一种LNG储罐罐壁智能焊接系统的视觉系统的制作方法
本发明属于储罐焊接,具体的说,涉及一种lng储罐罐壁智能焊接系统的视觉系统。
背景技术:
1、lng一般指液化天然气,lng接收站是指储存液化天然气然后往外输送天然气的装置。其中lng储罐是lng接收站的核心设备,lng储罐一般由结构强度高、耐低温性能强的钢板焊接而成。
2、现有中国专利(申请号:cn202111595482.6)提供了一种焊缝焊接视觉追踪检测装置,包括固定杆、平动齿条、平动驱动组件、视觉装置和两组以上的承载单元;固定杆的轴线沿预设方向设置;平动齿条位于固定杆的正上方的一侧上;视觉装置包括处理箱和视觉设备,视觉设备设置在处理箱的外表面上;每一组承载单元包括滑轮、齿轮和连接轴;滑轮同轴固定在连接轴的中部且滑轮配合在固定杆上;齿轮同轴固定在连接轴的第一端上且齿轮啮合在平动齿条的下方;连接轴的第二端转动配合在处理箱上;平动驱动组件包括接收器和平动驱动元件,平动驱动元件驱动平动齿条沿预设方向往复运动。
3、上述追踪检测装置在使用过程中,通过将多个监控摄像头连接在转盘上,转动转盘转动时,监控摄像头相应进行转动,转动的监控摄像头能够从多角度捕抓焊缝的成型情况;
4、上述装置虽然也可对焊缝进行监控,但是首先为了达到较好的监控效果,需要在转盘上加装多个监控摄像头,其增大了监控的成本,其次实际生产过程中,由于冲压设备等加工存在误差会导致焊缝边缘不完整和尺寸变化,工件定位误差就会导致焊缝偏差,而该装置的监控设备无法根据焊缝的偏差位置调整监控的位置,容易导致有些焊缝的位置监控不到的情况。
5、有鉴于此,特提出本技术。
技术实现思路
1、本发明要解决的技术问题在于克服现有技术的不足,提供一种lng储罐罐壁智能焊接系统的视觉系统,实现对焊缝位置进行实时监控目的。
2、为解决上述技术问题,本发明提供的一种lng储罐罐壁智能焊接系统的视觉系统,包括焊接位置调节组件、激光传感器、监控摄像头本体、焊枪纠偏组件、摄像头同步监控组件、摄像头滤光玻璃同步调节组件和除焊烟组件;
3、其中,所述焊接位置调节组件用于调整储罐的轴向焊接位置,所述激光传感器和监控摄像头本体配合使用分别对储罐焊接时的路径和焊接质量进行监控,所述焊枪纠偏组件用于在焊接路径偏移时对焊接的位置进行调整,所述摄像头同步监控组件与焊枪纠偏组件配合使用调整焊接位置的同时改变监控摄像头本体监控焊缝的位置,所述摄像头滤光玻璃同步调节组件用于根据不同储罐的曲率改变监控的角度,所述除焊烟组件用于对焊接时产生的烟雾进行去除,减少对监控摄像头本体造成的影响。
