一种多工位汽车引擎盖焊接工作站的制作方法
本发明属于汽车焊接,涉及一种汽车引擎盖焊接工作站,特别是一种多工位汽车引擎盖焊接工作站。
背景技术:
1、汽车目前已经成为主要的交通运输工具,汽车的引擎盖一般都是采用橡胶发泡棉和铝箔材料进行制造,大多数的人都认为汽车引擎盖的作用就是为了保护内部的发动机和内部的管线配件,除了这个作用,它还具有对空气进行导流、辅助驾驶视觉、增加美观等作用。
2、在制造汽车过程中,需要对引擎盖进行焊接,目前对引擎盖的焊接仍采用人工焊接的方式,无法满足引擎盖的各个角度和各种复杂情况的焊接,而且工作人员的劳动强度大。
3、经检索,如中国专利文献公开了一种汽车引擎盖机器人自动焊接工作站【申请号:202123045798.6;公开号:cn216398576u】。这种汽车引擎盖焊接工作站包括底框架,底框架两侧均对称固定设有角块,角块内螺栓设置有第一螺栓,底框架底面四角处固定设有万向轮,底框架内壁卡接有废料盒,底框架上表面两端固定设有矩形固定块,矩形固定块上固定连接有调角装置,调角装置螺纹连接有夹持组件,夹持组件设于矩形固定块之间,底框架的一侧固定连接有转动机构,转动机构上端转动连接有焊接组件。
4、该专利中公开的汽车引擎盖焊接工作站虽然能够进行汽车引擎盖的焊接作业,但是,该装置的自动化程度低,焊接效率低,无法对引擎盖进行准确的定位夹持,焊接质量差。
5、基于此,我们提出一种多工位汽车引擎盖焊接工作站,本装置能够实现对汽车引擎盖便捷快速的进行多工位的流水式自动化焊接作业;能够满足各个方向和各个角度的焊接需求,提高了本装置的使用范围;能够便捷快速的进行引擎盖的居中夹持,能够对引擎盖的夹持位置进行检测,并根据检测结果进行调整,保证引擎盖的定位准确,提高焊接质量。
技术实现思路
1、本发明的目的是针对现有的技术存在上述问题,提出了一种多工位汽车引擎盖焊接工作站,该发明要解决的技术问题是:如何对汽车引擎盖高效的进行多工位的流水式的自动化焊接作业,同时保证汽车引擎盖的焊接质量。
2、本发明的目的可通过下列技术方案来实现:
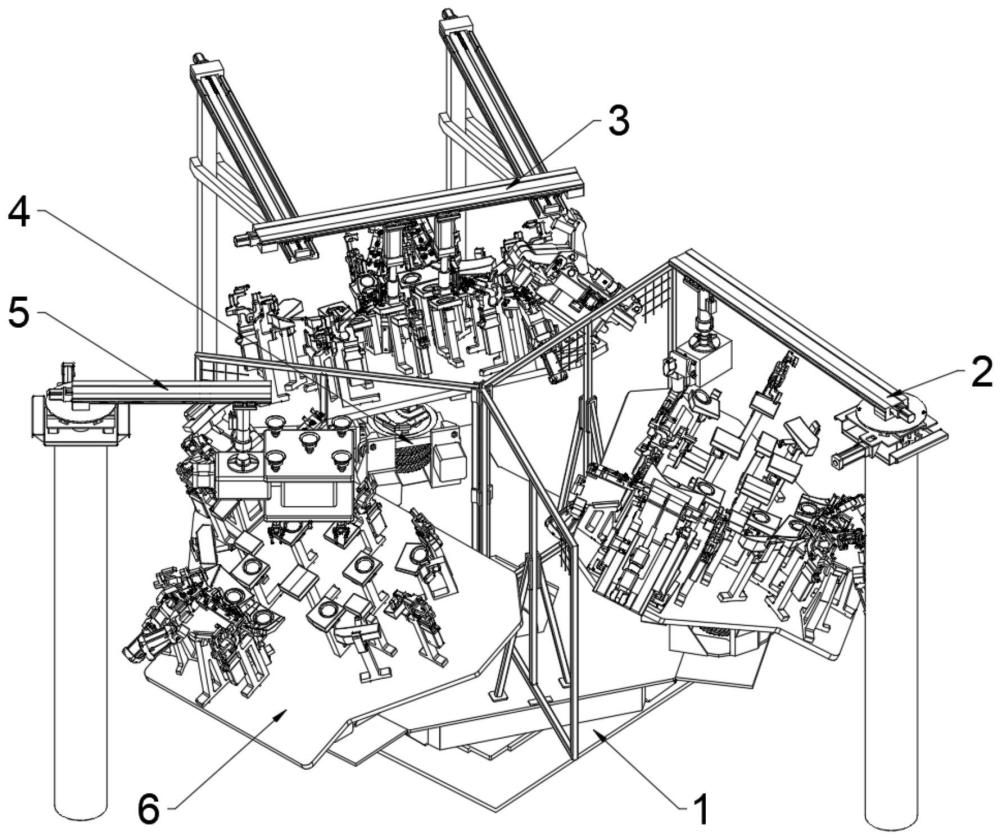
3、一种多工位汽车引擎盖焊接工作站,包括旋转机构、检测机构、焊接机构、取料机构和主控器,所述旋转机构上设有若干圆周均布的工作区,每个工作区内均设置有角度调节机构,若干角度调节机构上均设置有夹持机构,检测机构、焊接机构和取料机构关于旋转机构呈圆周分布,检测机构、焊接机构和取料机构分别与工作区的位置对应设置,检测机构、焊接机构和取料机构分别位于若干夹持机构的侧上方,旋转机构、检测机构、焊接机构、角度调节机构、取料机构和夹持机构均与主控器电性连接。
