一种高精度压气机转子组件的惯性摩擦焊方法与流程
本发明涉及焊接领域,特别涉及一种高精度压气机转子组件的惯性摩擦焊方法。
背景技术:
1、压气机转子组件是航空发动机中极为重要的部件,压气机转子组件一般是由多个压气机盘焊接而成,压气机转子组件要承受每分钟上万次的高速旋转,因此对压气机组件的制造精度要求极为严格,一旦超出设计图纸尺寸要求的制造精度,则会使压气机组件的动平衡水平下降,从而使压气机转子在高速转速时发生振动等问题。
2、现有技术采用惯性摩擦焊方法将多个高温合金压气盘焊接为一个整体的压气机转子组件,该发明中的焊接结构刚度不足,焊接零件在焊接过程中发生了变形,导致了压气机转子组件的盘心径跳和端跳超出0.20mm精度要求,盘心径跳和端跳的超差将会导致压气机组件的不平衡量增加,动平衡水平下降,从而使压气机转子在高速转速时发生振动等问题;由于焊接基准选择不合理,也会导致整个压气机组件盘心径跳和端跳超出0.20mm精度要求;在焊接方法中设计了不合理的加工余量还会使焊接组件的加工难度提高,焊接组件内腔的加工余量无法加工,同时较低了加工效率。
技术实现思路
1、本发明的目的是提供了一种高精度压气机转子组件的惯性摩擦焊方法,能解决了惯性摩擦焊压气机转子组件焊接精度超差的问题。
2、本发明提供了一种高精度压气机转子组件的惯性摩擦焊方法,其特征在于:所述的高精度压气机转子组件的惯性摩擦焊方法,包括如下步骤:
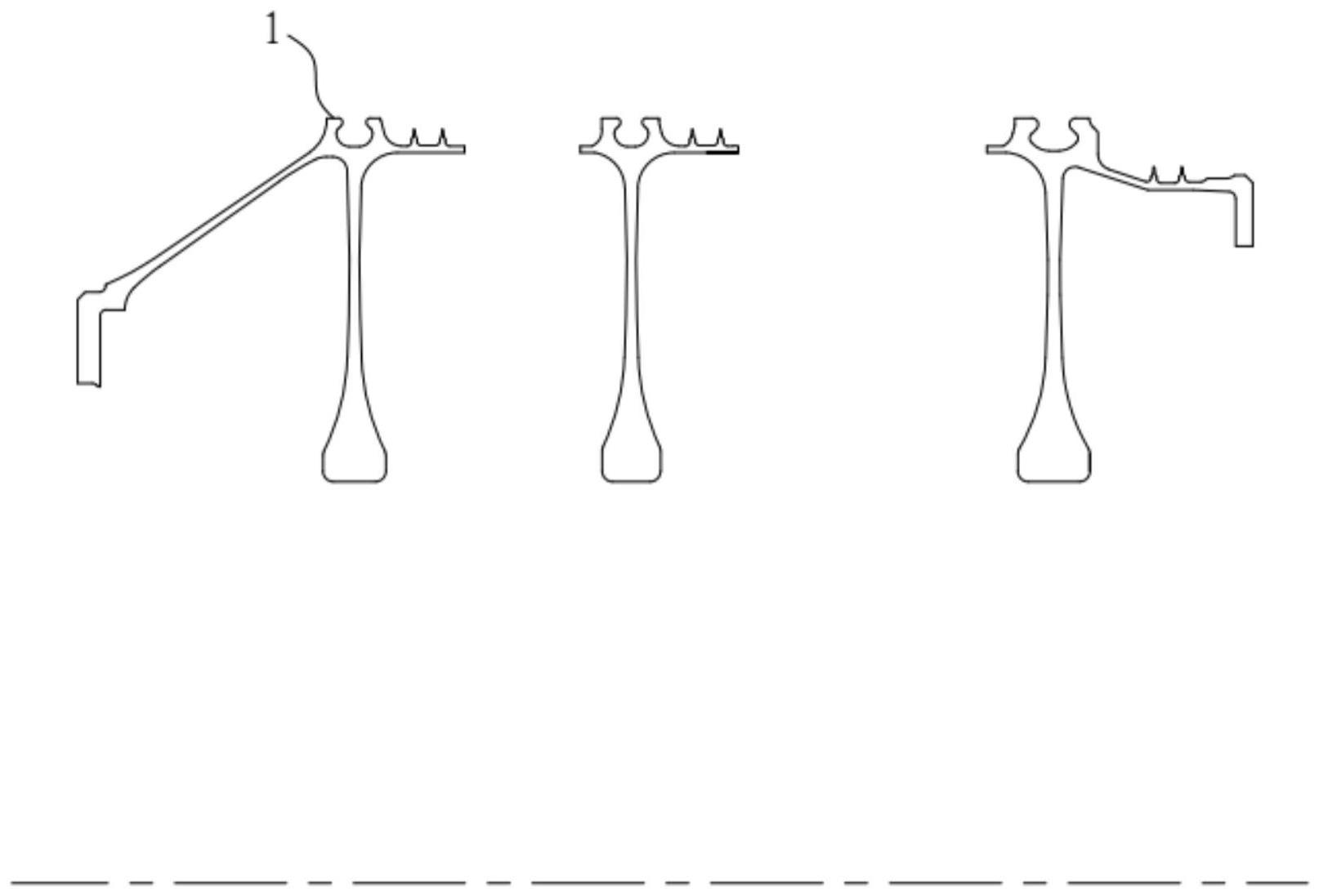
3、步骤一:针对压气机各级盘零件图,设计焊前结构图;
4、焊前结构图的最大外圆直径大于零件最大外径1-6mm,焊前结构图焊接面的外径尺寸大于零件图焊接部位外径1-3mm,焊前结构图焊接面的内径尺寸小于零件图焊接部位内径1-3mm,选定最后一级压气机单盘作为基准盘,基准盘的夹持外圆的外径比其它盘外圆外径小1-3mm,其他盘的外圆直径相同,焊接后将外径较大的外圆通过车加工实现与基准盘外圆直径相同;基准盘的焊前结构要在夹持位置保留余量,余量在10-40mm,焊接后基准盘的径向跳动和端面跳动值小于0.20mm;
5、步骤二:确定焊前结构图的受力部位,焊前结构图的外圆受夹持工装施加的周向夹持力;夹持力受力区域覆盖外圆面尺寸的90%-100%,基准盘的周向夹持力为两处,一处位于大直径外圆为辅助夹持,一处位于小直径外圆主夹持,主夹持力大于大直径外圆所受的辅助夹持力;小直径外圆处的刚度高于大直径外圆处,基准盘的轴向焊接压力的部位位于大外圆的侧面,其它压气机单盘的轴向压力部位位于大外圆的侧面,轴向压力应与焊接面处于同一轴线;
6、步骤三:确定焊接顺序;
7、将最后一级盘作为基准盘,焊接顺序将基准盘的前一级盘一次按照顺序焊接到基准盘的组件上,将基准盘的外圆基准作为后续焊接组件的精度检测基准,将基准盘夹持在尾座端,尾座夹持工装总是夹持在基准盘的外圆部位,后续的每一级压气机单盘焊接依次焊接在基准盘上;
8、步骤四:测量所有待焊件的盘心径向跳动和盘心端面跳动的精度,所有待焊件的盘心径向跳动和盘心端面跳动的精度都不大于0.05mm;
