一种连杆渐变直径内孔加工方法及加工装置与流程
本发明涉及连杆内孔加工,具体地讲,涉及一种连杆渐变直径内孔加工方法及加工装置。
背景技术:
1、连杆是发动机的关键核心部件,工作过程中把活塞的往复直线运动转换为曲轴的旋转运动。连杆小头端内孔与发动机活塞销相连,通过活塞销传递活塞的动能。近年来,随着节能减排的不断加严,发动机爆发压力持续增加,活塞销在高爆压作用下会产生微量的弯曲变形。当活塞销发生弯曲变形时,连杆小头圆柱形内孔与活塞销之间的接触面积将减小,单位面积承载力变大,增加了失效风险。
2、为了增大活塞销弯曲变形时与连杆小头孔之间的接触面积,提高小头孔承载强度,需改变连杆小头孔传统的圆柱形设计,小头孔内径需要加工成两侧大、中间小的喇叭口形。该种形状的内孔与正常的圆柱形内孔相比,加工困难,需要特殊加工工装和特殊工艺,目前国内连杆加工行业很难实现。
3、针对目前连杆小头内孔形状复杂、难以加工的现状,急需要研发一种能够加工连杆小头渐变直径内孔的装置和加工方法,能够精准、有效、便捷的加工连杆小头渐变直径内孔,保证连杆加工精度和要求。
技术实现思路
1、本发明要解决的技术问题是提供一种连杆渐变直径内孔加工方法及加工装置,提供一种能够精准、有效、便捷的加工连杆小头渐变直径内孔的装置和方法。
2、本发明采用如下技术方案实现发明目的:
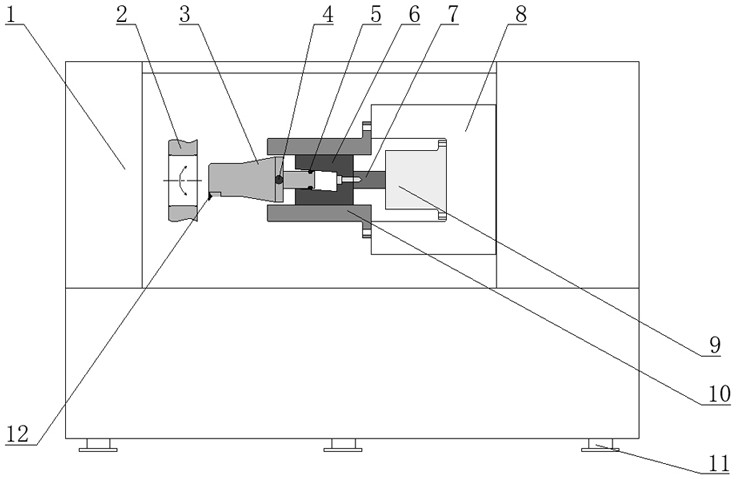
3、一种连杆渐变直径内孔加工方法及加工装置,其特征在于,包括:括镗杆、刀头、旋转轴、滚珠、拔叉、导向筒、液压杆和液压系统;所述镗杆一端安装所述刀头,所述镗杆另一端为平行导杆,导杆上下两侧分别设置有滚珠槽,每个所述滚珠槽内分别安装有滚珠,所述镗杆中间有第一旋转轴孔,所述旋转轴安装在所述第一旋转轴孔内;所述拔叉为矩形活塞,所述拔叉的一端为平面,与所述液压杆的活塞杆相连;所述拔叉另一端带有凹口,与所述镗杆的平行导杆相连;所述导向筒外圆内方,一端通过螺栓与机床刀座相连,所述导向筒设置有对称的第二旋转轴孔,所述旋转轴安装在对称的所述第二旋转轴孔内,所述拔叉设置在所述导向筒内。
4、作为本技术方案的进一步限定,所述凹口内壁的上下平面平行并与水平方向有5°的倾斜角。
5、作为本技术方案的进一步限定,所述旋转轴为一根圆柱形轴,其两端带有销孔,安装有防脱销。
6、作为本技术方案的进一步限定,所述刀头由高强度合金钢制成。
7、作为本技术方案的进一步限定,所述机床刀座内固定连接所述液压系统,所述液压系统固定连接所述液压杆,所述机床刀座固定连接机床。
8、作为本技术方案的进一步限定,所述机床底部固定连接一组均匀分布的垫脚。
9、一种连杆渐变直径内孔加工装置的加工方法,其特征在于,包括以下步骤:
10、s1:连杆固定在所述机床自带的胎夹具上,实现以小头孔中心为旋转轴进行旋转,所述导向筒及所述镗杆在所述机床控制下做同步水平运动;