4、本发明的工作原理是:将待焊接引擎盖的数据输入主控器内,主控器根据数据对各个机构位置做出预设和调节,通过取料机构先将引擎盖放置到夹持机构上,注意此时引擎盖反面朝上,通过夹持机构将引擎盖居中夹持并对引擎盖进行固定,复位夹持机构和取料机构,再通过取料机构将对应的引擎盖的冲压件放置到引擎盖上,再次通过夹持机构对引擎盖的冲压件进行居中夹持并固定,完成引擎盖焊接的上料工作,通过旋转机构带动夹持好的引擎盖旋转到检测机构正下方,通过检测机构对引擎盖的夹持位置进行判定,若检测引擎盖偏离预设位置,则放弃夹持机构对引擎盖的固定,继续对引擎盖进行居中调节,再次对引擎盖进行检测,直至引擎盖的位置和预设位置吻合,通过旋转机构带动引擎盖旋转到焊接机构的正下方,通过焊接机构对引擎盖进行焊接作业,待焊接作业完成后,通过旋转机构带动引擎盖旋转到取料机构正下方,通过夹持机构放弃对焊接后的引擎盖进行固定,通过取料机构将引擎盖取下,继续下一个引擎盖的焊接作业。
5、所述旋转机构包括安装底座和工作平台,安装底座的顶部固定有凸轮分割器,凸轮分割器与工作平台传动连接,工作平台的顶部固定有挡架,挡架上设有隔绝玻璃,若干圆周均的工作区为工作平台和挡架之间格挡的形成的空间。
6、采用以上结构,启动凸轮分割器,凸轮分割器带动工作平台进行间歇圆周运动,间歇时间为各个作业的时间中最长的作业时间;通过挡架和隔绝玻璃的设置,能够防止不同工位的作业进行干扰,提高作业效率和质量。
7、所述角度调节机构包括固定底座,固定底座固定在工作平台上,固定底座的外壁上固定有动力电机,固定底座的顶部固定有三个动力电机,固定底座内部转动设有三个主动齿轮,三个动力电机的输出轴通过联轴器分别与三个主动齿轮传动连接,固定底座的顶部固定有固定盘,固定盘的内部按照内径从大到小依次由外向内转动设有三个转动盘,三个转动盘两两之间转动设置,三个转动盘与连接座之间均铰接有连接杆,三个连接杆与连接座的铰接点连线呈等边三角形,三个转动盘的底部按照内径从大到小依次由外向内分别固定连接有三个传动杆,三个传动杆两两之间互不干扰,三个传动杆的长度按照内径从大到小依次增加,三个传动杆的端部均固定有从动齿轮,三个从动齿轮分别与对应位置的主动齿轮啮合。
8、采用以上结构,同时启动三个动力电机,三个动力电机的输出轴通过联轴器分别带动对应的主动齿轮转动,三个主动齿轮分别带动对应的从动齿轮转动,三个从动齿轮通过对应的传动杆分别带动对应的转动盘转动,三个转动盘转动分别带动对应的连接杆移动,通过三个连接杆和连接座进行配合,使得连接座满足预设的角度要求,满足焊接需求。
9、所述夹持机构包括夹持平台,夹持平台固定在连接座上且夹持平台与连接座的中心共线,夹持平台的顶部固定有若干夹持架,若干夹持架的顶部均固定有支撑板,部分夹持架的外壁上固定有夹持电机,部分夹持架的外壁上转动连接有固定夹爪,夹持电机的输出轴通过齿轮组与固定夹爪传动连接,若干固定夹爪分布在位于外侧的支撑板的外侧,部分夹持架上设有固定吸盘,夹持平台的顶部设有若干对称分布的电动推杆一和电动推杆二,电动推杆一和电动推杆二的伸缩端分别固定有夹持推板和固定推板。
