一种镗孔设备及镗孔方法与流程
本发明涉及孔加工的,特别是涉及一种镗孔设备及镗孔方法。
背景技术:
1、镗孔作为常见的孔加工方式之一,通常用于对锻出、铸出或钻出孔进一步加工,以获得高精度且表面粗糙度较小的装配孔。
2、镗孔包括通常包括有粗镗、扩孔、切槽、精镗等工序,现有加工过程中,各工序之间切换通常先将工件拆下,再安装在对应的设备上进行加工。即现有的镗孔设备无法满足粗镗、扩孔、切槽、精镗等工序在同一设备完成,加工时需要对工件进行拆装,并装在不同的设备上进行加工。
3、一方面,由于不同设备定位标准(如定位坐标系)不同,进而无法使所有加工工序的控制过程(如进给量、刀具切削距离等)在同一定位标准下进行,从而有一定概率导致影响孔加工的精准度;另一方面,由于不同工序旋转轴不同,每次工序切换拆装工件后,都需要对旋转轴进行校准,影响加工效率,且会有一定概率降低孔加工的精准度。
技术实现思路
1、本发明要解决的技术问题在于克服现有技术中的缺陷,从而提供一种镗孔方法及镗孔设备。
2、为实现上述目的,本发明采用了如下技术方案:
3、一种镗孔设备,包括:至少一个第一加工装置;
4、所述第一加工装置包括刀柄、粗镗刀、开槽刀和驱动所述刀柄旋转的第一旋转组件;
5、所述粗镗刀和所述开槽刀均固设于所述刀柄上,以使所述第一加工装置具有在同一工位上对工件的轴承孔或卡簧槽进行加工的工作状态。
6、优选地,还包括至少一个第二加工装置装置和滑台装置;
7、所述滑台装置具有固定工件,并驱动所述工件的所述轴承孔的中心轴线与所述第一加工装置或所述第二加工装置的旋转中心轴线重合的滑移状态。
8、优选地,还包括第一伺服电机装置、第二伺服电机装置和第三伺服电机装置;
9、所述第一伺服电机装置与所述第一加工装置相连,以驱动所述第一加工装置沿所述轴承孔的中心轴线方向进给或回退;
10、所述第二伺服电机装置与所述第二加工装置相连,以驱动所述第二加工装置沿所述轴承孔的中心轴线方向进给或回退;
11、所述第三伺服电机装置与所述滑台装置相连,以驱动所述工件滑移至所述轴承孔的中心轴线与所述第一加工装置的旋转中心轴线或所述第二加工装置的旋转中心轴线重合。
12、优选地,还包第四伺服电机装置;
13、所述第四伺服电机装置的固定部相对于所述第一旋转组件的固定部固定,且所述第四伺服电机装置的运动部与所述刀柄相连,以驱动所述粗镗刀对准所述轴承孔或驱动所述开槽刀对准所述卡簧槽。
14、优选地,所述第一加工装置设置有两个,且呈对称分布于所述滑台装置两侧;
15、所述第二加工装置设置有两个,且呈对称分布于所述滑台装置两侧。
16、优选地,所述滑台装置包括对所述工件的下部进行定位夹紧的定位同步夹具,以及对所述工件的上部进行限位压紧的上压紧夹具。
17、优选地,所述开槽刀具有对所述轴承孔一端进行扩孔以形成端面槽的工作状态。
18、一种基于上述镗孔设备的镗孔方法,包括:
19、在同一工位上,对工件的轴承孔或卡簧槽进行加工。
20、优选地,还包括:
21、利用滑台装置固定工件,并驱动所述工件的轴承孔的中心轴线与第一加工装置或第二加工装置的旋转中心轴线重合。
22、优选地,还包括利用开槽刀对所述轴承孔一端进行扩孔,以形成端面槽。
23、相比现有技术,本发明的有益效果在于:
24、上述技术方案中所提供的一种镗孔方法及镗孔设备,能够利用第一加工装置在同一工位上实现对轴承孔和卡簧槽的加工,进而能够保证轴承孔和卡簧槽的旋转中心一致,能够保证轴承孔和卡簧槽的同轴度,使得加工误差更小,以较好地纠正现有技术中轴承孔和卡簧槽在不同设备上进行容易导致轴承孔与卡簧槽轴线的偏斜。
技术特征:
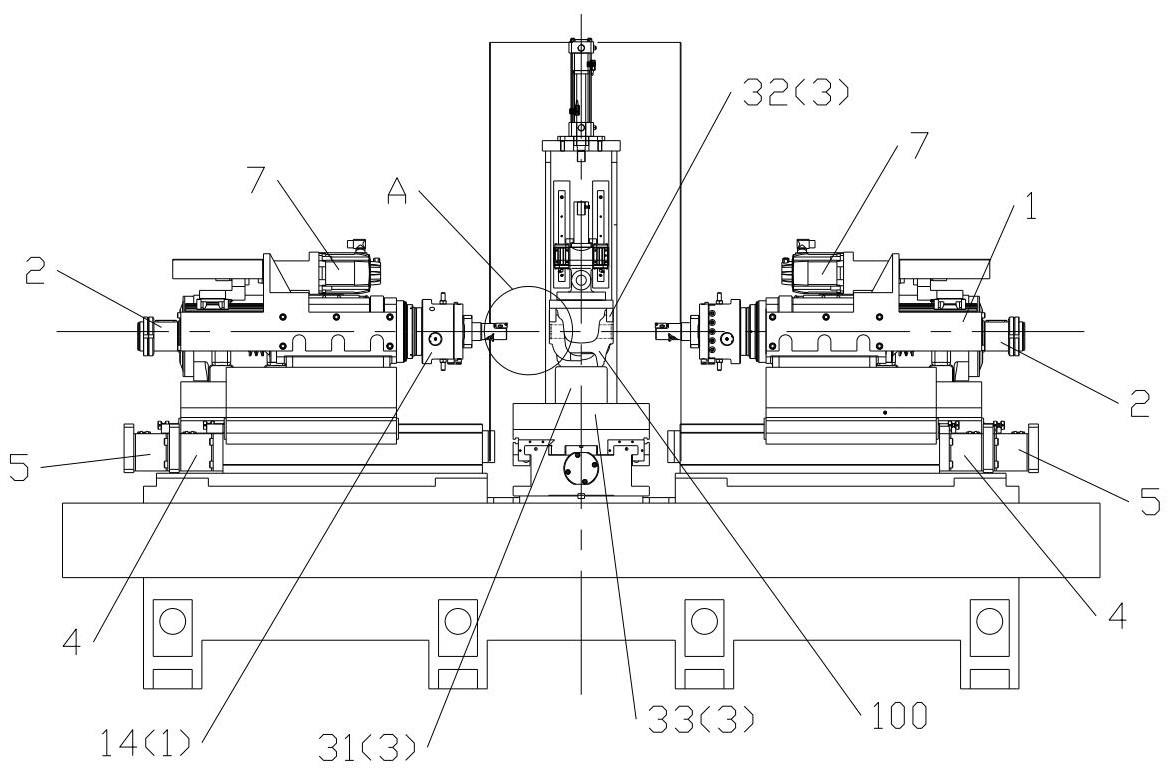
1.一种镗孔设备,其特征在于,包括:至少一个第一加工装置(1);
2.根据权利要求1所述的一种镗孔设备,其特征在于,还包括至少一个第二加工装置装置(2)和滑台装置(3);
3.根据权利要求2所述的一种镗孔设备,其特征在于,还包括第一伺服电机装置(4)、第二伺服电机装置(5)和第三伺服电机装置(6);
4.根据权利要求1所述的一种镗孔设备,其特征在于,还包第四伺服电机装置(7);
5.根据权利要求2所述的一种镗孔设备,其特征在于,所述第一加工装置(1)设置有两个,且呈对称分布于所述滑台装置(3)两侧;
6.根据权利要求2所述的一种镗孔设备,其特征在于,所述滑台装置(3)包括对所述工件(100)的下部进行定位夹紧的定位同步夹具(31),以及对所述工件(100)的上部进行限位压紧的上压紧夹具(32)。
7.根据权利要求1所述的一种镗孔设备,其特征在于,所述开槽刀(13)具有对所述轴承孔(101)一端进行扩孔以形成端面槽(103)的工作状态。
8.一种基于上述权利要求1~7任意一项所述的镗孔设备的镗孔方法,其特征在于,包括:
9.根据权利要求8所述的一种镗孔方法,其特征在于,还包括:
10.根据权利要求8所述的一种镗孔方法,其特征在于,还包括利用开槽刀(13)对所述轴承孔(101)一端进行扩孔,以形成端面槽(103)。
技术总结
本发明公开一种镗孔设备,包括:至少一个第一加工装置;所述第一加工装置包括刀柄、粗镗刀、开槽刀和驱动所述刀柄旋转的第一旋转组件;所述粗镗刀和所述开槽刀均固设于所述刀柄上,以使所述第一加工装置具有在同一工位上对工件的轴承孔或卡簧槽进行加工的工作状态,具有能够保证轴承孔和卡簧槽的旋转中心一致,进而能够保证轴承孔和卡簧槽的同轴度,使得加工误差更小,以较好地纠正现有技术中轴承孔和卡簧槽在不同设备上进行容易导致轴承孔与卡簧槽轴线的偏斜的优点。
技术研发人员:李冬,涂汉勇,余开源,杨正茂,程阳,袁鑫凯
受保护的技术使用者:万向钱潮股份公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!