一种不锈钢燃气管件自动焊接装置的制作方法
本发明属于燃气管,具体的说是一种不锈钢燃气管件自动焊接装置。
背景技术:
1、燃气管是一种用于输送可燃气体的专用管道,不仅要具有较强的气密性,而且还要具有一定的可弯曲性能,传统的燃气管是采用橡胶材料制作的软管,然而橡胶软管有易脱落、老化、虫咬等缺陷,从而导致其使用寿命较短,因此市场上出现了取代橡胶软管的金属燃气管。
2、燃气管件在安装过程中需要对其进行焊接,焊接设备是指实现焊接工艺所需要的装备。焊接设备包括焊机、焊接工艺装备和焊接辅助器具,目前在对燃气管件进行焊接时一般是手动焊接。
3、在手动对燃气管件进行焊接过程中,一般是先将燃气管件置于工作台上,使燃气管件的两个端面对齐,之后再对两个燃气管件的对接处进行焊接处理,由于燃气管件是直接置于工作台上,部分管件的端面会被工作台遮挡,所以在进行焊接时,难以全方位的对两个燃气管件的对接处进行焊接处理,影响了后续燃气管件的使用。
4、为此,本发明提供一种不锈钢燃气管件自动焊接装置。
技术实现思路
1、为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
2、本发明解决其技术问题所采用的技术方案是:本发明所述的一种不锈钢燃气管件自动焊接装置,包括工作台,所述工作台的上方转动连接有齿轮组,所述齿轮组由两个齿轮构成,其中一个齿轮与电机输出端连接,电机安装在工作台内,所述齿轮组内的两个齿轮均啮合有齿环,所述齿环内设置有调节机构,调节机构用以对两个燃气管件进行固定,所述工作台靠近两个燃气管件连接处一侧设置有焊丝,所述焊丝一侧设置有遮挡机构,遮挡机构用以对燃气管件在焊接过程中产生的弧光以及有害粉尘进行遮挡,两个所述齿环内均设置有放置弧板;在对不锈钢燃气管件进行焊接时,先将两个燃气管件置于放置弧板上方,使两个燃气管件的端部进行对齐,而且将焊丝的焊接点置于两个燃气管件的对接处,之后通过焊丝将燃气管件连接处进行焊接处理,在焊接过程中,通过电机带动齿轮组中的两个齿轮转动,齿轮带动齿环转动,齿环带动调节机构以及两个燃气管件转动,使两个燃气管件与焊丝的焊接点改变,进而能将燃气管件的对接部位进行全方位的焊接处理,同时通过遮挡机构,可以将焊丝过程中产生的弧光以及有害粉尘进行遮挡。
3、优选的,所述调节机构包括固接在齿环内壁的矩形架,所述矩形架内固接有电动推杆,所述电动推杆的伸缩端固接有收紧弧板,所述收紧弧板的形状为圆弧形,所述收紧弧板的材质为弹性不锈钢;当两个燃气管件置于放置弧板上方时,且两个端部对齐时,再通过控制电动推杆移动,电动推杆的伸缩端带动收紧弧板向靠近燃气管件的外表面一侧移动,使收紧弧板压紧在燃气管件的外表面,之后在上侧收紧弧板以及上侧的放置弧板限位下,能对两个燃气管件进行固定处理,如此能方便后续齿环带动矩形架、电动推杆、收紧弧板以及放置弧板转动,从而方便焊丝对燃气管件对接处全方位的焊接处理。
