一种U型截面衬垫无余量弯曲的冲压成形工具及方法与流程
本发明涉及钣金塑性加工的结构设计和应用,特别提供了一种u型截面衬垫无余量弯曲的冲压成形工具及方法。
背景技术:
1、某型航空发动机常用的u型截面高温合金衬垫零件为0.25mm厚度窄长条弧形零件,衬垫零件作用于发动机内部,用于卡紧机匣与转子外环块箱防止脱落,在该部位起调整间隙和紧固的作用。
2、衬垫零件工艺原采用弯曲l形截面后,后续u形弯曲等余量去除工作依靠手工操作完成,总体工艺路线为下块形料-拉伸成形-钳工弯曲-钳工去除余量。通过工艺路线看出,衬垫零件仅一序成形依靠工装模具,其余成形及去余量工作依靠手工操作,手工操作量近乎占比整个零件加工周期的80%,工艺指导性不强、工艺路线不完善直接导致了零件加工效率降低,零件一致性差,成品合格率低,产品质量不可控,零件对操作手法依赖性强,手工成形后内部弯曲r大产生装配干涉等问题,因此该类零件现有的加工方式不能满足航空发动机对零件高质高效的生产加工需求。
3、综上,u型截面高温合金衬垫零件一直是制约现场生产的瓶颈零件,现急需一种可以满足现场实际生产需求的u型截面衬垫无余量弯曲的冲压成形工具及方法。
技术实现思路
1、本发明的目的是提供一种u型截面衬垫无余量弯曲的冲压成形工具及方法。基于液压设备,以机械代替手工,采用有效的模具结构进行逐序成形,有效保证了零件内角转接r及零件截面尺寸精度,提升了加工效率,稳定了产品质量。
2、所述u型截面衬垫无余量弯曲的冲压成形工具包括l形弯曲成形模具、u形弯曲成形模具、u形内弯校形模具和钝角弯曲成形模具;其中,
3、所述l形弯曲成形模具包括模架、圆柱销、螺钉、第一下垫板、第一凹模、第一凸模、第一上固定板、第一上垫板、第一顶出器、弹性体、第一小定位板和第一大定位;所述第一凹模通过第一下垫板连接在模架上侧,第一凸模通过第一上固定板、第一上垫板连接在模架下侧,第一顶出器通过弹性体连接并限位在模架上侧和第一凹模下侧,第一小定位板通过圆柱销和螺钉连接在第一顶出器上侧,通过圆柱销和螺钉能够调节间距与压紧;第一大定位板通过圆柱销和螺钉连接在第一凹模上侧,通过圆柱销和螺钉能够调节间距与压紧。
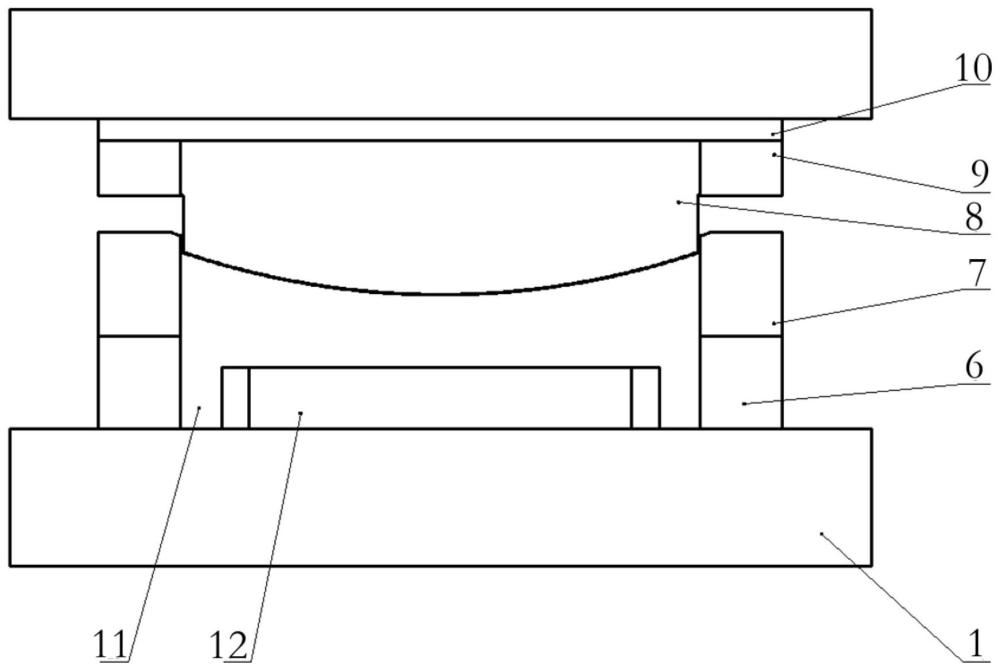
4、所述u形弯曲成形模具包括模架、第一下模、第一上模、第一压板、导柱和第一弹簧;所述第一下模连接在模架上侧;第一上模连接在模架下侧,第一压板通过导柱和第一弹簧连接在第一下模前侧,第一压板和第一下模通过螺栓压紧。
5、所述u形内弯校形模具包括模架、第二下垫板、第二凹模、第二凸模、第二上固定板和第二顶出器;所述第二凹模通过第二下垫板连接在模架上侧,第二凸模通过第二上固定板连接在模架下侧,第二顶出器连接并限位在模架上侧和第二凹模下侧;
6、所述钝角弯曲成形模具包括模架、第二下模、第二上模、第二压板和第二弹簧;所述第二下模在模架上侧,第二上模连接在模架下侧,第二压板通过第二弹簧连接并支撑在第二下模前侧,并通过螺钉压紧。
7、优选的,所述u形内弯校形模具还包括:第二上垫板、第二小定位板和第二大定位板;所述第二上垫板位于第二凹模和模架之间,第二小定位板和第二大定位板;第二小定位板和第二大定位板连接在第二凹模上侧,
