一种飞机发动机支架与机翼前梁连接处的加工方法与流程
本发明属于机翼装配,涉及一种飞机发动机支架与机翼前梁连接处的加工方法。
背景技术:
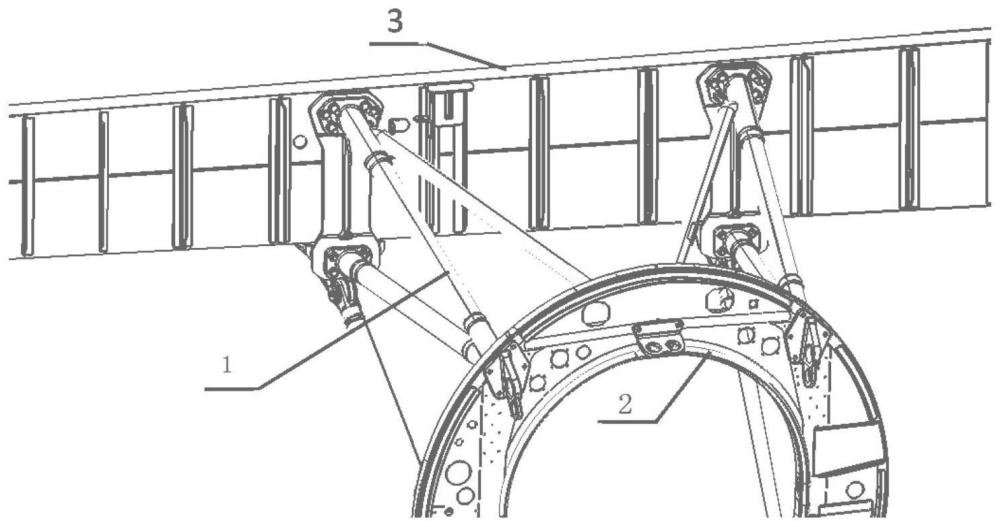
1、某大型飞机发动机通过发动机支架与机翼连接,是承载发动机重量和传递发动机动力的关键构件。发动机支架为“w”形管架焊接结构,一端通过3个爪板与发房x框连接,另一端通过4个爪板与机翼前梁连接。如图1所示。为了保证发动机支架与机翼的相对位置和姿态,发动机支架与机翼前梁的连接工序在专用的对合工装上进行。主要工艺过程为:机翼上架调整→发动机短舱(由发动机支架、发房x框、内、外蒙皮、隔板、长桁等组成)上架→钻制发动机支架与机翼前梁连接定位孔→发动机支架的研合→制出发动机支架与机翼前梁连接孔→安装螺栓→其它工作。
2、为了消除发动机支架及机翼加工、装配、调整过程中产生的误差积累,满足发动机支架和机翼前梁的贴合要求,必须对发动机支架与前梁连接的爪板面进行研合。发动机支架爪板与前梁的贴合要求为:连接孔周围二倍直径范围内不予许有间隙,其余部分允许间隙不大于0.1mm。
技术实现思路
1、发明目的
2、本发明克服了某大型飞机发动机支架与机翼前梁连接工序手工研合和制孔劳动强度大、超差风险大、效率差的不足,实现了一种大型机翼与发动机支架连接的复杂工况下(结构复杂、工艺过程复杂、工装形式复杂)采用数字化精加工设备对发动机支架与机翼前梁结合面进行加工,包括结合面的铣切和对接孔的钻制。
3、技术方案
4、一种飞机发动机支架与机翼前梁连接处的加工方法,包括如下步骤:
5、第一步,设置机翼数字化调姿定位系统取代传统的刚性定位系统,以实现机翼数控调姿定位。
6、第二步,设置发动机短舱数字化调姿定位系统取代传统的刚性定位系统,以实现发动机短舱数控调姿定位。
7、第三步,在机翼定位系统和发动机短舱定位系统之间设置对发动机支架与机翼前梁对接处进行加工的数控精加工设备,以实现发动机支架与机翼对接面及对接孔采用数字化设备进行加工。
8、进一步的,以上机翼数字化调姿定位系统、发动机短舱数字化调姿定位系统、发动机支架与机翼前梁对接处进行加工的数控精加工设备三套系统反馈与控制集成于一个控制终端。
9、进一步的,第一步具体为:如图4所示,在机翼两端头各设置一组数控定位器,用于机翼的调姿定位。机翼与定位器之间通过两个端肋平板进行转接。
10、进一步的,由于机翼展向长,翼面宽,在中间合适的位置设置辅助支撑托架,用于调姿定位过程中对机翼起到支撑托举作用。数控定位器与辅助支撑均通过控制系统进行同步控制。
11、进一步的,第二步具体为:如图5所示,设置发动机短舱对接车,对接过程可沿着固定轨道向着机翼前梁方向移动和退出。对接车上设置数控定位器、转接定位平板。
12、进一步的,数控定位器、转接定位平板设置为理论位置。发动机短舱通过x框交点与转接定位平板连接安装。
13、进一步的,第三步具体为:如图6所示,数控精加工设备设置于机翼定位系统和发动机短舱定位系统之间,设置纵向轨道平行于机翼前梁,精加工设备可在轨道上进行纵向移动,移动范围大于机翼翼展长度,可实现对2个发的分别加工。
14、进一步的,精加工设备由床身、执行头等构成,可完成平面铣切、钻孔工作。执行头可以旋转180°,可以分别加工发动机支架平面和对应处的机翼前梁平面,以及对应的发动机支架与机翼前梁上的对接孔。执行头上设置扫描仪,通过扫描仪测量出被加工平面的不平度,以确定平面的铣切量。通过扫描发动机支架上对接孔的位置,确定机翼前梁上对应的对接孔位,再进行加工。
