一种罐车料斗弧形焊接方法及设备与流程
本技术涉及罐车料斗弧形焊接领域,特别是涉及一种罐车料斗弧形焊接方法及设备。
背景技术:
1、在液罐车设计制造过程中,因罐内液体有非常好的流动性,所以,需要在液罐车内均匀安装防波板,以免车辆刹车时产生冲击,但由于防波板位于罐车内部,且焊接路径为弧形结构,加大了焊接难度,因此,需对罐车料斗内的防波板进行连续自动焊接。
2、在现有的罐车料斗弧形焊接设备中,如公告号为cn107127508 a的中国专利,公开了一种油化车防波板组件焊接工装,具体的,它包括有支撑框座,在支撑框座的中部设有导向托板,导向托板上开设有导向槽,导向槽上安装有托盘架,托盘架上安装有吸盘;导向托板底部设有螺杆,螺杆与安装在支撑框座底部的举升装置连接,举升装置包括有转盘及安装在转盘上的螺母;螺杆与螺母螺纹连接构成螺纹副,通过转动盘带动螺杆向上或向下滑动,将导向托板提升或降下;支撑框座上还设置有上限位压杆。
3、上述现有技术也能够实现罐车料斗的弧形焊接功能,但一方面,上述现有技术在对防波板进行焊接的过程中,需要人工将防波板逐一放置在罐车料斗内部,不能实现防波板的连续焊接;另一方面,上述现有技术在对防波板进行焊接时,需要人工对防波板进行焊接,不能实现对防波板的自动焊接;基于此,在现有的罐车料斗弧形焊接设备基础之上还有改进空间。
技术实现思路
1、本技术实施例公开一种罐车料斗弧形焊接方法,包括以下步骤:
2、s1、通过把手架将支撑架推入到罐车料斗内部指定位置处;
3、s2、驱动推料模块,使得推料模块带动卡接套管上的防波板同步向右移动,使得卡接套管上最右侧的防波板与挡料模块紧贴,此时最右侧的防波板位于卡接套管上的焊接工位,从而实现对防波板进行定位的功能;
4、s3、调节焊接模块,使得焊接模块从卡接套管中部伸出后与罐车料斗内壁压紧,焊接模块为可收缩结构,焊接模块在转动过程中始终与弧形结构的罐车料斗内壁紧贴,进而能够实现将防波板与罐车料斗进行弧形焊接的功能;
5、s4、重复上述s1-s4步骤,进而能够实现将防波板逐一焊接在罐车料斗内部的功能。
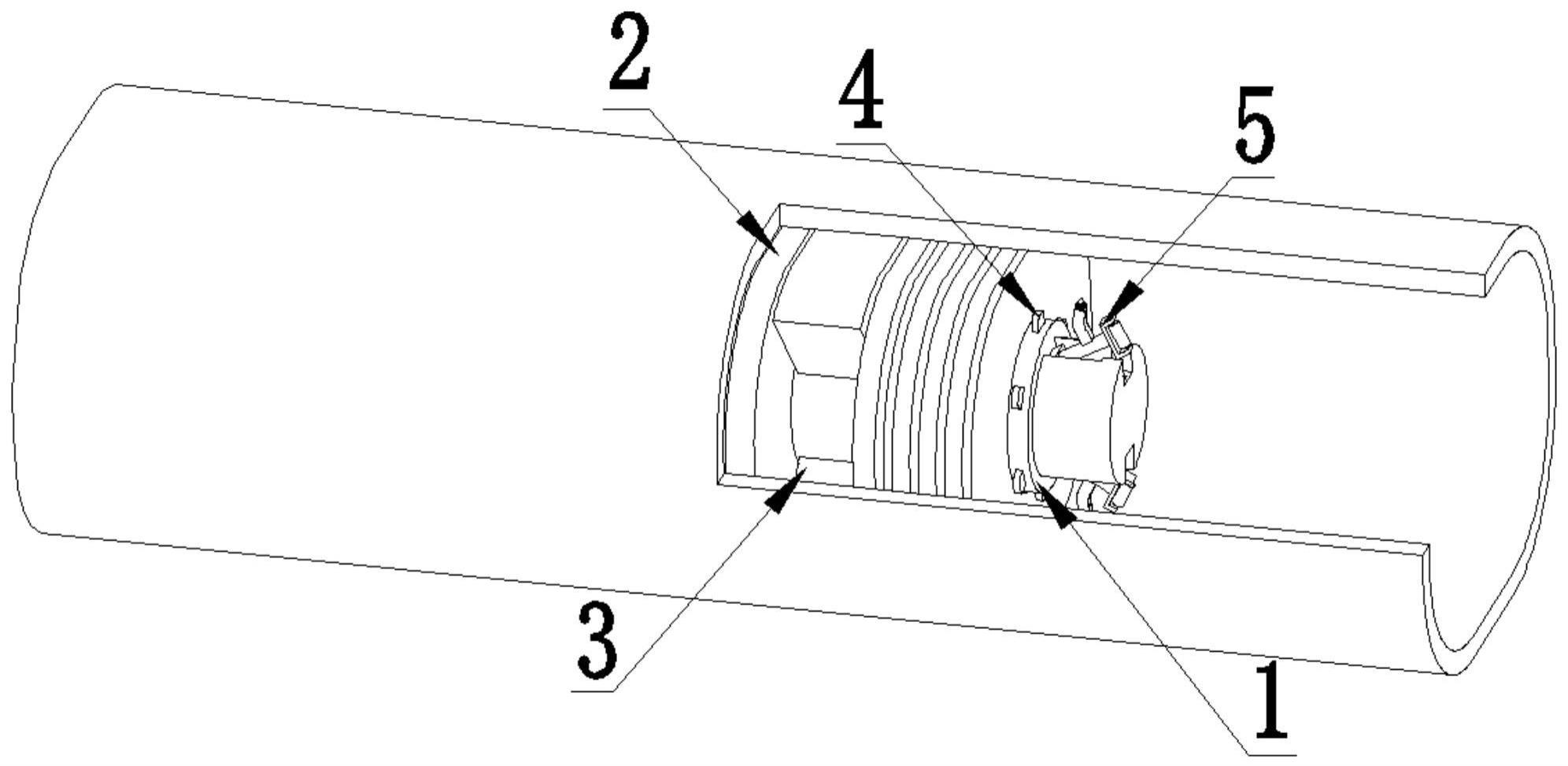
6、实现上述方法,本发明还提供一种罐车料斗弧形焊接设备,包括:卡接套管,其为圆柱形空心结构,待焊接的防波板均匀放置在卡接套管外端;支撑架,其安装在卡接套管左端,支撑架截面为与罐车料斗内壁配合的弧形结构,支撑架外端安装有把手架,支撑架用于带动卡接套管在罐车料斗内部进行滑动以及支撑;推料模块,其对称安装在支撑架上,推料模块用于对防波板进行推料;挡料模块,其安装在卡接套管侧壁内,挡料模块用于对防波板进行挡料,以使最外端的防波板停留在卡接套管上的焊接工位;焊接模块,其安装在卡接套管中部,焊接模块用于将防波板焊接在罐车料斗内壁上。
