一种火焰切割机切割控制系统及方法与流程
本技术涉及切割加工的,尤其是涉及一种火焰切割机切割控制系统及方法。
背景技术:
1、相关技术中,公开号为cn107329439a,公开日为2017-11-07的专利公开了一种异形火焰切割机的移动工作台的控制系统,包括控制器、电源、控制按钮、驱动模块和驱动电机;所述电源分别与控制器和驱动模块电连接,用于提供控制器和驱动模块所需的电能;所述控制器通过驱动模块与驱动电机电连接,用于控制、驱动驱动电机的转动状态,从而调节工作台的位置,所述控制按钮与控制器电连接,用于输入调节工作台位置的指令。
2、在使用上述方案对板坯进行切割时,由于只需要对板坯完成切割即可,因此在切割时,有可能在板坯中部进行切割,也有可能在其它地方切割,切割位置并不能确定,导致板坯的面积利用率往往不高。
技术实现思路
1、为了提高板坯面积利用率,本技术提供一种火焰切割机切割控制系统及方法。
2、第一方面,本技术提供的一种火焰切割机切割控制系统,采用如下技术方案:
3、一种火焰切割机切割控制系统,包括:
4、数据获取模块,用于获取板坯的原始数据和切割数据;
5、模型构建模块,用于预先构建虚拟切割模型;
6、模拟切割模块,基于所述原始数据、所述切割数据和所述虚拟切割模型,控制虚拟切割头进行不同切割方式的模拟切割;
7、切割方式确定模块,用于在多次模拟切割中确定最佳的模拟切割方式,最佳的模拟切割方式指的是剩余面积最大且最完整的切割方式;
8、控制模块,用于控制切割头按照最佳模拟切割方式对板坯进行实际切割。
9、通过采用上述技术方案,在进行切割前,数据获取模块获取板坯的原始数据和待切割的切割数据,而后模拟切割模块基于原始数据、切割数据和虚拟切割模型,控制虚拟切割头进行多次模拟切割,从而切割方式确定模块可以在多次模拟切割中,确定最佳的模拟切割方式,而后控制模块控制切割头按照最佳模拟切割方式对板坯进行实际切割;由于剩余面积大且完整,因此板坯的空间利用率比较高。
10、可选的,所述控制系统还包括:
11、判断模块,用于在控制切割头按照最佳模拟切割方式对板坯进行实际切割的之前判断虚拟板坯是否发生移动;
12、转动组件,用于在虚拟板坯发生移动后,驱动实际板坯同步移动。
13、通过采用上述技术方案,在虚拟板坯发生移动后,转动组件驱动实际板坯同步移动,从而使得实际切割与虚拟切割适配,避免实际切割发生误差。
14、可选的,所述控制系统还包括:
15、图像获取模块,用于获取板坯切割边缘的图像信息;
16、图像识别模块,用于识别所述图像信息中的挂渣;
17、清理组件,用于在板坯存在挂渣时,对板坯表面进行清理。
18、通过采用上述技术方案,在板坯切割边缘存在挂渣时,清理组件可以及时对板坯表面进行清理,从而避免后续切割件存在较多的毛边。
19、可选的,所述控制系统还包括:
20、摄像头,用于采集切割边缘的图像信息;
21、位置获取模块,用于确定切割边缘的位置信息和所述摄像头的当前位置信息;
22、驱动组件,基于所述位置信息和所述当前位置信息,驱动所述摄像头移动至切割边缘。
23、通过采用上述技术方案,可以较为清楚的识别切割边缘是否存在挂渣。
24、第二方面,本技术提供了一种火焰切割机切割控制方法,采用如下技术方案:
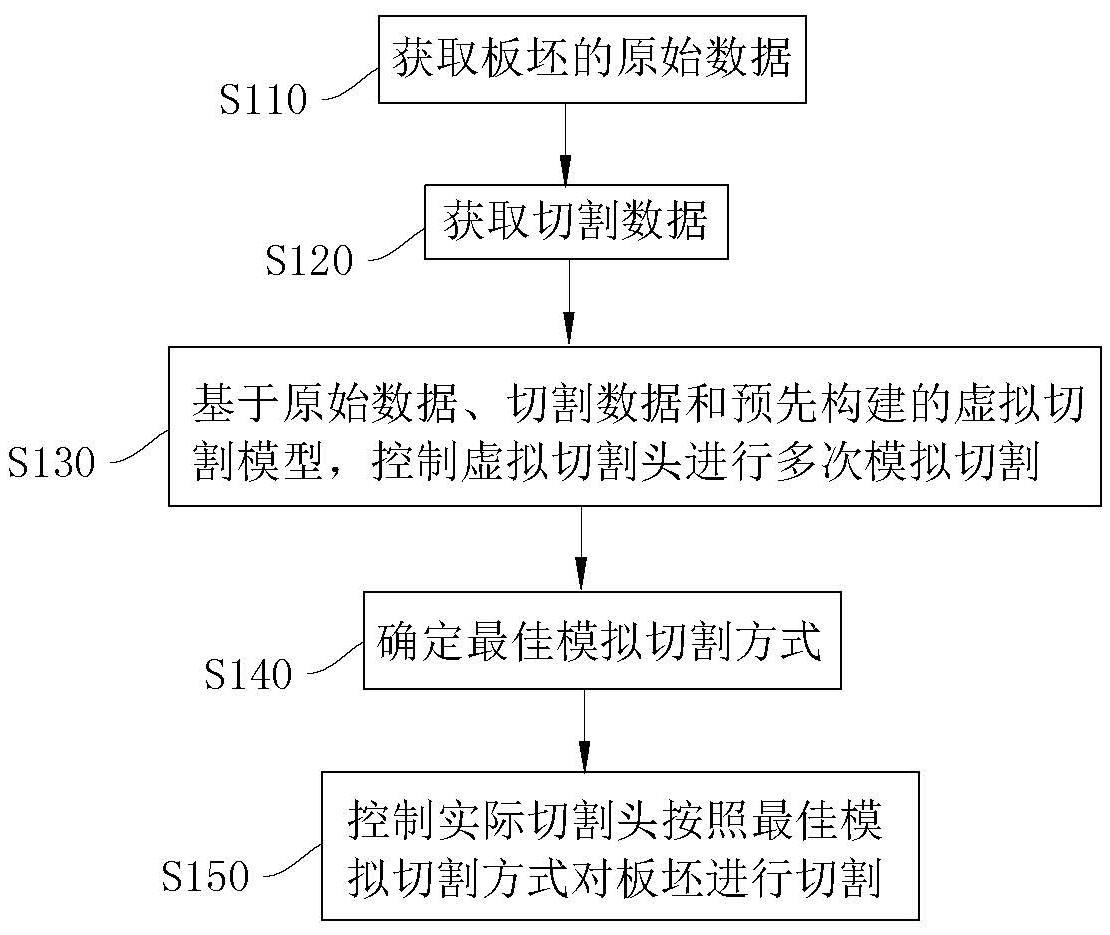
25、一种火焰切割机切割控制方法,包括:
26、获取板坯的原始数据;
