冲压模具、机床及冲孔方法与流程
本申请涉及冲压模具,具体涉及一种冲压模具、机床及冲孔方法。
背景技术:
1、冲压是利用安装在冲压设备上的冲压模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。相关技术中的冲压模具只能实现对零件在同一副模具冲孔或不冲孔两种状态,无法实现用同一副模具选冲三种不同的零件状态,需要增加模具才能实现。
技术实现思路
1、有鉴于此,本申请实施例期望提供一种冲压模、机床具及冲孔方法,以实现用同一副模具选冲三种不同的零件状态。
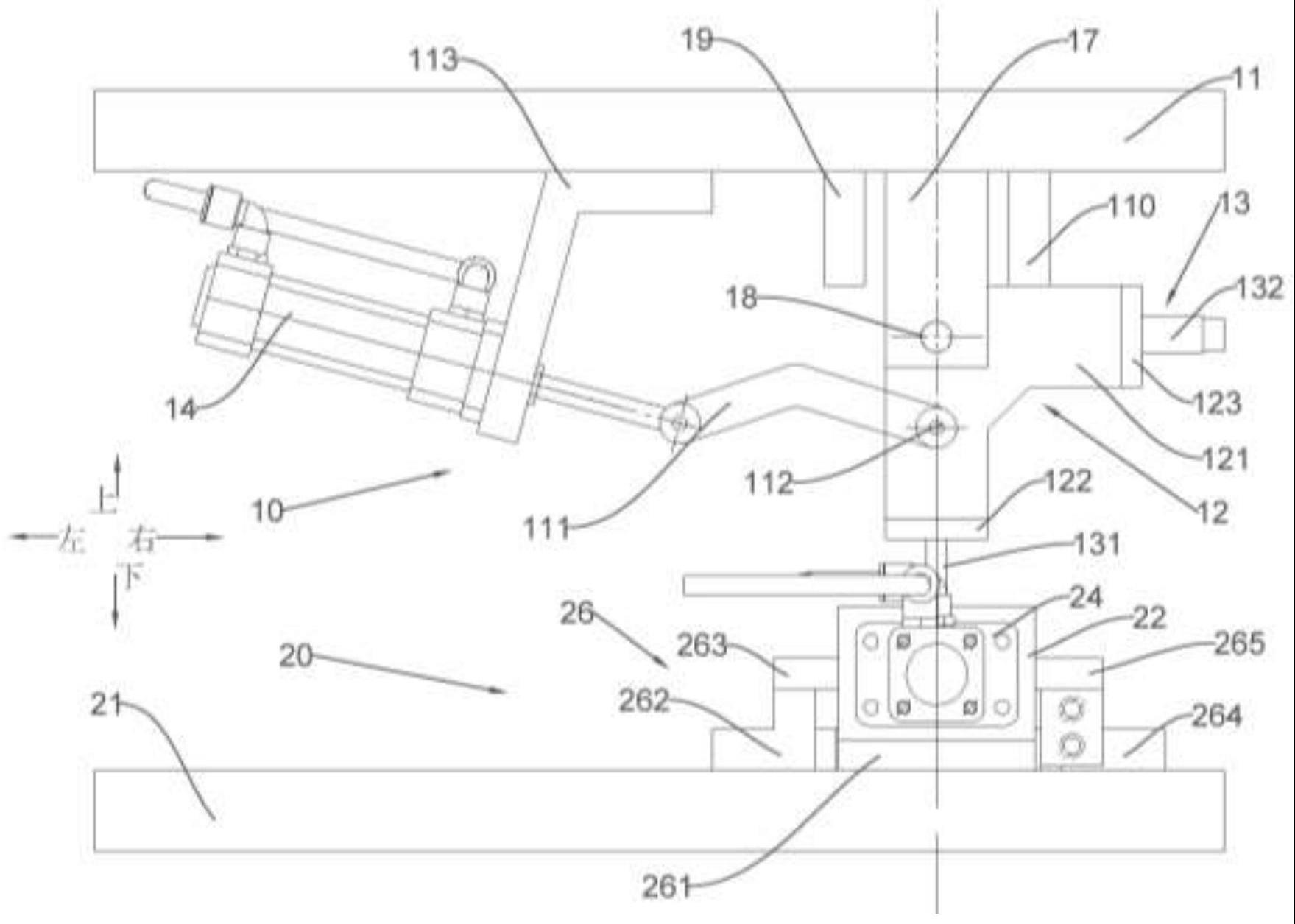
2、为达到上述目的,本申请实施例的第一方面提供一种冲压模具,包括能够打开与闭合的上模和下模,所述上模包括上底座、旋转冲头座、冲头以及第一驱动件。所述旋转冲头座与所述上底座可转动连接;冲头包括第一冲头和第二冲头,所述第一冲头和所述第二冲头分别与所述旋转冲头座连接,能够相对于所述旋转冲头座伸出或缩回;所述第一驱动件固定于所述上底座,与所述旋转冲头座驱动连接,以使所述第一冲头和所述第二冲头择一地处于冲压位置。所述下模包括下底座、下模本体、凹模以及第二驱动件。所述下模本体具有两个沉台通孔,与所述下底座可移动连接;所述凹模包括第一凹模和第二凹模,所述第一凹模和所述第二凹模分别设置于两个所述沉台通孔中;所述第二驱动件固定于所述下底座,与所述下模本体驱动连接,以使所述第一凹模和所述第二凹模择一地处于冲压位置。
3、进一步地,所述旋转冲头座具有限位槽和第一通孔,所述上模还包括抵接件、弹性件和冲头固定座。所述冲头固定座固定于所述上底座,所述冲头固定座包括座体和连接在所述座体上的两固定臂,两所述固定臂之间形成容纳槽,两所述固定臂上均具有第二通孔,所述座体上具有第三通孔,所述容纳槽容纳所述旋转冲头座的部分,所述抵接件和所述弹性件位于所述第三通孔内,以使所述抵接件能够抵接所述限位槽;所述第一旋转轴穿设于所述第一通孔和所述第二通孔,以使所述旋转冲头座与所述冲头固定座可转动连接。
4、进一步地,所述限位槽包括形成为凸弧的滑动段和形成为凹弧的两限位段,两所述限位段分别平滑连接在所述滑动段的两侧,以分别对应所述第一冲头和所述第二冲头;所述抵接件能够与所述限位槽滑动抵接,以使所述第一冲头或所述第二冲头处于冲压位置时,所述抵接件能够对所述旋转冲头座抵接限位。
5、进一步地,所述第三通孔包括连通的第一孔道和第二孔道,所述第一孔道的孔径大于所述第二孔道的孔径;所述抵接件为球体,所述弹性件为螺旋弹簧,所述球体与所述螺旋弹簧固定连接,所述螺旋弹簧位于所述第一孔道内,所述球体至少部分可以从所述第二孔道露出;和/或,所述座体上具有安装孔和定位孔,所述安装孔用于将所述座体底座安装于所述上底座上;所述上底座上具有与所述定位孔适配的定位柱。
6、进一步地,所述第一旋转轴与所述第一通孔过盈配合,所述第一旋转轴与所述第二通孔间隙配合。
7、进一步地,所述上模还包括均与所述上底座固定连接的第一限位件和第二限位件,位于所述旋转冲头座旋转运动方向的两端,分别用于对所述旋转冲头座的旋转行程进行限位,以使所述第一冲头或所述第二冲头处于冲压位置。
8、进一步地,所述上模还包括连杆机构和第二旋转轴,所述第一驱动件与所述连杆机构的一端转动连接,所述连杆机构的另一端通过所述第二旋转轴与所述旋转冲头座转动连接。
