零件穿针装配机构的制作方法
本申请涉及零件加工的,尤其涉及零件穿针装配机构。
背景技术:
1、目前市面上对需要穿针加工的零件加工流程多为人工操作,需要对导针进行放卷拉直、穿针、切断以及整形的工作流程,由于人工在进行穿针时易有差异,存在效率低,良品率低的缺陷,且劳动成本高,且目前市面应用的穿针机构无法对导针进行放卷拉直,自动化程度低,效率差。
2、针对上述中的相关技术,发明人认为存在有效率低、良品率低的缺陷。
技术实现思路
1、本申请提供一种零件穿针装配机构,以解决传统对零件进行穿针加工时效率差的缺陷。
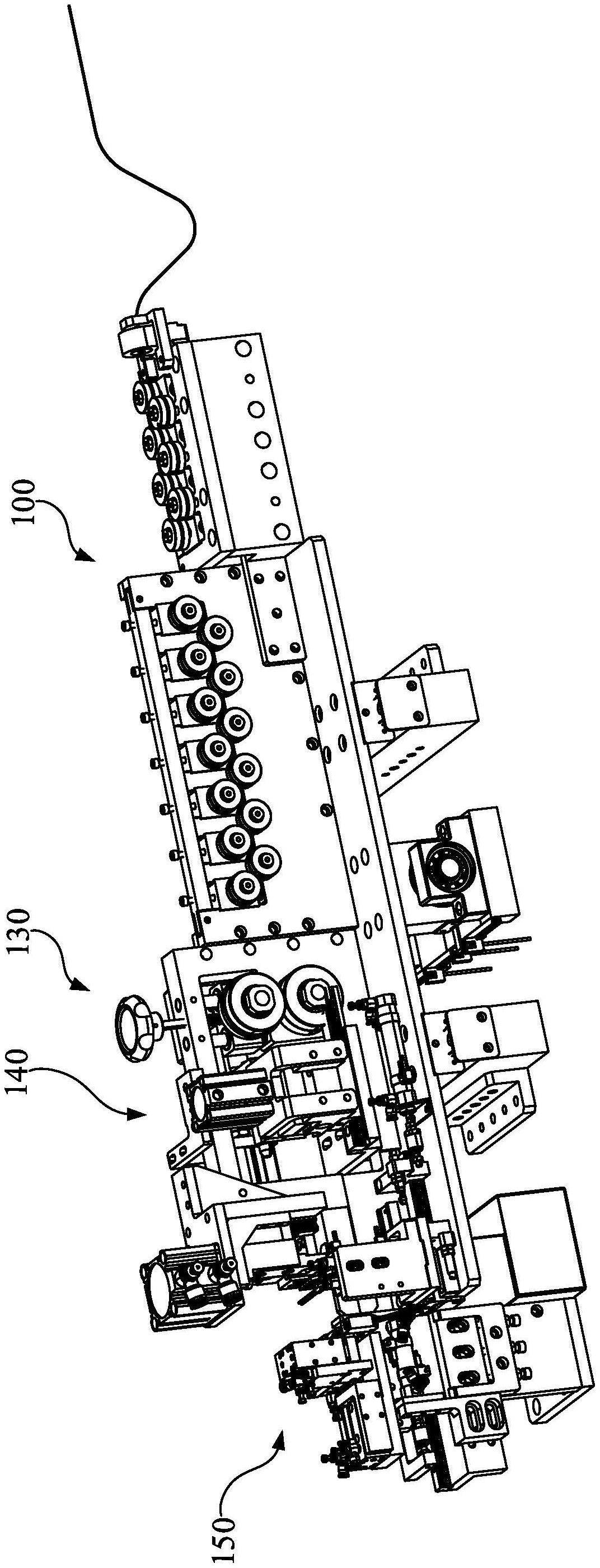
2、为解决上述技术问题,本申请采用的一个技术方案是:提供一种零件穿针装配机构,所述零件穿针装配机构用于对待加工的零件插入并装配导针,所述待加工的零件上有多个排列的穿针孔和针槽,所述零件穿针装配机构包括:
3、定位模块,包括定位针和定位夹,所述定位夹用于在所述待加工的零件的第一方向定位,所述定位针用于在所述待加工的零件的第二方向进行定位,所述第二方向水平垂直于所述第一方向;
4、拉直模块,包括第一导向轮、第二导向轮、拉线块,所述第一导向轮与所述第二导向轮用于配合工作对所述导针进行放卷传输,所述拉线块上有拉线孔,用于将放卷的所述导针拉直,所述导针穿过所述拉线孔后被所述第一导向轮、所述第二导向轮配合夹紧传输;
5、穿针模块,包括夹取组件,夹取所述导针并插入所述待加工的零件中。
6、优选的,所述拉直模块还包括:
7、第一装配板,所述拉线块装配于所述第一装配板的第一端,所述第一装配板上设置有第一滑槽,所述第一导向轮装配于所述第一装配板;
8、第一滑块,滑动装配于所述第一滑槽,所述第二导向轮装配于所述第一滑块,所述第一滑块与所述第一滑槽之间设置有第一抵接弹簧;
9、第一调节螺栓,设置于所述第一装配板靠近所述第一滑槽一侧并抵接所述第一滑块。
10、优选的,所述拉直模块还包括:
11、第二装配板,与所述第一装配板相对垂直设置,所述第二装配板上设置有第二滑槽,所述第二装配板上设置有第三导向轮;
12、第二滑块,滑动装配于所述第二滑槽,所述第二滑块上设置有第四导向轮,所述第二滑块与所述第二滑槽之间设置有第二抵接弹簧;
13、第二调节螺栓,设置于所述第二装配板靠近所述第二滑槽一侧并抵接所述第二滑块。
14、优选的,所述零件穿针装配机构还包括传输模块,所述传输模块还包括:
15、支架板,所述支架板包括贯通且互相连接的第一方槽、第二方槽,所述支架板的第一表面设置有第一传输轮,所述第一传输轮位于所述第二方槽下方;
16、第三滑块,滑动装配于所述第二方槽内,所述第三滑块上设置有第二传输轮,所述第三滑块下方设置有第三抵接弹簧;
