多角度调节加工铜材折弯机及其使用方法与流程
本发明涉及铜材工件生产工装,具体涉及一种多角度调节加工铜材折弯机及其使用方法。
背景技术:
1、铜材工件在生产过程中进行折弯加工时,因铜材质地较软,可通过挤压的方式进行冷加工,现有技术在对铜材工件进行折弯,其工装的折弯结构为固定结构,通过对工件初始位置的调节,实现对工件折弯时的不同加工效果,这种折弯设备的加工方式需要对工件进行调节定位,其操作复杂,对此,现需要设计一种能够进行多角度调节的折弯设备,以便通过对加工设备的校准调节,实现对工件的不同折弯加工。
技术实现思路
1、本发明的目的在于针对现有技术的缺陷和不足,提供了一种多角度调节加工铜材折弯机及其使用方法,其通过设置作为支撑的模具结构并设置与模具进行配合的折弯辊结构,进而实现通过挤压的方式对铜材工件进行折弯加工,并且对加工工装设置可调节结构,从而实现针对不同的加工要求进行调节。
2、为达到上述目的,本发明采用了下列技术方案:
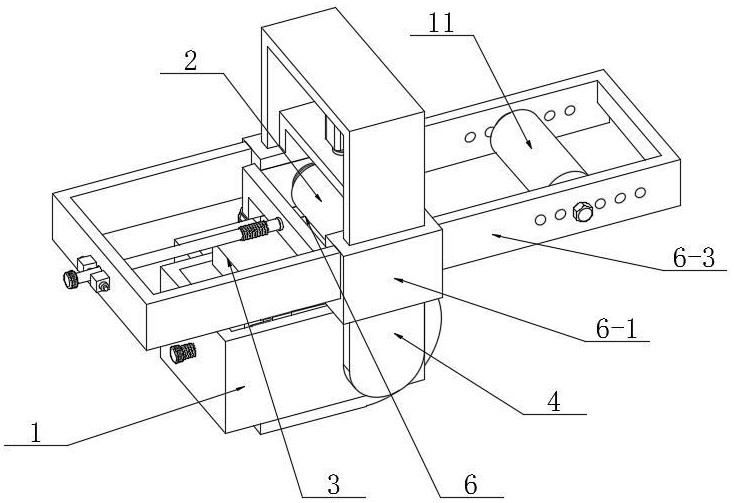
3、包含机架、折弯辊,其中折弯辊设置在机架的侧方,还包含:
4、工作台机构,所述的工作台机构设置在机架上;
5、折弯驱动机构,所述的折弯驱动机构设置在机架上;
6、在使用时,将工件架在工作台机构上,进而使得折弯辊抵在工件的表面上,接着通过折弯驱动机构带动折弯辊转动,进而以工作台机构对工件进行定形支撑,通过折弯辊对工件进行折弯加工。
7、优选地,所述的工作台机构包含:
8、支撑台,所述的支撑台固定设置在机架上,且支撑台上开前后贯通的圆柱形空腔设置;
9、定形模具,所述的定形模具套设在支撑台上;
10、锁止件,所述的锁止件设置在机架上,且锁止件与定形模具相配合设置;
11、在使用时,定形模具根据对工件进行折弯的圆角的参数不同,定制生产对应型号的定形模具并安装在支撑台上,进而以定形模具对工件进行支撑,实现对工件的折弯加工。
12、优选地,所述的锁止件包含:
13、限位座,所述的限位座活动设置在内,且限位座的上下两侧壁分别抵设在定形模具的上下两内壁上;
14、限位块,所述的限位块为上下两个对称设置,限位座的侧壁上开设有限位槽,限位块滑动设置在限位槽内,定形模具的内壁上开设有卡槽,限位块伸出限位槽的一端活动插设在卡槽内;
15、限位螺纹杆,所述的限位螺纹杆通过螺纹旋接穿置在机架的端板上,且限位螺纹杆的端头插设在上下两个限位块之间,限位块位于限位螺纹杆的一端为斜楔设置。
16、优选地,所述的限位槽的内端壁上固定设置有拉簧,拉簧的另一端固定设置在限位块上;
17、在使用时,将定形模具卡在支撑台上后,将限位座滑动插入定形模具内,并通过定形模具、限位座抱住支撑台,接着旋转限位螺纹杆使其插入限位座上的限位槽内,进而限位螺纹杆推动限位块滑动,将限位块推动插入卡槽内,实现限位座与定形模具之间的锁止。
18、优选地,所述的支撑台的侧壁上开设有定位槽,定形模具的内壁上及限位座的侧壁上均分别一体成型有定位块,定位块活动卡设在定位槽内。
19、优选地,所述的折弯驱动机构包含:
20、驱动轴,所述的驱动轴通过轴承旋设在机架上,且驱动轴通过支撑台的圆柱形空腔活动穿置在支撑台内;
21、驱动电机,所述的驱动电机固定设置在机架上,驱动电机的输出轴与驱动轴传动连接设置;
22、旋转架,所述的旋转架固定设置在驱动轴上,且旋转架架设在机架的外部;
23、调节件,所述的调节件设置在旋转架上;。
24、优选地,所述的调节件包含:
25、升降架,所述的升降架活动套设在旋转架上;