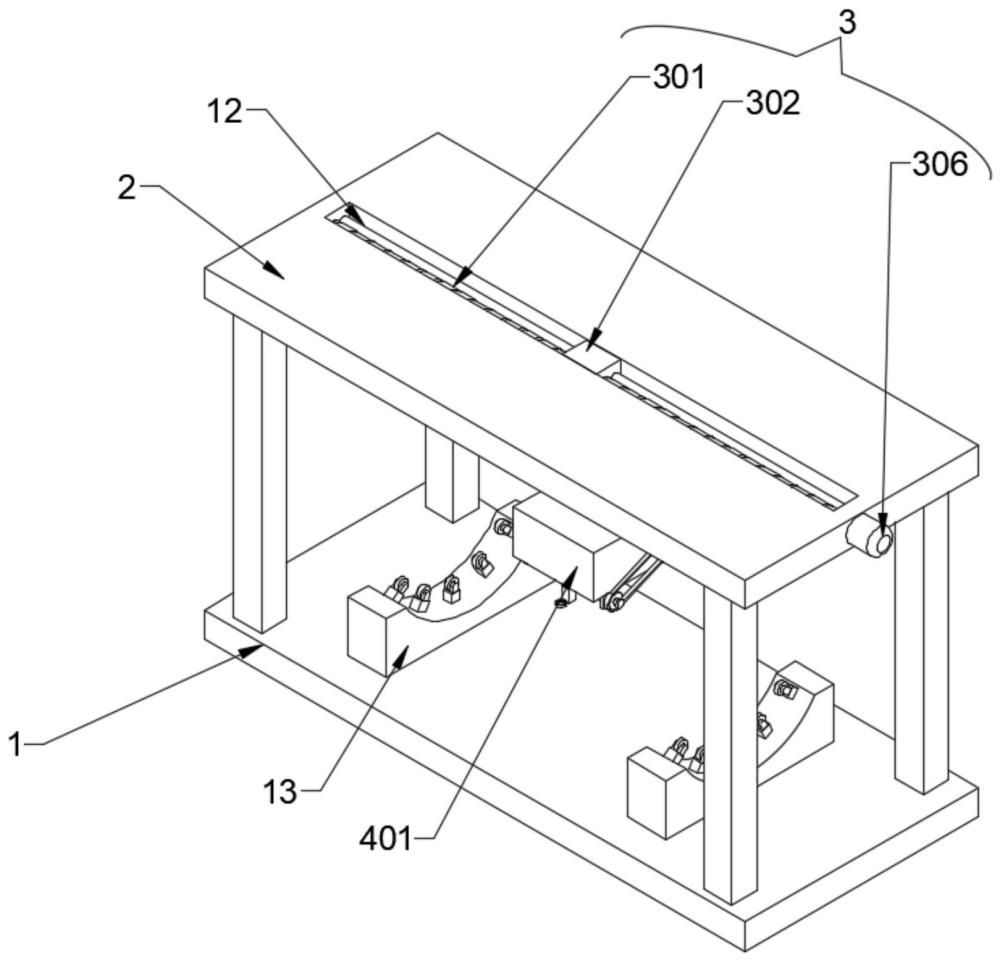
4、一种视觉装置,包括安装底座和连接在安装底座顶部的支撑架,所述焊枪纠偏组件设在支撑架的下方用于对焊缝的质量进行监控和对焊接的位置进行调整,所述焊枪纠偏组件包括设在支撑架下方的安装框,所述安装框内连接有判断储罐的位置是否发生偏移的激光传感器,所述安装框的底部连接有相互对称的两个支撑板,两个所述支撑板转动设有第二传动丝杆,所述第二传动丝杆上螺纹连接有第二传动板,所述第二传动板的一侧连接有安装焊枪本体的焊枪安装套,所述支撑板的一侧连接有驱动第二传动丝杆转动的第二伺服电机,所述安装底座内设有对焊缝质量进行监控的监控摄像头本体。
5、进一步的,所述摄像头同步监控组件设在安装框的一侧用于驱动监控摄像头本体随着焊枪本体同步调整,所述摄像头同步监控组件内包括连接在安装框一侧的连接框,所述连接框内转动连接有第一驱动丝杆,所述第二传动丝杆和第一驱动丝杆的一端分别延伸至支撑板和连接框的外部并分别连接有第一同步轮和第二同步轮,所述第一同步轮和第二同步轮之间设有第一同步带,所述第一同步轮和第二同步轮利用设置的第一同步带传动连接,所述第一同步轮、第二同步轮和第一同步带配合使用驱动焊枪本体和监控摄像头本体同步进行移动。
6、进一步的,所述摄像头滤光玻璃同步调节组件设在安装框内用于根据不同储罐的曲率调整监控摄像头本体的监控角度,所述摄像头滤光玻璃同步调节组件内包括滤光玻璃本体,所述滤光玻璃本体设在安装框内且位于监控摄像头本体的下方过滤焊接时产生的强光,所述滑板的一侧连接有驱动块,所述驱动块上转动设有从动齿轮,所述从动齿轮的一侧连接有安装板,所述安装板的底部与监控摄像头本体的顶部相连接,所述从动齿轮的一侧啮合连接有主动齿轮,所述驱动块上连接有驱动主动齿轮进行转动的第一驱动电机,所述第一驱动电机上连接有转轴,所述主动齿轮连接在转轴上,所述转轴上连接有第一主动锥齿轮,所述第一主动锥齿轮上啮合连接有第一从动锥齿轮,所述第一从动锥齿轮上连接有短接杆,所述短接杆的另一端连接有第二主动锥齿轮,所述第二主动锥齿轮上啮合连接有第二从动锥齿轮,所述第二从动锥齿轮上连接有第一安装轴,所述第一安装轴转动连接在驱动块上,所述驱动块上转动连接有第二安装轴,所述第一安装轴和第二安装轴上均连接有第三同步轮,两个所述第三同步轮之间传动连接有第二同步带,所述第二安装轴的底部连接有螺纹杆,所述螺纹杆上螺纹连接有螺纹筒,所述螺纹筒的底部连接有第一放置架,所述第一放置架的底部连接有连接架,所述连接架的另一端转动连接在滤光玻璃本体上,所述驱动块上连接有第二放置架,所述第二放置架的另一端转动连接在滤光玻璃本体的另一端上。
