准原位监控两相钛合金轧制时组织演变的方法与流程
本发明属于钛合金加工,特别涉及一种准原位监控两相钛合金轧制时组织演变的方法。
背景技术:
1、随着世界能源危机的加剧,开发与应用海洋资源已成为21世纪的发展主题,而钛合金凭借其优良的耐腐蚀性能,在众多合金中脱颖而出,被誉为“海洋金属”。使得钛合金的需求量进一步增加。与钢、铝等合金相比,钛及钛合金具有比强高、耐海洋大气及海水腐蚀、无毒/磁性等特点,已受到相关工作者的重点关注。
2、然而,由于传统工艺所加工的钛合金产品造价高昂,限制了钛合金的应用范围。在钛工作者的努力下,使用电子束(eb)熔炼技术,能实现耐高温的高/低密度杂质的去除及钛合金返回料的回收、利用等。eb熔炼技术所生产的钛合金扁锭能实现“钢—钛共线”式的免锻直轧的高效率短流程加工工艺,该工艺的实施极大地缩短了加工流程,大幅度降低了加工成本。但是“以轧代锻”工艺所生产的钛合金板材性能虽符合相关标准,但组织等控制仍不稳定。
3、原位表征技术是一种能实时、直观且动态地反映物质反应过程的分析技术。一般情况下,该技术的实现需要借助某些特定的装置,如原位x射线衍射、原位sem/ebsd拉伸平台等。钛合金轧制过程受力十分复杂,实现钛合金原位过程极其困难。
4、因此,需要一种简单直观容易实现的监控两相钛合金在实际轧制时组织演变,明确钛合金轧制时直观地组织演变规律的方法。
技术实现思路
1、针对现有技术的不足,本发明提供了一种准原位监控两相钛合金轧制时组织演变的方法,该方法可直观地确定钛合金轧制时的宏/微观组织演变规律,获得所需钛合金板材微观组织,制定合理且有效地eb态钛合金“以轧代锻”工艺,使生产效率显著增加,从而进一步扩宽钛合金的加工及应用潜力,丰富钛合金的应用场合。
2、本发明提供一种准原位监控两相钛合金轧制时组织演变的方法,步骤如下:
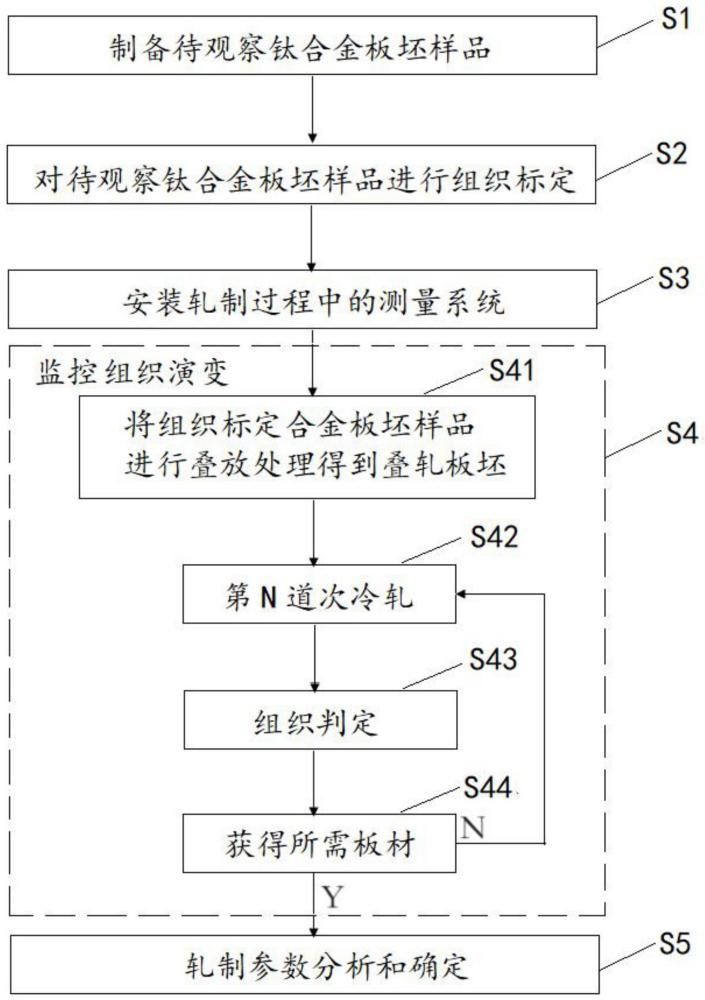
3、s1、制备待观察钛合金板坯样品;
4、使用钛合金eb锭样品进行热轧制和退火处理得到待观察钛合金板坯样品;
5、s2、对待观察钛合金板坯样品进行组织标定,具体包括以下步骤:
6、s21、抛光;
7、选取两块待观察钛合金板坯样品,对要观察的表面均采用机械化学法进行抛光处理,抛光后使所观察的每个面达到镜面程度;
8、s22、微区选定;
9、为借助微区聚集效应,对所选取的两块待观察钛合金板坯样品进行维氏硬度的打点选区,所选区域位于板坯的rd×td面及rd×nd面,rd为轧制方向,td为宽度方向,nd方向为贯穿样品上下表面的高度方向;
10、s23、组织标定;
11、采用擦拭法腐蚀步骤s22中待观察钛合金板坯样品上选定的微区,得到组织标定钛合金板坯样品,随后采用激光共聚焦显微镜的超景深模块观察所选定微区的宏、微观组织,并使用激光共聚焦显微镜的自动拼图模块获得选定微区的宏、微观组织拼接大图;