10、采用以上结构,将引擎盖放置到支撑板上,注意此时引擎盖反面朝上,同时启动电动推杆一和电动推杆二,电动推杆一和电动推杆二的伸缩端伸出带动夹持推板和固定推板推出,直至抵触在引擎盖的外壁并将引擎盖居中放置,启动固定吸盘,通过固定吸盘对居中放置的引擎盖进行固定,启动电动推杆一和电动推杆二,电动推杆一和电动推杆二的伸缩端缩回带动夹持推板和固定推板收回,直至复位;将引擎盖的冲压件放置在引擎盖上,再次启动电动推杆一和电动推杆二,电动推杆一和电动推杆二的伸缩端伸出带动夹持推板和固定推板推出,直至抵触在引擎盖的外壁并将引擎盖的冲压件居中放置,启动夹持电机,夹持电机的输出轴通过齿轮组带动固定夹爪转动,直至固定夹爪抵触在引擎盖和引擎盖的冲压件上,将引擎盖进行固定,满足后续作业需求;本发明可以采用在工作平台的下方设置环形导电轨的方式,对本发明中的电器设备进行供电,满足各个电器设备的用电需求。
11、所述若干支撑板按照引擎盖的形状分布,部分位于外侧的支撑板的顶部呈弧面或斜面,夹持推板和固定推板的顶部呈弧面。
12、采用以上结构,弧面和斜面的设置均是为了更加贴合引擎盖,使得居中定位和夹持更加准确。
13、所述取料机构包括支撑柱和调节组件,调节组件转动设置在支撑柱的顶端,调节组件包括旋转座、旋转电机、丝杆组件二和电动伸缩杆二,旋转座转动连接在支撑柱的顶端,旋转电机固定在旋转座的外壁上,旋转电机的输出轴通过联轴器与旋转座传动连接,丝杆组件二固定在旋转座的顶部,电动伸缩杆二滑动连接在丝杆组件二上,电动伸缩杆二的伸缩端固定有连接块,连接块的一侧外壁上固定有翻转电机,固定盘的另一侧外壁上转动连接有翻转块,翻转电机的输出轴通过联轴器与翻转块传动连接,翻转块的上下两侧均固定有取料板,其中一个取料板上固定有若干均匀分布的取料吸盘,另一个取料板上固定有若干均匀分布的取料夹爪。
14、采用以上结构,启动旋转电机,旋转电机对的输出轴通过联轴器带动旋转座转动,旋转座带动丝杆组件二旋转到引擎盖的上方,通过丝杆组件二带动电动伸缩杆二移动到引擎盖的正上方,启动电动伸缩杆二,电动伸缩杆二的伸缩端伸出带动取料板移动,取料板带动若干取料吸盘移动,直至取料吸盘抵触在引擎盖的内表面上,启动取料吸盘将引擎盖固定,再次启动电动伸缩杆二,电动伸缩杆二的伸缩端缩回带动被吸取的引擎盖缩回,再通过旋转电机反转,将被吸取的引擎盖输送到指定位置,再启动丝杆组件二将被吸取的引擎盖输送到支撑板上;启动翻转电机,翻转电机的输出轴通过联轴器带动翻转块翻转,翻转块翻转带动两个取料板进行翻转,直至安装有取料夹爪的取料板正对引擎盖的冲压件,同理通过取料夹爪将引擎盖的冲压件放置到指定位置。