7、通过采用上述技术方案,当需要对罐车料斗内壁焊接防波板时,首先将防波板均匀放置在卡接套管上,通过把手架将支撑架推入到罐车料斗内部指定位置处,支撑架外端与罐车料斗内壁紧贴,从而对卡接套管和防波板进行支撑,利于后续对防波板进行焊接,随后驱动推料模块,使得推料模块带动卡接套管上的防波板同步向右移动,使得卡接套管上最右侧的防波板与挡料模块紧贴,防止防波板在焊接过程中发生晃动,此时最右侧的防波板位于卡接套管上的焊接工位,从而实现对防波板进行定位的功能,随后调节焊接模块,使得焊接模块从卡接套管中部伸出后与罐车料斗内壁压紧,焊接模块为可收缩结构,焊接模块在转动过程中始终与弧形结构的罐车料斗内壁紧贴,进而能够实现将防波板与罐车料斗进行弧形焊接的功能;焊接完毕后,焊接模块向卡接套管内收缩,驱动挡料模块停止对卡接套管上最外端的防波板进行阻挡,向左拉动把手架,卡接套管上待焊接的防波板跟随卡接套管同步向左移动,随后推料模块向右推动防波板,使得卡接套管上最外端的防波板位于焊接工位,调节焊接模块,从而继续对最外端的防波板进行弧形焊接。
8、优选的,所述推料模块包括安装架、推料气缸和环形架,所述安装架安装在支撑架右侧,安装架内安装有推料气缸,推料气缸端部连接有环形架。
9、通过采用上述技术方案,当对卡接套管上最外端的防波板焊接完毕后,拉动把手架,使得卡接套管带动待焊接的防波板架向左移动,随后推料气缸推动环形架,使得环形架向右推动防波板,直至防波板与挡料模块紧贴,利于焊接模块对最外端的防波板进行焊接,环形架利于与防波板充分接触,防止防波板在移动的过程中发生偏移。
10、优选的,所述挡料模块包括电动转盘、环形板和挡板,所述卡接套管侧壁内设置有环形槽,环形槽内安装有电动转盘,电动转盘上安装有环形板,环形板上设置有环形平面型螺纹,环形槽内滑动设置有挡板,挡板为均匀设置,挡板上安装有与环形平面型螺纹相配合的凸起。
11、通过采用上述技术方案,当对防波板进行焊接之前,启动电动转盘,电动转盘带动环形板转动,使得挡板同步从环形槽内伸出,对位于卡接套管上最外端的防波板进行挡料,防止防波板在焊接的过程中发生偏移晃动;当焊接完毕后,启动电动转盘,电动转盘带动环形板反向转动,使得挡板同步向环形槽内收缩,利于将卡接套管向左移动,从而对剩下的防波板进行连续焊接。