4、优选的,所述齿环的内壁固接有支撑架,所述支撑架的内部固接有电动顶杆,所述放置弧板安装在电动顶杆的伸缩端,所述放置弧板的材质为弹性不锈钢;工作时,当两个燃气管件置于放置弧板上方时,若两个燃气管件的端面没对齐,即两个燃气管件未处于同一轴线上,此时通过控制其中一个齿环内的电动顶杆,电动顶杆的伸缩端带动放置弧板向上或向下移动,使放置弧板带动其中一个燃气管件移动,使其中一个燃气管件的端面逐渐与另一燃气管件的端面完全贴合对接,随后便可对两个燃气管件的对接处进行焊接处理,如此设计,解决了现有技术中需要工作人员将两个燃气管件的端面进行手动调节的问题,而且能使用不同直径大小的燃气管件,提高了本焊接装置的实用性。
5、优选的,单个所述齿环内支撑架的数量为两个,且相对于燃气管件呈对称设置,所述放置弧板的内壁设置有摩擦纹,两个放置弧板呈相互分离式设计;由于支撑架设置两个,即放置弧板也设置两个,放置弧板置于燃气管件下方的两侧,两个放置弧板呈相互分离式设计,如此设置,能方便放置弧板对不同类型燃气管件的调节。
6、优选的,单个所述齿环内支撑架的数量为两个,且相对于燃气管件呈对称设置,所述放置弧板的内壁设置有摩擦纹,两个放置弧板呈相互分离式设计;由于支撑架设置两个,即放置弧板也设置两个,放置弧板置于燃气管件下方的两侧,两个放置弧板呈相互分离式设计,如此设置,能方便放置弧板对不同类型燃气管件的调节。
7、优选的,每个所述调节架的端面均开设有滑槽,所述滑槽内固接有电动调节杆,所述电动调节杆的伸缩端与遮挡板的侧壁连接,所述遮挡板的底部滑动连接在滑槽内;工作时,若燃气管件的直径较大,即遮挡板离燃气管件的外表面较近时,此时通过控制电动调节杆的伸缩端带动遮挡板远离燃气管件,即遮挡板与燃气管件不接触即可,如此设计,能方便遮挡板对不同直径大小的燃气管件进行遮挡,使用范围广泛,提高了燃气管件在焊接时的安全性。
8、优选的,所述工作台的表面固接有连接架,所述连接架的上方固接有固定环,所述固定环内开设有限位圆槽,所述齿环的外壁固接有多个限位柱,每个限位柱均设置在限位圆槽内,所述限位圆槽的直径和限位柱的直径相适配;
9、工作时,在齿环转动时,齿环会同时带动限位柱转动,限位柱在限位圆槽内转动,在固定环和限位圆槽以及限位柱的相互限位下,能对齿环的移动位置进行限位,从而方便齿环带动燃气管件转动,继而方便对燃气管件全方位的焊接。
10、优选的,所述限位柱与限位圆槽的接触位置处设置有滚珠,滚珠与限位圆槽的内壁接触。
11、优选的,所述固定环设置两个,且分别设置靠近在两个齿环的一侧,所述固定环的直径大于齿环的直径。
