一种大型雷达俯仰轨道的加工方法及加工工装与流程
本发明涉及轨道加工的,具体涉及一种大型雷达俯仰轨道的加工方法及加工工装。
背景技术:
1、俯仰轨道是雷达天线座主要部件之一,可虚拟俯仰轴,并实现雷达俯仰部分围绕俯仰轴进行运动,从而实现雷达在俯仰角方向扫描,俯仰轨道的圆柱度、粗糙度、各支撑面的同轴等需要满足设计要求。
2、如图1-2所示的一种雷达天线俯仰轨道,其经过粗加工、淬火和精加工等步骤加工而成,粗加工成型后进行淬火,淬火时需对图2所示的五个轨道面进行淬火,之后再经过车削、磨削精加工后得到成品。
3、由于俯仰轨道工件体型大,在淬火时变形量大,导致轨道加工精度难以保证,造成轨道精度容易超差。
技术实现思路
1、基于上述表述,本发明提供了一种大型雷达俯仰轨道的加工方法,以解决俯仰轨道工件体型大,在淬火时变形量大,导致轨道加工精度难以保证,造成轨道精度容易超差的问题。
2、本发明解决上述技术问题的技术方案如下:
3、第一方面,本申请提供一种大型雷达俯仰轨道的加工方法,所采用的技术方案如下:
4、一种大型雷达俯仰轨道的加工方法,包括:
5、粗加工,粗加工轨道毛坯,各内孔、外圆和端面留加工余量,轨道长度方向两端留加工余量;
6、淬火,按照轨道面三、轨道面五、轨道面一和轨道面二、轨道面四的顺序对五个轨道面进行淬火,淬火完成后回火处理,切除轨道长度方向两端加工余量;
7、非轨道面加工,按粗加工的内侧内孔找正中心,按照实测支撑梁外圆尺寸精车与支撑梁配合的内侧内孔及外圆到位;
8、轨道面加工,半精加工各轨道面并留加工余量,精加工各轨道面到位。
9、在上述技术方案的基础上,本发明还可以做如下改进。
10、优选的,在淬火前,在轨道内侧安装支撑工装,所述支撑工装用于限制轨道淬火时的变形,所述支撑工装包括一个横梁和多个纵梁,所述横梁用于连接轨道两端且与轨道中心轴线垂直,所述纵梁与所述横梁垂直且一端与所述横梁连接,多个所述纵梁沿所述横梁长度方向间隔设置,所述纵梁远离所述横梁的一端用于连接轨道且所述纵梁与轨道中心轴线垂直。
11、优选的,所述的半精加工各轨道面并留加工余量包括:
12、按精车到位的内侧内孔找正中心,半精车轨道面一、轨道面二和轨道面三并留加工余量;
13、按半精车的轨道面一重新找正中心,半精车轨道面四和轨道面五并留加工余量。
14、优选的,所述的精加工各轨道面到位包括:
15、精车轨道面一、轨道面四和轨道面五并留磨削加工余量;
16、精磨轨道面一、轨道面四和轨道面五到位;
17、按精磨的轨道面一找正中心,精车轨道面二和轨道面三并留磨削加工余量;
18、精磨轨道面二和轨道面三到位。
19、优选的,所述的精车轨道面一、轨道面四和轨道面五并留磨削加工余量包括:精车轨道面一、轨道面四和轨道面五并留车削加工余量,释放加工应力并检测轨道变形情况,精车轨道面一、轨道面四和轨道面五并留磨削加工余量;
20、所述的精车轨道面二和轨道面三并留磨削加工余量包括:精车轨道面二和轨道面三并留车削加工余量,释放加工应力并检测轨道变形情况,精车轨道面二和轨道面三并留磨削加工余量。
