间隙控制凸台(10)。
2.根据权利要求1所述的固体氧化物燃料电池电堆塔阳极管路装焊装置,其特征在于:每个所述钎缝(1)的位置均至少圆周阵列有两个间隙控制块(11),所述间隙控制块(11)的底部插入所述钎缝(1)中,且同一个所述钎缝(1)中的所述间隙控制块(11)的底部和所述间隙控制凸台(10)的厚度相同。
3.根据权利要求2所述的固体氧化物燃料电池电堆塔阳极管路装焊装置,其特征在于:所述间隙控制块(11)包括限位弧板(12)、隔板(13)和把手(14),所述把手(14)安装在所述限位弧板(12)的顶部,所述隔板(13)位于所述限位弧板(12)的底部。
4.根据权利要求1所述的固体氧化物燃料电池电堆塔阳极管路装焊装置,其特征在于:所述定位座(8)的顶部分别设有与所述金属法兰(2)、所述第一膨胀节(3)、所述金属陶瓷管(4)、所述第二膨胀节(5)、所述调整环(6)和所述分配管(7)适配的限位槽(15),且所述金属法兰(2)、所述第一膨胀节(3)、所述金属陶瓷管(4)、所述第二膨胀节(5)、所述调整环(6)和所述分配管(7)均可以在对应的限位槽(15)内转动。
5.根据权利要求1所述的固体氧化物燃料电池电堆塔阳极管路装焊装置,其特征在于:所述导向杆(9)的端部设有压紧板(16),所述压紧板(16)通过压紧螺栓(17)固定在所述导向杆(9)上。
6.根据权利要求5所述的固体氧化物燃料电池电堆塔阳极管路装焊装置,其特征在于:所述导向杆(9)与所述金属法兰(2)之间、所述分配管(7)与所述压紧板(16)之间均设有密封垫(18)。
7.根据权利要求1所述的固体氧化物燃料电池电堆塔阳极管路装焊装置,其特征在于:所述导向杆(9)连接有变位机(19),所述变位机(19)可驱动所述导向杆(9)进行转动。
8.根据权利要求1所述的固体氧化物燃料电池电堆塔阳极管路装焊装置,其特征在于:所述导向杆(9)为空腔结构,所述导向杆(9)上设有进水口和出水口,所述进水口和所述出水口均连接有水管,所述水管连接有水泵。
技术总结
本发明涉及一种固体氧化物燃料电池电堆塔阳极管路装焊装置,包括定位座和导向杆,导向杆的外直径与金属法兰、第一膨胀节、金属陶瓷管、第二膨胀节、调整环和分配管的内直径适配,使得金属法兰、第一膨胀节、金属陶瓷管、第二膨胀节、调整环和分配管可以恰好插入导向杆,在导向杆的作用下,使得金属法兰、第一膨胀节、金属陶瓷管、第二膨胀节、调整环和分配管的焊接部位对齐,因此焊接过程中不容易出现错边量;定位座的顶部设有用于控制钎缝大小的间隙控制凸台,间隙控制凸台的厚度即为钎缝的大小,因此焊接过程中不需要人工控制装配间隙,从而使得焊接后的电堆塔阳极管路长度满足图纸要求。
技术研发人员:郑明仁,伍龙燕,陈锦芳,林梓荣
受保护的技术使用者:广东佛燃科技有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!