9、进一步地,所述旋转冲头座包括旋转座、第一固定板和第二固定板,所述旋转座与所述冲头固定座转动连接,所述第一冲头通过所述第一固定板与所述旋转座连接,所述第二冲头通过所述第二固定板与所述旋转座连接,所述第一固定板和所述第二固定板均具有用于连接气压源的驱动腔。
10、进一步地,所述下模还包括限位组件。所述限位组件与所述下底座固定连接,用于限制所述第二驱动件驱动所述下模本体的位移,以使所述第一冲头对应所述第一凹模,或者使所述第二冲头对应所述第二凹模。
11、进一步地,所述限位组件包括第一限位块与第二限位块。所述第一限位块固定于所述下底座,限制所述下模本体的位移,以使所述下模本体位移停止后所述第二冲头对准所述第二凹模;所述第二限位块固定于所述下底座,限制所述下模本体的位移,以使所述下模本体位移停止后所述第一冲孔对准所述第一凹模。
12、进一步地,所述下模还包括导向组件。所述导向组件与所述下底座固定连接,用于对所述第二驱动件驱动所述下模本体的位移进行导向。
13、进一步地,所述下模本体具有沿两侧底部凸出的侧缘,所述导向组件包括滑动板、第一侧导板、第一压板、第二侧导板以及第二压板。所述滑动板设置在所述下底座上,所述下模本体沿所述滑动板滑动;所述第一侧导板设置在所述下底座上,限制所述下模本体向第一侧移动;所述第一压板设置于所述第一侧导板上方,盖设在所述下模本体第一侧的侧缘上;所述第二侧导板设置在所述下底座上,限制所述下模本体向第二侧移动;所述第二压板设置于所述第二侧导板上方,盖设在所述下模本体第二侧的侧缘上。
14、进一步地,所述第一驱动件和所述第二驱动件均为气缸,所述第一驱动件和所述第二驱动件通过气管并联,所述第一驱动件和所述第二驱动件共用一个气管接头。
15、本申请实施例的第二方面还提供一种机床,包括上述任意一项所述的冲压模具。
16、本申请实施例的第三方面还提供一种冲孔方法,利用上述任意一项所述的冲压模具,包括三种工作模式,分别为:
17、第一工作模式:在冲压模具打开状态下,使所述第一冲头和所述第二冲头均收缩到非工作状态,冲压模具闭合后能够生产出状态一和状态二均无孔的零件;
18、第二工作模式:在冲压模具打开状态下,使所述第一冲头伸长到工作状态;所述第一驱动件驱动所述旋转冲头座旋转,使所述第一冲头处于工作状态;所述第二驱动件驱动所述下模本体移动,使所述第一凹模处于工作状态;冲压模具闭合后能够生产出状态一有孔、状态二无孔的零件;
19、第三工作模式:在冲压模具打开状态下,使所述第二冲头伸长到工作状态;所述第二驱动件驱动所述旋转冲头座旋转,使所述第二冲头处于工作状态;所述第一驱动件驱动所述下模本体移动,所述第二凹模处于工作状态;冲压模具闭合后能够生产出状态一无孔、状态二有孔的零件。
20、本申请实施例提供的冲压模具、机床及冲孔方法,通过第一驱动件驱动旋转冲头座旋转,切换冲头的工作位置,使第一冲头和第二冲头择一地处于冲压位置;通过第二驱动件驱动下模本体移动,切换凹模的工作位置,使得第一凹模和第二凹模择一地处于冲压位置;可以实现无冲孔、状态一有孔或状态二有孔的三种零件状态。解决了同一零件同一位置实现三种状态冲孔至少需求两副以上模具的难题,节约了模具制造成本及生产成本。
技术特征:
1.一种冲压模具,包括能够打开与闭合的上模和下模,其特征在于,所述上模包括:
2.根据权利要求1所述的冲压模具,其特征在于,所述旋转冲头座具有限位槽和第一通孔,所述上模还包括:
3.根据权利要求2所述的冲压模具,其特征在于,所述限位槽包括形成为凸弧的滑动段和形成为凹弧的两限位段,两所述限位段分别平滑连接在所述滑动段的两侧,以分别对应所述第一冲头和所述第二冲头;
4.根据权利要求2所述的冲压模具,其特征在于,所述第三通孔包括连通的第一孔道和第二孔道,所述第一孔道的孔径大于所述第二孔道的孔径;所述抵接件为球体,所述弹性件为螺旋弹簧,所述球体与所述螺旋弹簧固定连接,所述螺旋弹簧位于所述第一孔道内,所述球体至少部分可以从所述第二孔道露出;和/或,
5.根据权利要求3所述的冲压模具,其特征在于,所述第一旋转轴与所述第一通孔过盈配合,所述第一旋转轴与所述第二通孔间隙配合。
6.根据权利要求1所述的冲压模具,其特征在于,所述上模还包括均与所述上底座固定连接的第一限位件和第二限位件,位于所述旋转冲头座旋转运动方向的两端,分别用于对所述旋转冲头座的旋转行程进行限位,以使所述第一冲头或所述第二冲头处于冲压位置。
7.根据权利要求1所述的冲压模具,其特征在于,所述上模还包括连杆机构和第二旋转轴,所述第一驱动件与所述连杆机构的一端转动连接,所述连杆机构的另一端通过所述第二旋转轴与所述旋转冲头座转动连接。
8.根据权利要求1所述的冲压模具,其特征在于,所述旋转冲头座包括旋转座、第一固定板和第二固定板,所述旋转座与所述冲头固定座转动连接,所述第一冲头通过所述第一固定板与所述旋转座连接,所述第二冲头通过所述第二固定板与所述旋转座连接,所述第一固定板和所述第二固定板均具有用于连接气压源的驱动腔。
9.根据权利要求1所述的冲压模具,其特征在于,所述下模还包括:
10.根据权利要求9所述的冲压模具,其特征在于,所述限位组件包括:
11.根据权利要求1所述的冲压模具,其特征在于,所述下模还包括:
12.根据权利要求11所述的冲压模具,其特征在于,所述下模本体具有沿两侧底部凸出的侧缘,所述导向组件包括:
13.根据权利要求1所述的冲压模具,其特征在于,所述第一驱动件和所述第二驱动件均为气缸,所述第一驱动件和所述第二驱动件通过气管并联,所述第一驱动件和所述第二驱动件共用一个气管接头。
14.一种机床,其特征在于,包括权利要求1~13任意一项所述的冲压模具。
15.一种冲孔方法,其特征在于,应用于权利要求1~13任意一项所述的冲压模具,所述冲孔方法包括三种工作模式,分别为:
技术总结
本申请实施例公开了一种冲压模具、机床及冲孔方法,冲压模具包括能够打开与闭合的上模和下模。上模包括上底座、旋转冲头座、冲头以及第一驱动件。旋转冲头座与上底座可转动连接。冲头包括第一冲头和第二冲头,第一驱动件与旋转冲头座驱动连接,以使第一冲头和第二冲头择一地处于冲压位置。下模包括下底座、下模本体、凹模以及第二驱动件。下模本体与下底座可移动连接。凹模包括第一凹模和第二凹模。第二驱动件与下模本体驱动连接,以使第一凹模和第二凹模择一地处于冲压位置。通过切换冲头的工作位和切换凹模的工作位,能够对零件在同一位置上用同一副模具选冲不同大小或形状的孔,实现三种零件状态的选冲功能,节约了生产成本。
技术研发人员:雍维,张光宇
受保护的技术使用者:重庆长安汽车股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!