一种钛铝合金电极的真空焊箱焊接方法与流程
本发明属于钛合金制备,具体涉及一种采用真空焊箱制备得到焊接牢靠的真空熔炼用钛铝合金电极的方法。
背景技术:
1、钛铝合金由于密度小、比强度和比弹性模量高。高温抗氧化和抗蠕变能力较强等优异性能,成为航空航天发展热门材料。
2、然而大多数钛铝合金在常温下塑性不足,直接采用真空焊箱焊接电极时,焊缝处温度变化大且冷却速率快,会导致焊点受力脆断,无法完成后续熔炼,只能通过钨极氩弧焊向焊缝填充纯钛焊丝来保证焊接强度。但是钨极氩弧焊会使电极存在沾钨风险,高熔点的钨后续熔炼过程中若未完全熔化会残留在铸锭中,形成钨夹杂,进而影响后续产品质量与安全。
技术实现思路
1、本发明的目的在于克服上述现有技术的缺点,即采用真空焊箱焊接钛铝合金电极时,焊缝位置容易发生脆断的问题,提供一种焊接牢固可靠且无沾钨风险的钛铝合金焊接方法。
2、本发明的目的是通过以下技术方案来解决的:本发明提供一种采用真空焊箱焊接获得真空熔炼用钛铝合金电极的方法,一种钛铝合金电极的真空焊箱焊接方法包括以下步骤:
3、s1.获取钛铝合金电极:采用混料方式获得电极块,将电极块采用真空焊箱焊接后,熔炼得到若干钛铝合金电极,
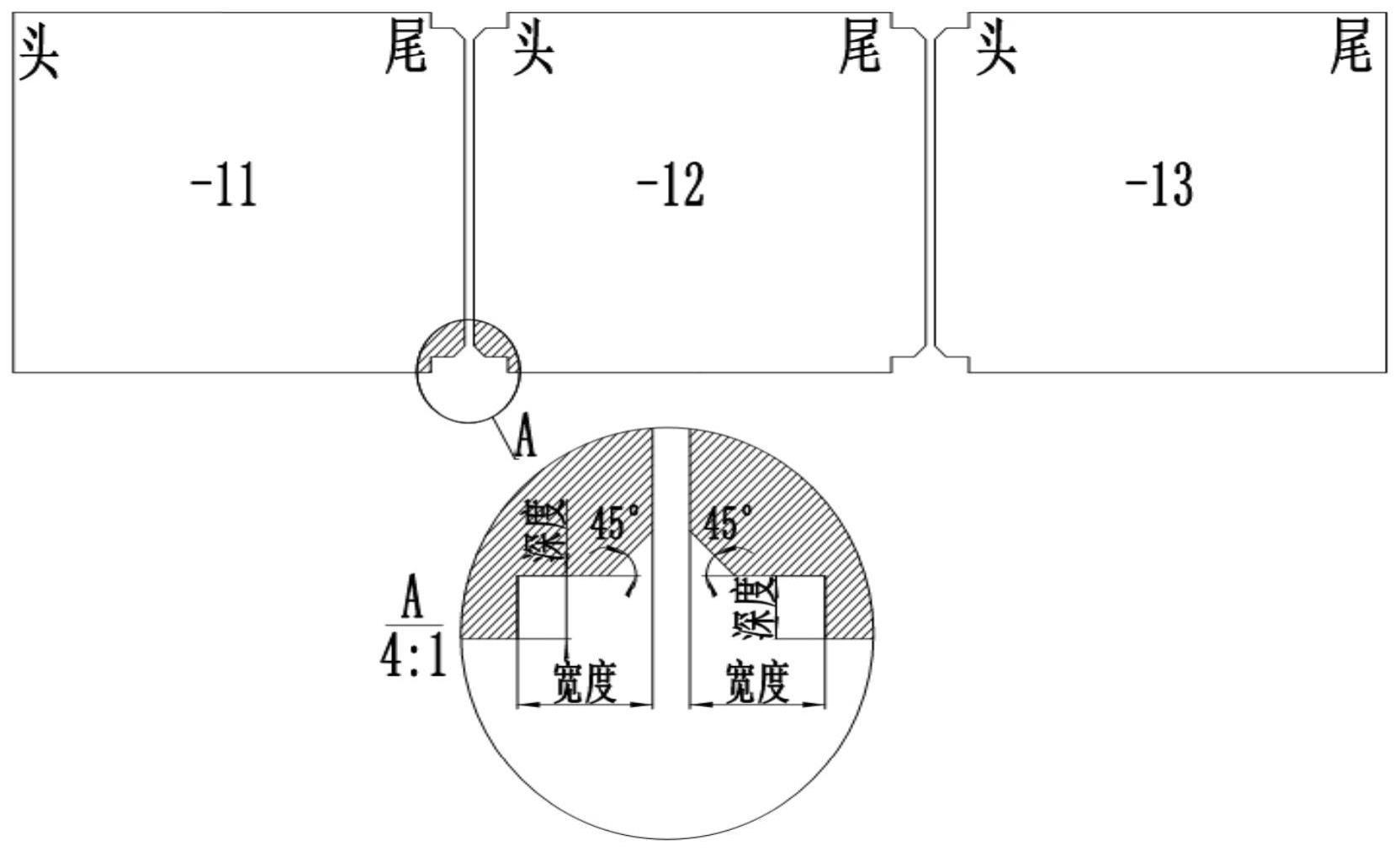
4、s2.对电极端面进行机加工:将步骤s1得到的若干钛铝合金电极按头尾连接的焊接顺序对电极两端面进行机加工,
5、s3.加工获得无氧化皮的纯钛环:根据步骤s2的钛铝合金电极的直径以及车加工尺寸来加工得到纯钛环,
6、s4.焊前预热:将步骤s2得到的钛铝合金电极放入加热炉进行焊前预热,
7、s5.夹装送入真空焊箱:将步骤s3获得的纯钛环卡箍在步骤s4预热完成的钛铝合金电极的焊接位置,夹装完成后送入真空焊箱,
8、s6.焊接融化:采用小焊接电流将纯钛环与其接触的钛铝合金电极的接触面融化连接,
9、s7.退火:将步骤s6焊接融化后的钛铝合金电极放入加热炉中进行去应力退火,保温完成后随炉冷却。
10、进一步地,所述步骤s2中钛铝合金电极的端面进行机加工时,加工宽度为:10~20,加工深度为:5~15,端面边缘部位进行倒角,倒角为:5×45°,单位均为:mm。
11、进一步地,所述步骤s3获得的纯钛环为无氧皮纯钛环。
12、进一步地,所述纯钛环的尺寸为:外径≈电极直径,内径≥(电极直径-车加工深度),宽度≤(车加工宽度×2),单位均为:mm。
13、进一步地,所述步骤s4中对钛铝合金电极进行焊前预热,预热温度应该低于材料本身的氧化温度,预热保温时间按照热速率0.5~0.8mm/min进行计算。
14、进一步地,所述步骤s6中的焊接电流为:100~200a,焊接速度为:60~120mm/min,冷却时间为:15~25min。
15、进一步地,所述步骤s7中进行退火处理时,退火温度应该低于材料自身的氧化温度,保温时间按加热速率0.5~0.8mm/min来进行计算。
16、进一步地,所述步骤s1中采用的熔炼方式为真空自耗电弧熔炼方式。