12、优选的,所述焊接模块包括电机、转动管、伸缩气缸、焊接单元和定位单元,所述卡接套管内安装有转动管,转动管外端安装有固定板,固定板上安装有电机,电机的输出轴与转动管相连接,转动管内部为空心结构,转动管中部安装有伸缩气缸,伸缩气缸端部安装有焊接单元,焊接单元呈v字型结构,转动管外端安装有定位单元,定位单元与焊接单元之间铰接连接。
13、通过采用上述技术方案,当调节挡料模块对位于最外端的防波板进行挡料后,伸缩气缸向右推动焊接单元,直至焊接单元与定位单元相配合形成竖直结构,同时定位单元对焊接单元进行锁定,防止焊接单元在焊接的过程中发生晃动,随后启动电机,转动管带动焊接单元转动,从而对防波板进行弧形焊接;焊接完毕后,伸缩气缸向左拉动焊接单元,定位单元对焊接单元停止锁定,使得焊接单元逐渐形成v字型结构,最终收回至转动管内,利于将卡接套管向左移动,从而对剩下的防波板进行连续焊接。
14、优选的,所述焊接单元包括滑块、伸缩杆、焊接架、固定架和转动辊,所述伸缩气缸端部安装有滑块,滑块端部为光滑的梯形结构,滑块上通过销轴对称安装有伸缩杆,伸缩杆上对称设置有卡槽,伸缩杆上安装有焊接架,焊接架上安装有焊接端头,伸缩杆上端安装有固定架,固定架截面为u型结构,固定架中部安装有转动辊。
15、通过采用上述技术方案,当伸缩气缸向右推动滑块时,伸缩杆在定位单元的配合下逐渐变成竖直状态,同时定位单元与伸缩杆相卡接,防止伸缩杆在转动的过程中发生晃动,随后电机带动转动管转动,转动管带动转动辊沿罐车料斗内壁转动,从而带动焊接端头对防波板进行弧形焊接。
16、优选的,所述定位单元包括定位架、转动架、定位机构、伸缩槽一和伸缩槽二,所述转动管外端安装有定位架,定位架内壁上对称设置有伸缩槽一和伸缩槽二,伸缩槽一内通过销轴安装有转动架,转动架另一端通过销轴安装在伸缩杆上,伸缩槽二内壁上安装有定位机构。
17、通过采用上述技术方案,当伸缩气缸推动滑块向右移动的过程中,伸缩杆与转动架相互配合,使得v字型结构的伸缩杆逐渐形成竖直结构,此时伸缩杆位于伸缩槽二内,转动架位于伸缩槽一内,同时定位机构卡入伸缩杆上的卡槽内,从而对伸缩杆进行固定,防止伸缩杆在对防波板焊接的过程中发生晃动。
18、优选的,所述定位机构包括卡接架、滑动架、卡块、复位弹簧和伸缩弹簧,所述伸缩槽一侧壁内设置有滑动槽一和滑动槽二,滑动槽一内滑动设置有滑动架,滑动架下端为弧形结构,滑动架与滑块相互配合,滑动架与滑动槽一内壁之间均匀安装有复位弹簧,滑动架上均匀安装有卡块,卡块端部为弧形结构,滑动槽二内滑动设置有卡接架,卡接架内侧均匀设置有三角槽,卡块与三角槽相互配合,卡接架上对称设置有矩形槽,矩形槽与滑动槽二之间均匀安装有伸缩弹簧。