27、获取切割数据;
28、基于所述原始数据、所述切割数据和预先构建的虚拟切割模型,控制虚拟切割头进行不同切割方式的模拟切割;
29、确定择最佳模拟切割方式;
30、控制实际切割头按照最佳模拟切割方式对板坯进行切割。
31、通过采用上述技术方案,在进行切割前,获取板坯的原始数据和待切割的切割数据,而后基于原始数据、切割数据和虚拟切割模型,控制虚拟切割头进行多次模拟切割,在多次模拟切割中,确定最佳的模拟切割方式,而后控制切割头按照最佳模拟切割方式对板坯进行实际切割;由于剩余面积大且完整,因此板坯的空间利用率比较高。
32、可选的,所述控制切割头按照最佳模拟切割方式对板坯进行实际切割的之前包括:
33、判断虚拟板坯是否发生移动;
34、若是,则控制实际板坯同步移动;
35、移动后,控制实际切割头对板坯进行切割;
36、若否,则直接控制实际切割头对板坯进行切割。
37、通过采用上述技术方案,在虚拟板坯发生移动后,驱动实际板坯同步移动,从而使得实际切割与虚拟切割适配,避免实际切割发生误差。
38、可选的,在控制切割头对板坯进行切割后,所述控制方法还包括:
39、判断板坯剩余面积是否大于面积阈值;
40、若是,则获取下一个预切割面积;
41、若否,则移除板坯;
42、判断所述预切割面积是否在板坯剩余面积之内;
43、若是,则控制切割头切割;
44、若否,则控制工作台储存板坯。
45、通过采用上述技术方案,若是板坯剩余面积大于面积阈值,则即使下一切割面积不在板坯剩余面积之内,即大于板坯剩余面积,则依然可以将该板坯进行储存,从而可以应用于后续符合要求的切割,避免板坯浪费。
46、可选的,所述控制方法还包括:
47、在控制实际切割头进行切割时,控制实际切割头从板坯边缘进行切割。
48、通过采用上述技术方案,进一步提高板坯面积利用率,使得板坯剩余面积尽可能保持整体。
49、可选的,所述控制方法还包括:
50、获取板坯切割边缘的图像信息;
51、识别所述图像信息是否存在大量的挂渣;
52、若是,则控制工作台对板坯表面清理。
53、通过采用上述技术方案,在板坯切割边缘存在挂渣时,可以及时对板坯表面进行清理,从而避免后续切割件存在较多的毛边。
54、可选的,所述获取板坯切割边缘的图像信息的具体步骤包括:
55、确定切割边缘的位置信息;
56、获取摄像头的当前位置信息;
57、基于所述位置信息和所述当前位置信息,控制摄像头移动至切割边缘。
58、通过采用上述技术方案,可以较为清楚的识别切割边缘是否存在挂渣。
59、综上所述,本技术存在至少以下有益效果:
60、1、设置数据获取模块、模型构建模块、模拟切割模块、切割方式确定模块和控制模块的目的是,模拟切割模块基于原始数据、切割数据和虚拟切割模型,控制虚拟切割头进行多次模拟切割,切割方式确定模块可以在多次模拟切割中,确定最佳的模拟切割方式,从而使得控制模块控制切割头按照最佳模拟切割方式对板坯进行实际切割;由于剩余面积大且完整,因此板坯的空间利用率比较高。
61、 2、设置判断模块和转动组件的目的是,在虚拟板坯发生移动后,转动组件驱动实际板坯同步移动,从而使得实际切割与虚拟切割适配,避免实际切割发生误差。
62、 3、设置图像获取模块、图像识别模块和清理组件的目的是,在板坯切割边缘存在挂渣时,清理组件可以及时对板坯表面进行清理,从而避免后续切割件存在较多的毛边。
- 还没有人留言评论。精彩留言会获得点赞!