7、进一步的,所述除焊烟组件设在安装框内用于对焊接时产生的焊烟进行过滤,所述除焊烟组件内包括连接在安装框内的烟气净化箱,所述烟气净化箱内连接有抽风机,所述抽风机的抽气端连接有焊烟净化器,所述焊烟净化器的进气端连接有吸气管,所述吸气管的另一端连接有吸风板,所述抽风机的排气端连接有吹风管,所述吹风管的另一端连接有分流管,所述分流管的另一端连接有吹风板,所述吸风板和吹风板上均开设有通孔。
8、进一步的,所述焊枪安装套上设有对不同型号的焊枪本体进行固定的焊枪固定组件,所述焊枪固定组件内包括限位齿轮,所述限位齿轮转动设在焊枪安装套内,所述焊枪安装套内滑动设有焊枪夹持板,所述焊枪夹持板上连接有圆柱凸块,所述圆柱凸块滑动连接在限位齿轮上,所述限位齿轮上开设有与圆柱凸块相适配的滑槽,所述限位齿轮和焊枪安装套上均开设有安装焊枪本体的安装孔。
9、进一步的,所述安装底座的顶部连接有支撑台,所述支撑台的顶部连接有多个滚轮安装架,所述滚轮安装架上转动设有带动储罐进行转动的滚轮本体。
10、进一步的,所述焊接位置调节组件设在支撑架内用于调节焊接的轴向位置,所述焊接位置调节组件内包括第一传动丝杆,所述第一传动丝杆转动连接在支撑架内,所述第一传动丝杆上螺纹连接有第一传动板,所述第一传动板的底部连接有连接板,所述连接板的底部连接有连接柱,所述连接柱的伸缩端连接有电动伸缩杆,所述安装框的顶部与电动伸缩杆的伸缩端相连接,所述支撑架的一侧连接有驱动第一传动丝杆转动的第一伺服电机。
11、进一步的,两个所述支撑板之间连接有第二限位杆,所述第二传动板滑动连接在第二限位杆上,所述连接框内连接有第一限位杆,所述滑板滑动连接在第一限位杆上,所述驱动块的一侧连接有短接板,所述螺纹筒的一侧连接有导向杆,所述导向杆滑动连接在短接板上,所述支撑架内连接有第三限位杆,所述第一传动板滑动连接在第三限位杆上。
12、采用上述技术方案后,本发明与现有技术相比具有以下有益效果。
13、1、本发明中,所述激光传感器和监控摄像头本体配合使用分别对储罐焊接时的路径和焊接质量进行监控,当激光传感器监控到焊缝位置偏移时,焊枪纠偏组件可对焊接的位置进行调整,随后设置的摄像头同步监控组件可改变监控摄像头本体的监控位置,使监控摄像头本体可随着焊缝的位置改变而改变监控的位置,达到实时监控的目的,设置的摄像头滤光玻璃同步调节组件则可监控不同曲率的储罐,该设置提升了对焊缝的监控效果。
- 还没有人留言评论。精彩留言会获得点赞!