一种扭力杆成形装置的制作方法
本发明属于零件成形,公开了一种扭力杆成形装置。
背景技术:
1、某产品包括扭力杆和翼,扭力杆穿过翼的多个孔。产品在受到预紧力的状态下,为一种形态,松开预紧力,产品产生变形,为另一种形态。
2、在产品装配过程中,需将扭力杆依次穿过翼的多个孔,再折弯成一定角度。不同部位所需扭力杆长度及折弯角度不同。为适应产品装配时的不同状态、不同方式的需求,亟需设计一种扭力杆成形装置,能够实现扭力杆不同长度及空间角度精确成形,以提高安装效率。
技术实现思路
1、本申请解决的技术问题是:克服现有技术的不足,提供了一种扭力杆成形装置,该装置结构小巧,根据需求,可实现扭力杆空间不同角度精确成形。
2、本申请提供的技术方案如下:
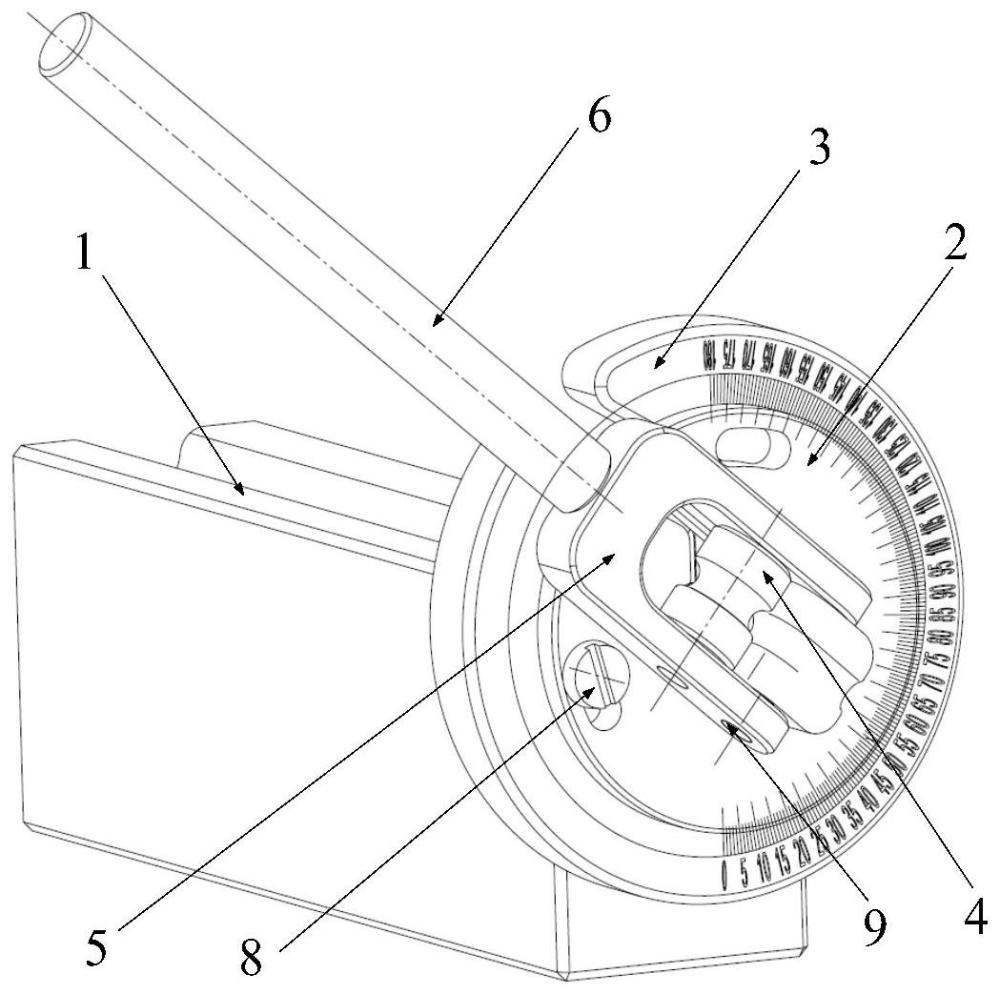
3、一种扭力杆成形装置,包括扭力杆夹头、角度调节装置和折弯装置;扭力杆夹头用于对扭力杆进行定位,扭力杆穿过角度调节装置并穿过折弯装置;角度调节装置连接于扭力杆夹头的一端和折弯装置之间,角度调节装置用于调节折弯装置绕扭力杆夹头内扭力杆轴线转动的角度,以使折弯装置对扭力杆向不同的方向进行折弯。
4、在成形装置的一个可实现方式中,所述角度调节装置包括分度盘和开槽圆柱头螺钉,折弯装置设置有至少两个长圆孔,开槽圆柱头螺钉穿过长圆孔螺纹连接于分度盘,分度盘上刻有角度刻线,折弯装置设置有基准刻线。
5、在成形装置的一个可实现方式中,所述扭力杆夹头的一端设置有连接孔,第一圆柱销固定于连接孔内,分度盘设置有与第一圆柱销配合的固定孔。
6、在成形装置的一个可实现方式中,所述分度盘为圆形结构,分度盘开有l型通槽,l型通槽从分度盘的中心位置开始沿着分度盘的径向方向延伸、然后倾斜延伸至分度盘的边缘,以避开分度盘表面的刻度,l型通槽的两段之间的夹角通常为为90-120℃。
7、在成形装置的一个可实现方式中,所述折弯装置包括角度头、压轮和叉形件,至少两个长圆槽开设于角度头,基准刻线开设于角度头的表面,角度头背离分度盘的一侧设有凸块,凸块上有为扭力杆折弯时导向的u型凹槽,叉形件的一端为u形结构,压轮和凸块均转动连接于u形结构的内侧,压轮和凸块之间用于放置扭力杆。
8、在成形装置的一个可实现方式中,所述折弯装置还包括施力杆,施力杆连接于叉形件远离凸块的一端。
9、在成形装置的一个可实现方式中,所述分度盘朝向折弯装置一侧中心处设有圆柱型凸台,调整角度时,角度头的u型凹槽的内侧面与分度盘的圆柱型凸台的外圆面配合,凸块绕圆柱型凸台轴线旋转。
10、在成形装置的一个可实现方式中,所述角度头开有u型通槽,u型通槽一端位于角度头的中心位置、并沿着角度头的径向方向延伸至角度头的边缘。
11、在成形装置的一个可实现方式中,所述扭力杆夹头的一侧设置有定位槽,定位槽用于对扭力杆定位,定位槽的形状与扭力杆穿过的翼的形状配合。
12、在成形装置的一个可实现方式中,所述扭力杆夹头设置为一个或多个,多个扭力杆夹头分别为不同长度,扭力杆夹头的两端分别设置有圆柱销和连接孔,圆柱销与连接孔配合。
13、综上所述,本申请至少包括以下有益技术效果:
14、本发明通过设计一种扭力杆成形装置,其结构小巧,具有不同长度、不同空间角度扭力杆快速成形的功能。
技术特征:
1.一种扭力杆成形装置,其特征在于:包括扭力杆夹头(1)、角度调节装置和折弯装置;扭力杆夹头(1)用于对扭力杆进行定位,扭力杆穿过角度调节装置并穿过折弯装置;角度调节装置连接于扭力杆夹头(1)的一端和折弯装置之间,角度调节装置用于调节折弯装置绕扭力杆夹头(1)内扭力杆轴线转动的角度,以使折弯装置对扭力杆向不同的方向进行折弯。
2.根据权利要求1所述的一种扭力杆成形装置,其特征在于:所述角度调节装置包括分度盘(3)和开槽圆柱头螺钉(8),折弯装置设置有至少两个长圆孔,开槽圆柱头螺钉(8)穿过长圆孔螺纹连接于分度盘(3),分度盘(3)上刻有角度刻线,折弯装置设置有基准刻线。
3.根据权利要求2所述的一种扭力杆成形装置,其特征在于:所述扭力杆夹头(1)的一端设置有连接孔,第一圆柱销(7)固定于连接孔内,分度盘(3)设置有与第一圆柱销(7)配合的固定孔。
4.根据权利要求2所述的一种扭力杆成形装置,其特征在于:所述分度盘(3)为圆形结构,分度盘开有l型通槽,l型通槽从分度盘的中心位置开始沿着分度盘的径向方向延伸、然后倾斜延伸至分度盘(3)的边缘。
5.根据权利要求2所述的一种扭力杆成形装置,其特征在于:所述折弯装置包括角度头(2)、压轮(4)和叉形件(5),至少两个长圆槽开设于角度头(2),基准刻线开设于角度头(2)的表面,角度头(2)背离分度盘(3)的一侧设有凸块,凸块上有为扭力杆折弯时导向的u型凹槽,叉形件(5)的一端为u形结构,压轮(4)和凸块均转动连接于u形结构的内侧,压轮(4)和凸块之间用于放置扭力杆。
6.根据权利要求5所述的一种扭力杆成形装置,其特征在于:所述折弯装置还包括施力杆(6),施力杆(6)连接于叉形件(5)远离凸块的一端。
7.根据权利要求5所述的一种扭力杆成形装置,其特征在于:所述分度盘(3)朝向折弯装置一侧中心处设有圆柱型凸台,调整角度时,角度头(2)的u型凹槽的内侧面与分度盘(3)的圆柱型凸台的外圆面配合,凸块绕圆柱型凸台轴线旋转。
8.根据权利要求5所述的一种扭力杆成形装置,其特征在于:所述角度头(2)开有u型通槽,u型通槽一端位于角度头(2)的中心位置、并沿着角度头(2)的径向方向延伸至角度头(2)的边缘。
9.根据权利要求1所述的一种扭力杆成形装置,其特征在于:所述扭力杆夹头(1)的一侧设置有定位槽,定位槽用于对扭力杆定位,定位槽的形状与扭力杆穿过的翼的形状配合。
10.根据权利要求1或9所述的一种扭力杆成形装置,其特征在于:所述扭力杆夹头(1)设置为一个或多个,多个扭力杆夹头(1)分别为不同长度;扭力杆夹头(1)的两端分别设置有圆柱销和连接孔,圆柱销与连接孔配合。
技术总结
一种扭力杆成形装置,涉及零件成形领域,包括:扭力杆夹头、角度头、分度盘、压轮、叉形件、施力杆、第一圆柱销、开槽圆柱头螺钉、第二圆柱销。将一对第一圆柱销装入扭力杆夹头中,用第二圆柱销将压轮、叉形件进行连接,将施力杆螺纹部分拧入叉形件螺纹孔中,拧紧后,用第二圆柱销将叉形件与角度头进行连接。将上述连接好的组件通过开槽圆柱头螺钉与分度盘连接,最后将分度盘两个圆孔,与装入扭力杆夹头中第一圆柱销对正并装入。根据扭力杆成形角度需求,通过调节角度头,使角度头刻线对齐分度盘刻度,并通过开槽圆柱头螺钉,将角度头紧固在分度盘上,对施力杆施加压力,带动压轮滚动并压紧扭力杆,实现扭力杆空间角度精确成形。
技术研发人员:秦英,张广超,杨海峰,王辉,苏海
受保护的技术使用者:北京航星机器制造有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!