15、所述检测机构包括支撑柱和调节组件,电动伸缩杆二的伸缩端固定有安装架,安装架的底部固定有激光检测器。
16、采用以上结构,根据待焊接引擎盖的数据,通过调节组件调节电动伸缩杆二的位置,启动激光检测器,激光检测器发出激光核对预设孔位置是否正确,若不正确则说明引擎盖的夹持位置有问题,立即解除对引擎盖的夹持固定,重新进行居中调节并固定,直至检测结果正确通过。
17、所述焊接机构包括两个对称分布的支撑架,两个支撑架的顶端均固定有丝杆组件一,两个丝杆组件一之间滑动设有正反牙丝杆组件,正反牙丝杆组件上滑动连接有两个对称分布的电动伸缩杆一,电动伸缩杆一的伸缩端均固定有旋转块,旋转块的其中一侧外壁上固定有旋转电机,旋转块的另一侧外壁上固定有微调丝杆组件,旋转电机的输出轴通过联轴器与微调丝杆组件传动连接,微调丝杆组件上滑动连接有滑动板,滑动板上铰接有固定架,固定架与滑动板之间铰接有伸缩套杆,固定架上设有焊接枪。
18、采用以上结构,同时启动两个丝杆组件一,两个丝杆组件一带动正反牙丝杆组件纵向移动到指定位置,启动两个电动伸缩杆一,两个电动伸缩杆一的伸缩端伸出带动旋转块竖向移动到指定位置,启动旋转电机,旋转电机的输出轴通过联轴器带动微调丝杆组件旋转,满足各个方向上的焊接需求,启动微调丝杆组件,微调丝杆组件带动滑动板移动,滑动板带动固定架移动,固定架带动焊接枪移动,满足焊接进给和细小的位置微调,启动伸缩套杆,伸缩套杆进行伸缩能够调节焊接枪的焊接角度,提高使用范围,焊接时,同时启动两个丝杆组件一和正反牙丝杆组件,使得两个焊接枪同时进行自动化焊接作业,降低工作人员的劳动强度,提高了焊接效率。
19、与现有技术相比,本多工位汽车引擎盖焊接工作站具有以下优点:
20、1、通过各个机构的配合,能够实现对汽车引擎盖便捷快速的进行多工位的流水式自动化焊接作业,降低工作人员的劳动强度,提高了焊接效率。
21、2、通过角度调节机构,能够使得连接座向各个角度调节,满足预设的角度要求,满足复杂的汽车引擎盖的焊接需求;通过旋转机构和角度调节机构配合,能够实现本装置进行间歇式圆周运动,满足流水线式作业需求;通过角度调节机构和焊接机构配合,能够满足汽车引擎盖的各个方向和各个角度的焊接需求,提高了本装置的使用范围。
22、3、通过夹持机构,能够便捷快速的进行汽车引擎盖的居中夹持,满足后续作业需求,提高了作业效率;通过取料机构和夹持机构配合,能够实现对汽车引擎盖的上下料作业,降低工作人员的劳动强度;通过检测机构和夹持机构配合,能够对汽车引擎盖的夹持位置进行检测,并根据检测结果进行调整,保证汽车引擎盖的定位准确,提高焊接质量。
- 还没有人留言评论。精彩留言会获得点赞!