17、调节轮,螺纹装配于所述第二方槽上方,用于调节所述第三滑块。
18、优选的,所述夹取组件包括:
19、第一滑轨,连接于所述第一方槽底部;
20、第四滑块,滑动连接于所述第一滑轨,所述第四滑块上设置有夹取底座,所述夹取底座内设置有锯齿板,用于增大夹取导针时的摩擦力;
21、第一气缸,装配于所述支架板的第二表面,所述第一气缸连接有连接块,所述连接块与所述夹取底座固定连接,所述第一气缸驱动所述夹取底座滑动;
22、支撑座,安装于所述夹取底座一侧,所述支撑座上装配有第二气缸,所述第二气缸的输出端连接有夹取顶盖,用于配合所述夹取底座工作夹取所述导针并通过所述第四滑块滑动运输。
23、优选的,所述定位模块还包括:
24、装配架,连接于所述支架板的第一表面;
25、第三气缸,连接于所述装配架上,所述第三气缸的输出端连接有定位块,所述定位块上设置有第一定位孔,所述第一定位孔用于定位所述导针的插入位置。
26、优选的,所述定位模块还包括:
27、支撑架,用于装配所述定位模块;
28、定位底座,用于嵌合装配所述待加工的零件,所述定位底座上设置有对应所述穿针孔的第二定位孔,所述第二定位孔内侧设置有延伸出的导向柱,所述导向柱抵接在所述待加工的零件一侧,用于辅助所述导针穿入所述穿针孔;
29、第二滑轨,安装于所述支撑架上,所述第二滑轨上滑动连接有所述定位针,所述定位针滑动穿过所述定位底座并插入所述穿针孔内,所述定位夹在相对垂直于所述定位针的方向滑动,并抵接在所述待加工的零件上,所述定位针与所述定位夹配合进行定位工作。
30、优选的,所述零件穿针装配机构包括剪切模块,所述剪切模块包括:
31、第三滑轨,所述第三滑轨上装配有剪切支架;
32、第四气缸,装配于所述剪切支架上,所述第四气缸上设置有剪钳,所述第四气缸用于驱动所述剪钳进行剪切动作;
33、其中,所述剪切模块位于所述定位模块与所述夹取组件之间,用于在进行一次穿针工作后剪断所述导针。
34、优选的,所述零件穿针装配机构还包括:
35、基板,所述基板上装配有所述拉直模块,所述穿针模块,所述传输模块;
36、基座,设置于所述基板下方,所述基板滑动装配在所述基座上;
37、驱动电机,用于提供动力驱动所述基板在所述基座上滑动;
38、其中,所述基座的滑动方向相对在水平方向上垂直于所述导针的传输方向,用于在完成一次穿针工作后移动基板,使夹取组件对下一所述穿针孔进行穿针工作。
39、优选的,所述零件穿针装配机构包括整形模块,所述整形模块包括整形板,用于在穿针工作完成后推压所述导针,使所述导针紧贴在所述待加工的零件的侧壁上,所述整形版上设置有对应所述针槽的推压条,用于将所述导针推压进所述针槽。