19、通过采用上述技术方案,当伸缩气缸推动滑块向右移动的过程中,滑块右端部与滑动架下端相配合,使得滑动架向上滑动,滑动架挤压复位弹簧,卡块滑动在三角槽内,使得卡接架逐步向外滑动,从而卡入伸缩杆上的卡槽内,实现对伸缩杆的卡接固定,防止伸缩杆在跟随转动管转动的过程中发生晃动,影响对防波板的焊接;防波板焊接完毕后,伸缩气缸拉动滑块向左移动,滑动架向下滑动,复位弹簧复位,使得卡接架逐步向内滑动,伸缩弹簧复位,卡接架最终完全收缩至滑动槽二内,从而停止对伸缩杆的卡接,使得伸缩杆可从竖直状态逐渐变成v字型结构,从而收缩至卡接套管内。
20、综上所述,本技术包括以下至少一种有益技术效果:
21、1.为了能够实现在防波板焊接过程中对防波板进行挡料,防止防波板发生晃动,在本发明中设置了挡料模块,当对防波板进行焊接之前,启动电动转盘,电动转盘带动环形板转动,使得挡板同步从环形槽内伸出,对位于卡接套管上最外端的防波板进行挡料,防止防波板在焊接的过程中发生偏移晃动;当焊接完毕后,启动电动转盘,电动转盘带动环形板反向转动,使得挡板同步向环形槽内收缩,利于将卡接套管向左移动,从而对剩下的防波板进行连续焊接;
22、2.为了能够实现对防波板的弧形焊接功能,在本发明中设置了焊接单元,当伸缩气缸向右推动滑块时,伸缩杆在定位单元的配合下逐渐变成竖直状态,同时定位单元与伸缩杆相卡接,防止伸缩杆在转动的过程中发生晃动,随后电机带动转动管转动,转动管带动转动辊沿罐车料斗内壁转动,从而带动焊接端头对防波板进行弧形焊接;
23、3.为了能够实现在防波板焊接过程中对焊接单元进行固定的功能,防止焊接单元发生晃动,在本发明中设置了定位机构,当伸缩气缸推动滑块向右移动的过程中,滑块右端部与滑动架下端相配合,使得滑动架向上滑动,滑动架挤压复位弹簧,卡块滑动在三角槽内,使得卡接架逐步向外滑动,从而卡入伸缩杆上的卡槽内,实现对伸缩杆的卡接固定,防止伸缩杆在跟随转动管转动的过程中发生晃动,影响对防波板的焊接;防波板焊接完毕后,伸缩气缸拉动滑块向左移动,滑动架向下滑动,复位弹簧复位,使得卡接架逐步向内滑动,伸缩弹簧复位,卡接架最终完全收缩至滑动槽二内,从而停止对伸缩杆的卡接,使得伸缩杆可从竖直状态逐渐变成v字型结构,从而收缩至卡接套管内。
- 还没有人留言评论。精彩留言会获得点赞!