8、优选的,所述u型截面衬垫无余量弯曲的冲压成形方法具体步骤如下:
9、步骤一:毛坯下料;
10、采用平面激光切割设备将高温合金薄板长端的直边切割为斜边,毛料底侧两点连接成线与毛料缺口两点连接成线所成高度差为1.0~1.5mm,形成衬垫毛料;零件为薄壁钣金成形件,首先需要进行展开毛料的制备,毛坯下料方式采用激光切割进行。
11、步骤二:l形弯曲成形;
12、将l形弯曲成形模具安装于液压设备上并紧固,开模,将步骤一中切割后的衬垫毛料放置于第一顶出器上,并且卡于第一小定位板和第一大定位板之间,合模后开模,完成l形弯曲成形,取出l形半成品件;
13、步骤三:u形弯曲成形;
14、将u形弯曲成形模具安装于液压设备上并紧固,开模,将l形半成品件放置于第一下模4弧面上,利用第一压板和螺栓进行压实靠紧,合模后开模,松开第一压板和螺栓,完成u形弯曲成形,取下u形半成品件;
15、步骤四:u形内弯校形;
16、将u形内弯校形模具安装于液压设备上并紧固,开模,将u形半成品件套于第二凸模21上,合模后开模,完成u形内弯校形,取出u形内弯校形件;
17、步骤五:局部钝角弯曲成形
18、将钝角弯曲成形模具安装于液压设备上并紧固,开模,将u形内弯校形件套于第二下模弧面上,利用第二压板和螺栓进行压实,合模后开模,松开第二压板和螺栓,完成u型截面衬垫无余量弯曲的冲压成形。
19、所述u型截面衬垫无余量弯曲的冲压成形工具及方法,精准展料,应用液压设备结合针对特定工序设计的成形模具进行零件无余量弯曲成形,有效解决了零件内角转接r过大及零件大量手工操作导致的产品质量不稳定问题,释放了一定的生产劳动力,提高了生产效率,稳定了产品加工质量,可应用推广于发动机相似高温合金衬垫零件的研制生产。
技术特征:
1.一种u型截面衬垫无余量弯曲的冲压成形工具,其特征在于:所述u型截面衬垫无余量弯曲的冲压成形工具包括l形弯曲成形模具、u形弯曲成形模具、u形内弯校形模具和钝角弯曲成形模具;其中,
2.如权利要求1所述一种u型截面衬垫无余量弯曲的冲压成形工具,其特征在于:所述u形内弯校形模具还包括:第二上垫板(23)、第二小定位板(25)和第二大定位板(26);所述第二上垫板(23)位于第二凹模(20)和模架(1)之间,第二小定位板(25)和第二大定位板(26)连接在第二凹模(20)上侧。
3.一种u型截面衬垫无余量弯曲的冲压成形方法,其特征在于:所述u型截面衬垫无余量弯曲的冲压成形方法具体步骤如下:
技术总结
本发明公开了一种U型截面衬垫无余量弯曲的冲压成形工具及方法,涉及钣金塑性加工的结构设计和应用技术领域,所述U型截面衬垫无余量弯曲的冲压成形工具包括L形弯曲成形模具、U形弯曲成形模具、U形内弯校形模具和钝角弯曲成形模具,所述U型截面衬垫无余量弯曲的冲压成形工具及方法,精准展料,应用液压设备结合针对特定工序设计的成形模具进行零件无余量弯曲成形,有效解决了零件内角转接R过大及零件大量手工操作导致的产品质量不稳定问题,释放了一定的生产劳动力,提高了生产效率,稳定了产品加工质量,可应用推广于发动机相似高温合金衬垫零件的研制生产。
技术研发人员:王丹,孙颖,罗金鑫,郭宇,孙培秋
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!