12、s3、安装轧制过程中的测量系统;
13、测量系统采用非接触式数字散斑全场应变测量系统,在冷轧的轧机一侧安装非接触式数字散斑全场应变测量系统,光源照射中心及高速相机镜头中心均对准板坯rd×nd面所标定区域的中心,使得非接触式数字散斑全场应变测量系统能实时获得轧制时板坯厚度方向的坐标、位移场及应变场,同时可以获得板坯rd×nd面所标定区域上、中及下部位的场域变化;
14、s4、监控组织标定合金板坯样品的组织演变;
15、s41、将组织标定合金板坯样品进行叠放处理得到叠轧板坯;
16、首先将两块组织标定合金板坯样品沿rd方向叠放,且贴合面为已组织标定的rd×td面,组织标定时不能不超过rd×td面的中位线,且叠放时以中位线为界,组织标定错位摆放,将叠放后的两块板坯四个角采用点焊法固定,点焊后把厚度加倍的板坯四个棱边周围重新打磨得到叠轧板坯;
17、s42、第n道次冷轧;
18、然后,将叠轧板坯在二辊冷轧机上进行第n道次冷轧,每道次冷轧变形量超过3%且低于10%,其中n为正整数,取值从1开始,每冷轧一个道次,n就增加1;
19、s43、组织判定;
20、将步骤s42中第n道次冷轧后的叠轧板坯样品分开,又成为两块组织标定合金板坯样品,随后在激光共聚焦显微镜的超景深模块观察步骤s23所标定微区的宏、微观组织,同时使用自动拼图功能获取该微区的拼接大图;
21、s44、获得所需板材;
22、重复步骤s41-s43的操作进行下一次叠轧,直至获得所需宏、微观组织的板材为止;
23、s5、轧制参数分析和确定;
24、根据步骤s4实现冷轧过程中待观察钛合金板坯样品轧面和侧面的微区的宏、微观组织的实时监控;再结合非接触式数字散斑全场应变测量系统所获得的数据,实现轧制过程中对钛合金组织的监控和分析,并根据监控和分析结果确定获得所需板材的冷轧道次次数或变形量。
25、优选的,所述s1包括以下步骤:
26、s11、钛合金eb锭样品制备;
27、首先,基于金相法确定商业级钛合金eb锭的相变点tβ,然后,采用线切割从钛合金eb扁锭上切取用于热轧制的钛合金eb锭样品若干块;最后,将钛合金eb锭样品各个表面均打磨至光亮,同时进行倒角处理;
28、s12、对钛合金eb锭样品进行热轧制;
29、对钛合金eb锭样品进行热轧制得到热轧板;
30、s13、退火处理;
31、采用完全退火处理,退火工艺为700~850℃,保温15~120min,保温完成后,热轧板出炉空冷;
32、s14、对退火后的热轧板进行分割得到待观察钛合金板坯;
33、退火后的热轧板在线切割上分割为大小相同的若干块,且长×宽≤30mm×10mm,随后在铣床上将各个表面铣至平整,得到钛合金板坯样品;钛合金板坯样品厚度不高于2mm,但要超过1.5mm。