21、优选的,在轨道面加工之前,将支撑梁组装到精车内侧内孔及外圆到位的轨道上。
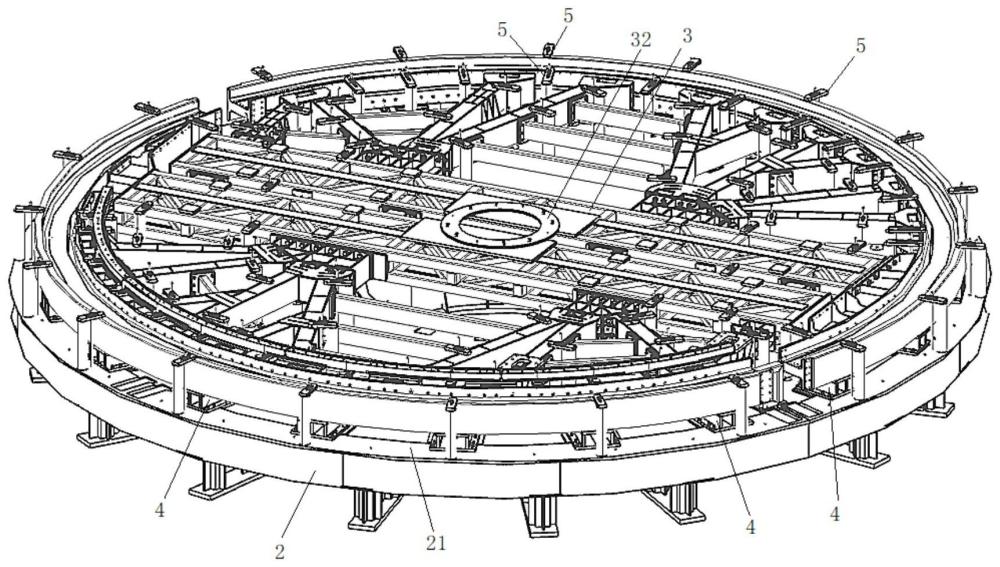
22、优选的,胎具,其设有水平的支撑平面;
23、定位装置,其设于所述支撑平面上,包括支撑架和定位环,所述支撑架固定在所述胎具上并用于与支撑梁连接,所述定位环固定于所述支撑架上且轴线竖直;
24、连接于所述支撑平面上的多个支撑装置,多个所述支撑装置绕所述定位环轴线呈圆周间隔设置,所述支撑装置用于在轨道底部支撑轨道,并在轨道径向上限制轨道移动;
25、压紧组件,其包括连接于所述支撑平面上的多个压紧装置,多个所述压紧装置绕所述定位环轴线呈圆周间隔设置,所述压紧装置用于在轨道上方压紧轨道。
26、优选的,所述支撑装置包括支撑座和定位块,所述支撑座固定在所述胎具上,所述定位块设于所述支撑座顶部,所述定位块顶面为水平的平面,所述定位块靠近所述定位环的一侧面设为与轨道内侧外圆面适配的弧面,所述定位块远离所述定位环的一侧面设为与轨道外侧内孔面适配的弧面。
27、优选的,所述压紧装置包括压板和螺杆,所述螺杆轴线竖直且螺纹装配于所述胎具上,所述压板水平设置并连接于所述螺杆的顶端,所述压板可绕所述螺杆轴线相对所述螺杆转动
28、优选的,所述压紧组件设有两组,一组所述压紧组件用于在轨道内侧压紧轨道,另一组所述压紧组件用于在轨道外侧压紧轨道。
29、与现有技术相比,本申请的技术方案具有以下有益技术效果:
30、1、本申请的加工方法,通过在轨道长度方向两端留加工余量进行淬火,在淬火后切除两端加工余量,可保证淬火后轨道全长无软带,在淬火时,按照轨道面三、轨道面五、轨道面一和轨道面二、轨道面四的顺序对五个轨道面进行淬火,轨道面三和轨道面五对称,轨道面二和轨道面四对称,对称的两个轨道面依此进行淬火处理,可有效的抵消轨道淬火过程中的变形,降低轨道淬火时的变形量,提高轨道的加工精度;
31、2、本申请的加工方法,在精加工轨道的轨道面时,两次精车轨道面的之间松开轨道以释放轨道的加工应力,并检测轨道的变形情况,可降低轨道车削加工时的变形量,并在变形过大时根据情况及时进行调整,从而确保轨道的加工精度;
32、3、本申请通过加工工装的设置,加工工装安装在立车工作台上可随工作台转动,在对轨道进行精加工和半径加工时,通过支撑装置对轨道进行支撑,通过定位装置中的定位环作为基准中心,方便对轨道进行找正,提高轨道的定位精度,并在找正后通过支撑架和轨道上的支撑梁连接,以及通过压紧组件中的多个压紧装置将轨道压紧在支撑装置上,提高轨道的定位稳定性,提高轨道在加工过程中的稳定性,从而保证轨道的加工精度。
技术特征:
1.一种大型雷达俯仰轨道的加工方法,其特征在于,包括:
2.根据权利要求1所述的大型雷达俯仰轨道的加工方法,其特征在于:在淬火前,在轨道内侧安装支撑工装(1),所述支撑工装(1)用于限制轨道淬火时的变形,所述支撑工装(1)包括一个横梁(11)和多个纵梁(12),所述横梁(11)用于连接轨道两端且与轨道中心轴线垂直,所述纵梁(12)与所述横梁(11)垂直且一端与所述横梁(11)连接,多个所述纵梁(12)沿所述横梁(11)长度方向间隔设置,所述纵梁(12)远离所述横梁(11)的一端用于连接轨道且所述纵梁(12)与轨道中心轴线垂直。
3.根据权利要求1所述的大型雷达俯仰轨道的加工方法,其特征在于,所述的半精加工各轨道面并留加工余量包括:
4.根据权利要求3所述的大型雷达俯仰轨道的加工方法,其特征在于,所述的精加工各轨道面到位包括:
5.根据权利要求4所述的大型雷达俯仰轨道的加工方法,其特征在于,所述的精车轨道面一、轨道面四和轨道面五并留磨削加工余量包括:精车轨道面一、轨道面四和轨道面五并留车削加工余量,释放加工应力并检测轨道变形情况,精车轨道面一、轨道面四和轨道面五并留磨削加工余量;
6.根据权利要求1所述的大型雷达俯仰轨道的加工方法,其特征在于:在轨道面加工之前,将支撑梁组装到精车内侧内孔及外圆到位的轨道上。
7.一种大型雷达俯仰轨道的加工工装,其特征在于,包括:
8.根据权利要求7所述的大型雷达俯仰轨道的加工工装,其特征在于:所述支撑装置(4)包括支撑座(41)和定位块(42),所述支撑座(41)固定在所述胎具(2)上,所述定位块(42)设于所述支撑座(41)顶部,所述定位块(42)顶面为水平的平面,所述定位块(42)靠近所述定位环(32)的一侧面设为与轨道内侧外圆面适配的弧面,所述定位块(42)远离所述定位环(32)的一侧面设为与轨道外侧内孔面适配的弧面。
9.根据权利要求7所述的大型雷达俯仰轨道的加工工装,其特征在于:所述压紧装置(5)包括压板和螺杆,所述螺杆轴线竖直且螺纹装配于所述胎具(2)上,所述压板水平设置并连接于所述螺杆的顶端,所述压板可绕所述螺杆轴线相对所述螺杆转动。
10.根据权利要求7所述的大型雷达俯仰轨道的加工工装,其特征在于:所述压紧组件设有两组,一组所述压紧组件用于在轨道内侧压紧轨道,另一组所述压紧组件用于在轨道外侧压紧轨道。
技术总结
本发明涉及一种大型雷达俯仰轨道的加工方法及加工工装,方法包括:粗加工,粗加工轨道毛坯,各内孔、外圆和端面留加工余量,轨道长度方向两端留加工余量;淬火,按照轨道面三、轨道面五、轨道面一和轨道面二、轨道面四的顺序对五个轨道面进行淬火,淬火完成后回火处理,切除轨道长度方向两端加工余量;非轨道面加工,按粗加工的内侧内孔找正中心,按照实测支撑梁外圆尺寸精车与支撑梁配合的内侧内孔及外圆到位;轨道面加工,半精加工各轨道面并留加工余量,精加工各轨道面到位。本申请在轨道两端留加工余量保证淬火后全长无软带,对称的两个轨道面依此淬火,抵消轨道淬火过程中的变形,降低轨道淬火时的变形量,提高轨道的加工精度。
技术研发人员:熊操,周荣田,谢晶,江水,何捷,周晖,郑小舟,周鹏,程明
受保护的技术使用者:武汉善福重型机床有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!