11、s2:在所述镗杆水平运动的同时,所述液压系统控制所述液压杆做水平往复运动,带动所述拨叉在所述导向筒中左右移动,当所述拨叉相对所述导向筒右移时,由于所述凹口与水平方向有5°的倾斜角,所述镗杆的平行导杆将向上运动,带动所述刀头绕所述旋转轴向下旋转,刀尖加工直径变大,加工出较大直径的内孔;当所述拨叉相对所述导向筒左移时,所述镗杆的平行导杆向下运动,带动所述刀头绕所述旋转轴向上旋转,刀尖加工直径变小,加工出较小直径的内孔;
12、所述刀头与所述旋转轴孔的距离为,所述滚珠与所述旋转轴孔的距离为,所述液压杆的活塞进给量为,所述滚珠在竖直方向上的位移为,所述刀头与水平方向的转动角度为;
13、 (1)
14、其中:为孔径变化量;
15、 (2)
16、由式1及式2推导出:
17、 (3)
18、s3:所述连杆小头孔转动过程中,所述刀头的水平运动和上下转动组合作用,最终实现所述连杆小头渐变直径内孔的加工。
19、与现有技术相比,本发明的优点和积极效果是:
20、本发明设计制作一套连杆小头渐变直径内孔加工装置,连杆绕小头孔的中心轴旋转,采用刀具水平进给、刀头加工直径随动变化的方法加工渐变直径内孔。
21、本发明加工方法先进,加工装置和现有加工机床易于连接兼容,操作简单方便,加工精度高,具有非常高的技术可行性,利用该装置可实现包括连杆孔在内的多种零件的渐变直径内孔加工,通用性广泛。
技术特征:
1.一种连杆渐变直径内孔加工装置,其特征在于,包括:
2.根据权利要求1所述的连杆渐变直径内孔加工装置,其特征在于:所述凹口(61)内壁的上下平面平行并与水平方向有5°的倾斜角。
3.根据权利要求1述的连杆渐变直径内孔加工装置,其特征在于:所述旋转轴(4)为一根圆柱形轴,其两端带有销孔,安装有防脱销。
4.根据权利要求1所述的连杆渐变直径内孔加工装置,其特征在于:所述刀头(12)由高强度合金钢制成。
5.根据权利要求1所述的连杆渐变直径内孔加工装置,其特征在于:所述机床刀座(8)内固定连接所述液压系统(9),所述液压系统(9)固定连接所述液压杆(7),所述机床刀座(8)固定连接机床(1)。
6.根据权利要求5所述的连杆渐变直径内孔加工装置,其特征在于:所述机床(1)底部固定连接一组均匀分布的垫脚(11)。
7.采用权利要求5所述的连杆渐变直径内孔加工装置的加工方法,其特征在于,包括以下步骤:
技术总结
本发明公开一种连杆渐变直径内孔加工方法及加工装置,其特征在于,包括:括镗杆、刀头、旋转轴、滚珠、拔叉、导向筒、液压杆和液压系统;所述镗杆一端安装所述刀头,所述镗杆另一端为平行导杆,导杆上下两侧分别设置有滚珠槽,每个所述滚珠槽内分别安装有滚珠,所述镗杆中间有第一旋转轴孔,所述旋转轴安装在所述第一旋转轴孔内;所述拔叉为矩形活塞,所述拔叉的一端为平面,与所述液压杆的活塞杆相连。本发明涉及连杆内孔加工技术领域,具体地讲,涉及一种连杆渐变直径内孔加工方法及加工装置。本发明要解决的技术问题是提供一种连杆渐变直径内孔加工方法及加工装置,提供一种能够精准、有效、便捷的加工连杆小头渐变直径内孔的装置和方法。
技术研发人员:孙军,倪培相,葛全慧,林栋,邵诗波,周扬帆
受保护的技术使用者:天润工业技术股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!