34、优选的,所述s12具体实现为:
35、热轧制在二辊可逆热轧机上进行,且轧辊可调转速,其范围介于0~80r/min;钛合金eb锭样品在轧制过程中保温温度不超过相变点tβ,且在tβ-50℃以上,保温时间超过30min且低于90min,样品出炉转运时在其表面均匀包裹厚度3~5mm的隔热棉;
36、轧制过程中经单火多道次轧制后使总变形量不低于80%,且每道次轧制变形量小等于30%,热轧板最终厚度高于2mm。轧制完成后热轧板空冷。
37、优选的,所述步骤s22还包括:
38、所选区域td方向宽不低于5mm,rd方向的长不超过2mm,维氏硬度打点时所用载荷不低于100n,且打点间隔不低于50μm,从而实现宏观观察到板坯的标定区域。
39、优选的,所述步骤s23中的擦拭法具体为:
40、擦拭法中采用腐蚀试剂用于组织标定,擦拭法具体操作步骤为:使用镊子夹住一团脱脂棉,而后浸入腐蚀试剂中,将脱脂棉完全浸湿后,在板坯所选定的微区表面上擦拭10s以上或擦拭次数超过20次,使所选微区面产生腐蚀效果。
41、优选的,所述步骤s42中,若每道次冷轧变形量均为5%,则针对不同类型钛合金,n的取值范围如下:
42、针对a系列:ta10钛合金n≤13,ta15钛合金n≤8,ta18钛合金n≤12,ta22钛合金n≤10;
43、针对b系列:tb2钛合金n≤12,tb5钛合金n≤15,tb8钛合金n≤14,ti-1300钛合金n≤7;
44、针对c系列:tc1钛合金n≤9,tc2钛合金n≤10,tc4钛合金n≤6,tc6钛合金n≤6,tc16钛合金n≤16。
45、优选的,步骤s44中还包括:
46、若中间某道次冷轧后,所选定微区的组织无法标定,则需要先在原始的微区位置重复步骤s22、s23后,才能再继续执行s41-s43。
47、与现有技术相比,本发明具有以下有益效果:
48、1、本发明将准原位技术和微坑聚集效应相结合应用在钛合金上,并利用激光共聚焦显微镜就能够实现比较直观地动态监控两相钛合金冷轧时宏/微观组织演变特征,同时可明确板坯轧面中间与边部的组织差异性。本发明操作步骤简单明确,易于实现,不需要借助某些较精密的特定装置,如原位x射线衍射、原位sem/ebsd拉伸平台等即可实现。
49、2、本发明所使用的数字散斑全场应变测量系统,还能较为清晰地明确钛合金轧制时侧面上、中及下部位的场域变化特征,结合微坑聚集效应,确定侧面不同部位的组织演变规律,从而达到实现轧制侧面原位监控的效果。
50、3、本发明为获得所需钛合金板材微观组织、优化出适用于eb态两相钛合金加工工艺参数、为降低该类钛合金加工难度提供支撑及依据,从而进一步扩宽钛合金的加工及应用潜力,丰富钛合金的应用场合。
- 还没有人留言评论。精彩留言会获得点赞!