9、步骤五:将基准盘装夹到尾座,将上一级盘庄夹到主轴侧,主轴和尾座的零件为同轴状态;
10、步骤六:输入焊接参数,完成焊接;
11、步骤七:测量两级盘的盘心径向跳动和端面跳动精度;
12、步骤八:加工焊接组件的焊接飞边;
13、将焊接飞边完全去除,加工内腔焊接余量,将焊接内腔的余量全部加工去除,将主轴测压气机盘外圆的余量去除一部分,外圆直径与基准盘外圆相同,在焊接组件的另一端加工出焊接凸台;
14、步骤九:将焊接组件装夹到尾座,尾座夹持工装夹持住基准盘,将待焊盘装夹到主轴测,主轴和尾座的零件为同轴状态;
15、步骤十:输入焊接参数,完成焊接;
16、步骤十一:测量盘心径向跳动和端面跳动精度,焊接精度在0-0.20mm;
17、步骤十二:加工焊接组件的焊接飞边;
18、将焊接飞边完全去除,加工内腔焊接余量,将焊接内腔的余量全部加工去除,将主轴测压气机盘外圆的余量去除一部分,外圆直径与基准盘外圆相同;
19、本发明与现有技术相比,其优点在于:
20、本发明提供了一种高精度压气机转子组件的惯性摩擦焊方法,对比现有技术,较好的解决了压气机转子组件焊接后盘心径向跳动和端面跳动径向跳动超差的问题,本发明还针对零件图纸设计了针对性的焊接结构,该结构在焊接过程中可提高焊接刚度,减小焊接变形,还降低了焊接后的加工难度,同时提高加工效率,提高了压气机转子组件的制造质量和生产效率。精度合格率由60%提高到了90%,降低了压气机转子组件的加工难度,提高了压气机组件得加工效率,每件零件缩短加工时间。
技术特征:
1.一种高精度压气机转子组件的惯性摩擦焊方法,其特征在于:所述的高精度压气机转子组件的惯性摩擦焊方法,包括如下步骤:
2.根据权利要求1所述的高精度压气机转子组件的惯性摩擦焊方法,其特征在于:所述的步骤四:所有待焊件的盘心径向跳动和盘心端面跳动的精度都不大于0.05mm。
3.根据权利要求1所述的高精度压气机转子组件的惯性摩擦焊方法,其特征在于:所述的步骤七,两级盘的盘心径向和端面跳动精度,焊接精度在0-0.20mm。
技术总结
一种高精度压气机转子组件的惯性摩擦焊方法,设计焊接结构图;确定焊接件的受力部位;确定焊接顺序;测量待焊件的盘心径向跳动和盘心端面跳动精度;将基准盘装夹到尾座,将上一级盘庄夹到主轴侧;输入焊接参数,完成焊接;测量盘心径向跳动和端面跳动精度;加工焊接组件的焊接飞边;将焊接组件装夹到尾座;输入焊接参数,完成焊接;测量盘心径向跳动和端面跳动精度;加工焊接组件的焊接飞边;将焊接组件装夹到尾座;完成焊接;测量盘心径向跳动和端面跳动精度。本发明优点:解决了压气机转子组件焊接后盘心径向跳动和端面跳动径向跳动超差的问题,焊接过程中可提高焊接刚度,减小焊接变形,还降低了焊接后的加工难度,同时提高加工质量和效率。
技术研发人员:赵强,刘峻宇,刘佳涛,祝文卉,李晓光
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!