12、优选的,两个所述齿环之间固接有多个加强杆,多个加强杆呈圆周阵列设置在两个齿环之间。
13、本发明的有益效果如下:
14、1.本发明所述的一种不锈钢燃气管件自动焊接装置,通过齿轮带动齿环转动,齿环带动调节机构以及两个燃气管件转动,使两个燃气管件与焊丝的焊接点改变,进而能将燃气管件的对接部位进行全方位的焊接处理,同时通过遮挡机构,可以将焊丝过程中产生的弧光以及有害粉尘进行遮挡,解决了现有技术中燃气管件的部分端面会被遮挡,从而能全方位的对燃气管件的连接处进行焊接操作。
15、2.本发明所述的一种不锈钢燃气管件自动焊接装置,通过放置弧板带动其中一个燃气管件移动,使其中一个燃气管件的端面逐渐与另一燃气管件的端面完全贴合对接,随后便可对两个燃气管件的对接处进行焊接处理,如此设计,解决了现有技术中需要工作人员将两个燃气管件的端面进行手动调节的问题,而且能使用不同直径大小的燃气管件,提高了本焊接装置的实用性。
16、3.本发明所述的一种不锈钢燃气管件自动焊接装置,通过控制电动调节杆的伸缩端带动遮挡板远离燃气管件,即遮挡板与燃气管件不接触即可,如此设计,能方便遮挡板对不同直径大小的燃气管件进行遮挡,使用范围广泛,提高了燃气管件在焊接时的安全性。
技术特征:
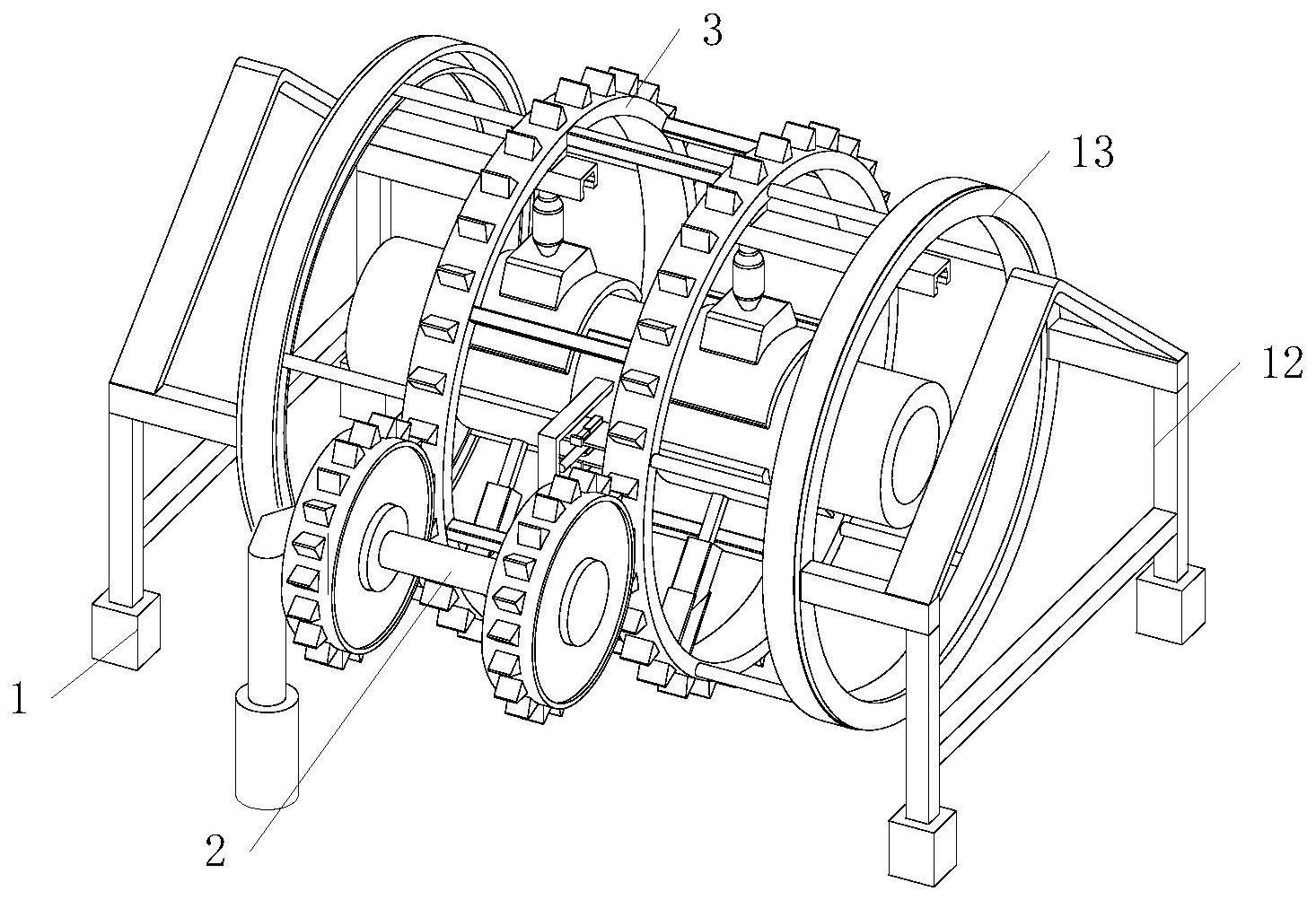
1.一种不锈钢燃气管件自动焊接装置,其特征在于:包括工作台(1),所述工作台(1)的上方转动连接有齿轮组(2),所述齿轮组(2)由两个齿轮构成,其中一个齿轮与电机输出端连接,电机安装在工作台(1)内,所述齿轮组(2)内的两个齿轮均啮合有齿环(3),所述齿环(3)内设置有调节机构,调节机构用以对两个燃气管件进行固定,所述工作台(1)靠近两个燃气管件连接处一侧设置有焊丝(4),所述焊丝(4)一侧设置有遮挡机构,遮挡机构用以对燃气管件在焊接过程中产生的弧光以及有害粉尘进行遮挡,两个所述齿环(3)内均设置有放置弧板(301)。
2.根据权利要求1所述的一种不锈钢燃气管件自动焊接装置,其特征在于:所述调节机构包括固接在齿环(3)内壁的矩形架(5),所述矩形架(5)内固接有电动推杆(6),所述电动推杆(6)的伸缩端固接有收紧弧板(601),所述收紧弧板(601)的形状为圆弧形,所述收紧弧板(601)的材质为弹性不锈钢。
3.根据权利要求2所述的一种不锈钢燃气管件自动焊接装置,其特征在于:所述齿环(3)的内壁固接有支撑架(7),所述支撑架(7)的内部固接有电动顶杆(8),所述放置弧板(301)安装在电动顶杆(8)的伸缩端,所述放置弧板(301)的材质为弹性不锈钢。