26、升降液压杆,所述的升降液压杆固定设置在旋转架的顶板上,升降液压杆的输出轴固定设置在升降架的顶板上;
27、安装架,所述的安装架滑动设置在升降架内,折弯辊通过轴承旋设在安装架上;
28、换挡件,所述的换挡件设置在升降架上,且换挡件与安装架相配合设置;
29、在使用时,通过驱动电机带动驱动轴旋转,驱动轴带动旋转架转动,旋转架带动升降架及安装架转动,进而安装架带动折弯辊以驱动轴为轴心旋转,进而通过折弯辊对工件进行挤压折弯加工。
30、优选地,所述的换挡件包含:
31、换挡杆,所述的换挡杆通过轴承旋设在安装架上,升降架的端板上开设有螺纹孔,换挡杆活动穿置在螺纹孔内;
32、定位座,所述的定位座固定设置在升降架的端板上;
33、定位杆,所述的定位杆穿置在定位座上,换挡杆上开设有定位孔,定位杆穿置在定位孔内;
34、微调螺纹杆,所述的微调螺纹杆一体成型设置在换挡杆上,且微调螺纹杆与螺纹孔相配合设置。
35、优选地,所述的安装架内设置有支撑辊,支撑辊上活动穿置有支撑轴,安装架的侧板上开设有支撑孔,支撑辊活动穿置在支撑孔内,支撑轴上远离端帽的一端通过螺纹旋设有螺母;
36、在使用时,当通过折弯辊对工件进行单次折弯后,通过复位转动旋转架,将折弯辊、支撑辊移动分别架在工件的上下两侧方,接着将定位杆从换挡杆上抽出,通过换挡杆拉动安装架移动,并使得微调螺纹杆与螺纹孔对接,接着旋转换挡杆使得微调螺纹杆在螺纹孔内移动,进而实现带动安装架移动对折弯辊的位置进行微调,接着通过升降液压杆向左推动升降架滑动,使得升降架带动安装架向左移动,使得工件夹在折弯辊与支撑辊之间,通过折弯辊与支撑辊对工件进行挤压二次定形。
37、本发明的工作原理是,将定形模具从支撑台的右侧套在支撑台上,接着将限位座插入定形模具内并使得限位座、定形模具抱在支撑台的外部,接着旋转限位螺纹杆,限位螺纹杆插入限位座内的两个限位块之间并推动限位块滑动插入卡槽内,进而使得通过限位块将限位座与定形模具锁止;
38、移动换挡杆使得微调螺纹杆脱离螺纹孔,接着推动换挡杆使得定位孔与定位座对齐,将定位杆插入定位孔内实现对换挡杆的锁止,此时换挡杆推动安装架在升降座内移动,使得安装架带动折弯辊移动,使得折弯辊的圆心移动至支撑台的圆半径延长线上;
39、将工件架在定形模具上,进而工件夹在定形模具与折弯辊之间,且支撑辊抵在工件的表面上,接着通过驱动电机带动驱动轴旋转,驱动轴带动旋转架旋转,旋转架带动升降架、安装架转动,即带动折弯辊、支撑辊转动,以支撑轴为圆心使得旋转架转动180°,实现以定形模具为支撑将工件进行180°的折弯加工;
40、在完成工件的折弯后,将旋转架反向复位旋转90°,接着将定位杆抽出,通过换挡杆拉动安装架移动,使得换挡杆带动微调螺纹杆移动与螺纹孔对接,接着通过旋转换挡杆并带动微调螺纹杆移动,实现对安装架的位置微调,接着根据工件折弯角的直径,调整支撑辊的位置,将支撑辊移动至正确的工位后,将支撑轴穿过支撑辊后插在安装架上的支撑孔内,并在支撑轴上旋接螺母进行锁止,此时折弯辊、支撑辊分别架在完成折弯的工件的上下两侧,接着通过升降液压杆推动升降架移动,即通过折弯辊、支撑辊对工件折弯角处上下两侧的板材进行二次压平整理。
41、与现有技术相比,本发明的有益效果是:
42、其通过设置作为支撑的模具结构并设置与模具进行配合的折弯辊结构,进而实现通过挤压的方式对铜材工件进行折弯加工,并且对加工工装设置可调节结构,从而实现针对不同的加工要求进行调节。
- 还没有人留言评论。精彩留言会获得点赞!