40、本申请的有益效果是:通过拉直模块、传输模块、穿针模块、定位模块配合工作,将导针放卷并拉直,再传输至穿针模块处通过定位模块的辅助将导针插入至待加工的零件内,最后由整形模块将导针整理贴合待加工的零件,自动化程度高,提高了对待加工的零件的加工效率。
技术特征:
1.一种零件穿针装配机构,其特征在于,所述零件穿针装配机构用于对待加工的零件插入并装配导针,所述待加工的零件上有多个穿针孔(10)和设置与两侧壁的针槽(20),所述零件穿针装配机构包括:
2.根据权利要求1所述的零件穿针装配机构,其特征在于,所述拉直模块(100)还包括:
3.根据权利要求2所述的零件穿针装配机构,其特征在于,所述拉直模块(100)还包括:
4.根据权利要求1所述的零件穿针装配机构,其特征在于,所述零件穿针装配机构还包括传输模块(130),所述传输模块(130)还包括:
5.根据权利要求4所述的零件穿针装配机构,其特征在于,所述夹取组件(140)包括:
6.根据权利要求4所述的零件穿针装配机构,其特征在于,所述定位模块(150)还包括:
7.根据权利要求1所述的零件穿针装配机构,其特征在于,所述定位模块(150)还包括:
8.根据权利要求7所述的零件穿针装配机构,其特征在于,所述零件穿针装配机构包括剪切模块(170),所述剪切模块(170)包括:
9.根据权利要求4所述的零件穿针装配机构,其特征在于,所述零件穿针装配机构还包括:
10.根据权利要求7所述的零件穿针装配机构,其特征在于,所述零件穿针装配机构包括整形模块,所述整形模块包括整形板(190),用于在穿针工作完成后推压所述导针,使所述导针紧贴在所述待加工的零件的侧壁上,所述整形版上设置有对应所述针槽(20)的推压条(191),用于将所述导针推压进所述针槽(20)。
技术总结
本申请涉及一种零件穿针装配机构,零件穿针装配机构用于对待加工的零件插入并装配导针,待加工的零件上有多个穿针孔和设置与两侧壁的针槽,零件穿针装配机构包括定位模块、拉直模块、穿针模块,定位模块包括定位针和定位夹,定位夹用于在待加工的零件的第一方向定位,定位针用于在待加工的零件的第二方向进行定位,第二方向水平垂直于第一方向,拉直模块包括第一导向轮、第二导向轮、拉线块,第一导向轮与第二导向轮用于配合工作对导针进行放卷传输,拉线块上有拉线孔,用于将放卷的导针拉直,导针穿过拉线孔后被第一导向轮、第二导向轮配合夹紧传输,穿针模块包括夹取组件,夹取导针并插入待加工的零件中。
技术研发人员:吴春平,刘连娣,黄进,刘镇华
受保护的技术使用者:深圳市迪尔泰科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!