提高航空发动机用3J78合金波形弹簧成形准确性的制造方法与流程
本发明属于航空发动机零部件制造,特别是涉及一种提高航空发动机用3j78合金波形弹簧成形准确性的制造方法。
背景技术:
1、在精密合金领域,3j78合金是一种以cr-w-co-ti-al多元素复合强化的精密合金,其主要应用于包括波形弹簧在内的各类弹性零件,主要特点在于变形抗力大,同时又具有高强度、高塑性及高韧性的特点,其抗拉强度可达1600mpa以上,并且可保持18%的延伸率。
2、针对航空发动机用3j78合金波形弹簧来说,其一般是由带材在机床上用模具冲压制造而成,属于在沿圆周方向具有多组正弦曲线的弹性元件,3j78合金波形弹簧在航空发动机上主要用于传动系统,与石墨环协同配合起到密封作用。
3、目前,3j78合金波形弹簧主要通过“模具成形冲切+时效热处理定型”的工艺路线进行制造,其与其它钣金类零件相比,具有尺寸精度高、型面复杂、热处理后易变形等特点。
4、然而,采用现有的制造方法时,3j78合金波形弹簧因型面复杂,在模具装夹并热处理后存在成形准确性较差的问题,进而导致零件的产品合格率较低。
技术实现思路
1、针对现有技术存在的问题,本发明提供一种提高航空发动机用3j78合金波形弹簧成形准确性的制造方法,改进了“模具成形冲切+时效热处理定型”的工艺路线,能够有效避免零件在时效热处理过程中发生错位现象,提高零件成形准确性,进而提高零件的产品合格率。
2、为了实现上述目的,本发明采用如下技术方案:一种提高航空发动机用3j78合金波形弹簧成形准确性的制造方法,包括如下步骤:
3、步骤一:准备3j78合金方料一块,方料由3j78合金带材裁剪而成;
4、步骤二:准备成形冲切模具一套;
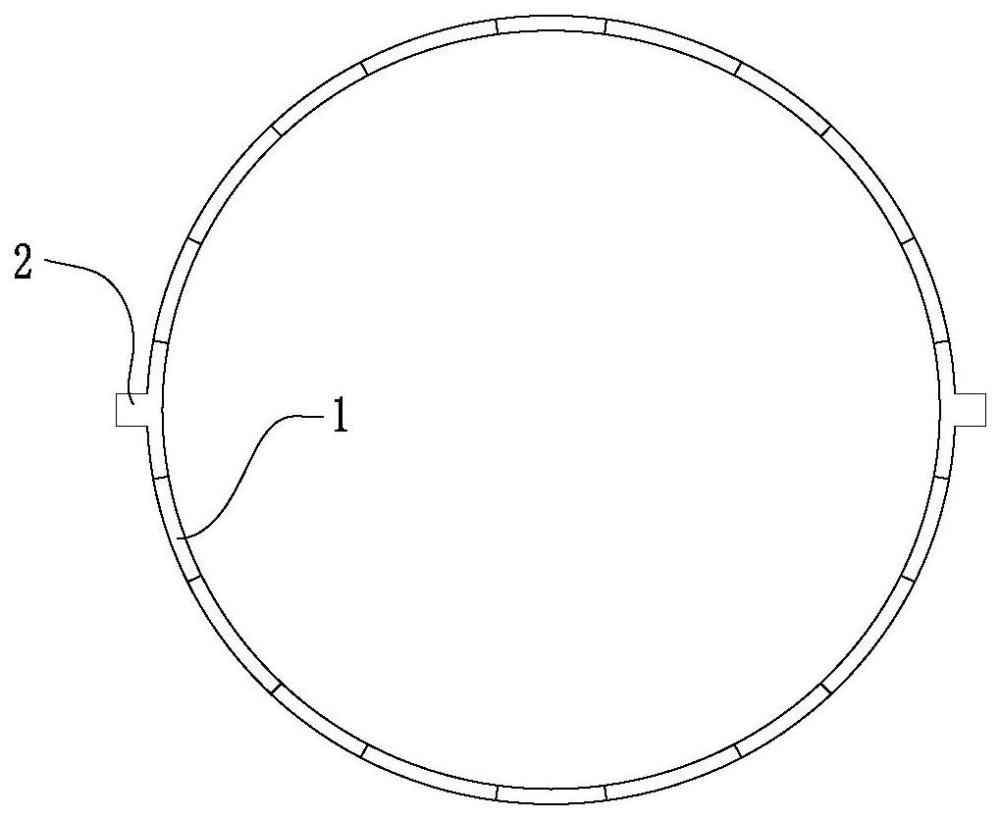
5、步骤三:将3j78合金方料放置到成形冲切模具的凹模与凸模型面之间,利用成形冲切模具将3j78合金方料加工成波形圆环料,在加工好的波形圆环料的外侧边沿上分布有两处定位舌片;
6、步骤四:准备时效热处理工装一套,在时效热处理工装的凹模边沿处增设定位挡销,定位挡销两个为一组且共设置有两组,每组内的两个定位挡销的间距与波形圆环料上的定位舌片的宽度相等,并且两组定位挡销与波形圆环料上的两个定位舌片的位置一一对应;
7、步骤五:将波形圆环料放置到时效热处理工装的凹模型面上,同时使波形圆环料上的定位舌片位于对应位置处的两个定位挡销之间,此时波形圆环料的型面与时效热处理工装的凹模型面完全贴合,同时通过定位挡销与定位舌片配合防止波形圆环料在后续时效热处理时发生错位;
8、步骤六:将时效热处理工装的凸模与时效热处理工装的凹模进行合模,使波形圆环料夹紧在时效热处理工装内;
9、步骤七:将装夹有波形圆环料的时效热处理工装送入真空热处理炉中,按照预设的热处理参数对波形圆环料进行时效热处理;
10、步骤八:当波形圆环料完成时效热处理后,将波形圆环料从时效热处理工装中移出,通过修磨方式将波形圆环料上的两处定位舌片去除,且去除了定位舌片的波形圆环料则成为波形弹簧成品件。
11、本发明的有益效果:
12、本发明的提高航空发动机用3j78合金波形弹簧成形准确性的制造方法,改进了“模具成形冲切+时效热处理定型”的工艺路线,能够有效避免零件在时效热处理过程中发生错位现象,提高零件成形准确性,进而提高零件的产品合格率。
技术特征:
1.一种提高航空发动机用3j78合金波形弹簧成形准确性的制造方法,其特征在于包括如下步骤:
技术总结
一种提高航空发动机用3J78合金波形弹簧成形准确性的制造方法,步骤为:准备一块3J78合金方料和一套成形冲切模具;利用成形冲切模具将方料加工为波形圆环料,在波形圆环料外侧边沿上分布有两处定位舌片;准备一套时效热处理工装,在工装凹模边沿处增设定位挡销,挡销两个为一组且共设两组,每组内的两个定位挡销间距与定位舌片宽度相等且位置一一对应;将波形圆环料放到时效热处理工装凹模型面上,使定位舌片位于两个定位挡销之间,波形圆环料型面与工装凹模型面完全贴合;工装合模,实现波形圆环料夹紧固定;将工装送入真空热处理炉中,对波形圆环料进行时效热处理;将完成热处理的波形圆环料移出工装,修磨去除定位舌片,完成波形弹簧成品件加工。
技术研发人员:娄号南,吴蓉昆,罗金鑫,曹一超,宋金贵
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!