17、与现有技术相比,本发明的钛铝合金电极的真空焊箱焊接方法具有以下有益效果:
18、1)通过焊前预热以及焊后退火并随炉冷却,减小电极内外温差以及焊缝冷却速率,阻止电极因焊接时温差大以及焊接后冷却速率快导致的焊缝开裂;
19、2)通过在焊缝位置卡箍纯钛环改善材料塑性以及焊接强度,保证材料后期熔炼顺利进行,不发生掉蛋等安全事故;
20、3)不使用钨极氩弧焊等焊接方法,保证了电极纯净度,防止沾钨风险。
技术特征:
1.一种钛铝合金电极的真空焊箱焊接方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的钛铝合金电极的真空焊箱焊接方法,其特征在于,所述步骤s2中钛铝合金电极的端面进行机加工时,加工宽度为:10~20,加工深度为:5~15,端面边缘部位进行倒角,倒角为:5×45°,单位均为:mm。
3.根据权利要求1所述的钛铝合金电极的真空焊箱焊接方法,其特征在于,所述步骤s3获得的纯钛环为无氧皮纯钛环。
4.根据权利要求3所述的钛铝合金电极的真空焊箱焊接方法,其特征在于,所述纯钛环的尺寸为:外径≈电极直径,内径≥(电极直径-车加工深度),宽度≤(车加工宽度×2),单位均为:mm。
5.根据权利要求1所述的钛铝合金电极的真空焊箱焊接方法,其特征在于,所述步骤s4中对钛铝合金电极进行焊前预热,预热温度应该低于材料本身的氧化温度,预热保温时间按照热速率0.5~0.8mm/min进行计算。
6.根据权利要求1所述的钛铝合金电极的真空焊箱焊接方法,其特征在于,所述步骤s6中的焊接电流为:100~200a,焊接速度为:60~120mm/min,冷却时间为:15~25min。
7.根据权利要求1所述的钛铝合金电极的真空焊箱焊接方法,其特征在于,所述步骤s7中进行退火处理时,退火温度应该低于材料自身的氧化温度,保温时间按加热速率0.5~0.8mm/min来进行计算。
8.根据权利要求1所述的钛铝合金电极的真空焊箱焊接方法,其特征在于,所述步骤s1中采用的熔炼方式为真空自耗电弧熔炼方式。
技术总结
本发明提供一种钛铝合金电极的真空焊箱焊接方法,包括以下步骤:S1.获取钛合金电极,S2.对电极端面进行机加工,S3.加工获得无氧化皮的纯钛环,S4.焊前预热:将步骤S2得到的钛铝合金电极放入加热炉进行焊前预热,S5.夹装送入真空焊箱,S6.焊接融化:采用小焊接电流将纯钛环与其接触的钛铝合金电极的接触面融化连接,S7.退火:将步骤S6焊接融化后的钛铝合金电极放入加热炉中进行去应力退火。本发明提供了一种能够焊接牢固可靠且无沾钨风险的钛铝合金焊接方法,通过在焊缝位置卡箍纯钛环改善材料塑性以及焊接强度,保证材料后期熔炼顺利进行,不发生掉蛋等安全事故。
技术研发人员:薛祥义,韩彤,刘娣,卫娜,白钰,张利军
受保护的技术使用者:西安超晶科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!