4.根据权利要求3所述的一种不锈钢燃气管件自动焊接装置,其特征在于:单个所述齿环(3)内支撑架(7)的数量为两个,且相对于燃气管件呈对称设置,所述放置弧板(301)的内壁设置有摩擦纹,两个放置弧板(301)呈相互分离式设计。
5.根据权利要求3所述的一种不锈钢燃气管件自动焊接装置,其特征在于:所述遮挡机构包括安装在工作台(1)靠近焊丝(4)一侧的调节架(9),所述调节架(9)设置两个,且分别设置在焊丝(4)的上下两侧,两个所述调节架(9)的表面均设置有遮挡板(10),所述遮挡板(10)的形状为圆弧形。
6.根据权利要求5所述的一种不锈钢燃气管件自动焊接装置,其特征在于:每个所述调节架(9)的端面均开设有滑槽(901),所述滑槽(901)内固接有电动调节杆(11),所述电动调节杆(11)的伸缩端与遮挡板(10)的侧壁连接,所述遮挡板(10)的底部滑动连接在滑槽(901)内。
7.根据权利要求6所述的一种不锈钢燃气管件自动焊接装置,其特征在于:所述工作台(1)的表面固接有连接架(12),所述连接架(12)的上方固接有固定环(13),所述固定环(13)内开设有限位圆槽(14),所述齿环(3)的外壁固接有多个限位柱(15),每个限位柱(15)均设置在限位圆槽(14)内,所述限位圆槽(14)的直径和限位柱(15)的直径相适配。
8.根据权利要求7所述的一种不锈钢燃气管件自动焊接装置,其特征在于:所述限位柱(15)与限位圆槽(14)的接触位置处设置有滚珠,滚珠与限位圆槽(14)的内壁接触。
9.根据权利要求7所述的一种不锈钢燃气管件自动焊接装置,其特征在于:所述固定环(13)设置两个,且分别设置靠近在两个齿环(3)的一侧,所述固定环(13)的直径大于齿环(3)的直径。
10.根据权利要求1所述的一种不锈钢燃气管件自动焊接装置,其特征在于:两个所述齿环(3)之间固接有多个加强杆(16),多个加强杆(16)呈圆周阵列设置在两个齿环(3)之间。
技术总结
本发明属于燃气管技术领域,具体的说是一种不锈钢燃气管件自动焊接装置,包括工作台,所述工作台的上方转动连接有齿轮组,所述齿轮组由两个齿轮构成,其中一个齿轮与电机输出端连接,电机安装在工作台内,所述齿轮组内的两个齿轮均啮合有齿环,所述齿环内设置有调节机构,调节机构用以对两个燃气管件进行固定,通过焊丝将燃气管件连接处进行焊接处理,在焊接过程中,通过电机带动齿轮组中的两个齿轮转动,齿轮带动齿环转动,齿环带动调节机构以及两个燃气管件转动,使两个燃气管件与焊丝的焊接点改变,进而能将燃气管件的对接部位进行全方位的焊接处理,同时通过遮挡机构,可以将焊丝过程中产生的弧光以及有害粉尘进行遮挡。
技术研发人员:徐志华,麦海东
受保护的技术使用者:民乐管业(江门)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!