15、本申请的有益效果在于:
16、本发明实现了某大型飞机发动机支架与机翼前梁对接处的数字化和自动化加工。机翼、发动机短舱采用数字化调姿定位技术,机翼前梁与发动机支架对接面的加工采用数字化精加工设备进行。数字化、自动化技术的应用使得某型机发动机支架与机翼前梁的加工精度、连接质量大幅度提升。机翼定位、发动机短舱定位、对接面加工、钻孔、连接等工作克服了手工加工质量的不稳定性,不同架机质量的一致性大大提高,解放了人力,效率也得到了提升。
技术特征:
1.一种飞机发动机支架与机翼前梁连接处的加工方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的方法,其特征在于,以上机翼数字化调姿定位系统、发动机短舱数字化调姿定位系统、发动机支架与机翼前梁对接处进行加工的数控精加工设备三套系统反馈与控制集成于一个控制终端。
3.根据权利要求2所述的方法,其特征在于,第一步具体为:在机翼两端头各设置一组数控定位器,用于机翼的调姿定位;机翼与定位器之间通过两个端肋平板进行转接。
4.根据权利要求3所述的方法,其特征在于,由于机翼展向长,翼面宽,在中间合适的位置设置辅助支撑托架,用于调姿定位过程中对机翼起到支撑托举作用;数控定位器与辅助支撑均通过控制系统进行同步控制。
5.根据权利要求4所述的方法,其特征在于,第二步具体为:设置发动机短舱对接车,对接过程可沿着固定轨道向着机翼前梁方向移动和退出;对接车上设置数控定位器、转接定位平板。
6.根据权利要求5所述的方法,其特征在于,数控定位器、转接定位平板设置为理论位置;发动机短舱通过x框交点与转接定位平板连接安装。
7.根据权利要求6所述的方法,其特征在于,第三步具体为:数控精加工设备设置于机翼定位系统和发动机短舱定位系统之间,设置纵向轨道平行于机翼前梁,精加工设备可在轨道上进行纵向移动,移动范围大于机翼翼展长度,可实现对2个发的分别加工。
8.根据权利要求7所述的方法,其特征在于,精加工设备由床身、执行头等构成,可完成平面铣切、钻孔工作;执行头可以旋转180°,可以分别加工发动机支架平面和对应处的机翼前梁平面,以及对应的发动机支架与机翼前梁上的对接孔;执行头上设置扫描仪,通过扫描仪测量出被加工平面的不平度,以确定平面的铣切量;通过扫描发动机支架上对接孔的位置,确定机翼前梁上对应的对接孔位,再进行加工。
技术总结
本发明属于机翼装配技术领域,涉及一种飞机发动机支架与机翼前梁连接处的加工方法。本发明包含了机翼定位安装技术、发动机短舱定位技术、发动机支架与机翼前梁对接面加工技术、多层不同材料制高精度通孔技术。其装配工装将机翼数字化调姿定位系统、发动机短舱数字化调姿定位系统、发动机支架与机翼前梁对接面数字化加工设备系统三者进行集成。本发明克服了手工研合和制孔劳动强度大、超差风险大、效率差的不足,实现了复杂工况下(结构复杂、工艺过程复杂、工装形式复杂)采用数字化精加工设备对发动机支架与机翼前梁结合面进行加工的技术。
技术研发人员:蒲廷睿,魏学志,王涛,余涵,郭懂懂,翁兴东,方勇军,王志坚,张鑫,刘彩莲
受保护的技术使用者:陕西飞机工业有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!