一种尾喷管全自动高效加工设备的制作方法
本发明涉及管料及棒料加工设备领域,具体涉及一种尾喷管全自动高效加工设备。
背景技术:
1、在尾喷管加工领域中,特别是对于批量工件需要加工孔、端面及倒角的情况下,加工师傅先装夹一个尾喷管毛坯,然后分步骤先后加工孔、端面及倒角,加工完毕后拆卸毛坯,再装夹下一尾喷管毛坯,如此往复循环。此种加工模式下,加工师傅劳动强度大,效率低,产品一致性差,且设备对操作人员存在安全隐患,综合成本高。
技术实现思路
1、为解决上述问题,本发明的目的在于,提供一种设计合理,结构巧妙的尾喷管全自动高效加工设备,该加工设备全自动化省去人工,可24小时连续工作,可同时对两个尾喷管毛坯进行加工,且可对尾喷管毛坯的孔、端面及倒角同时进行加工,加工效率高,产品一致性好,消除安全隐患。
2、本发明的目的通过以下技术方案实现:
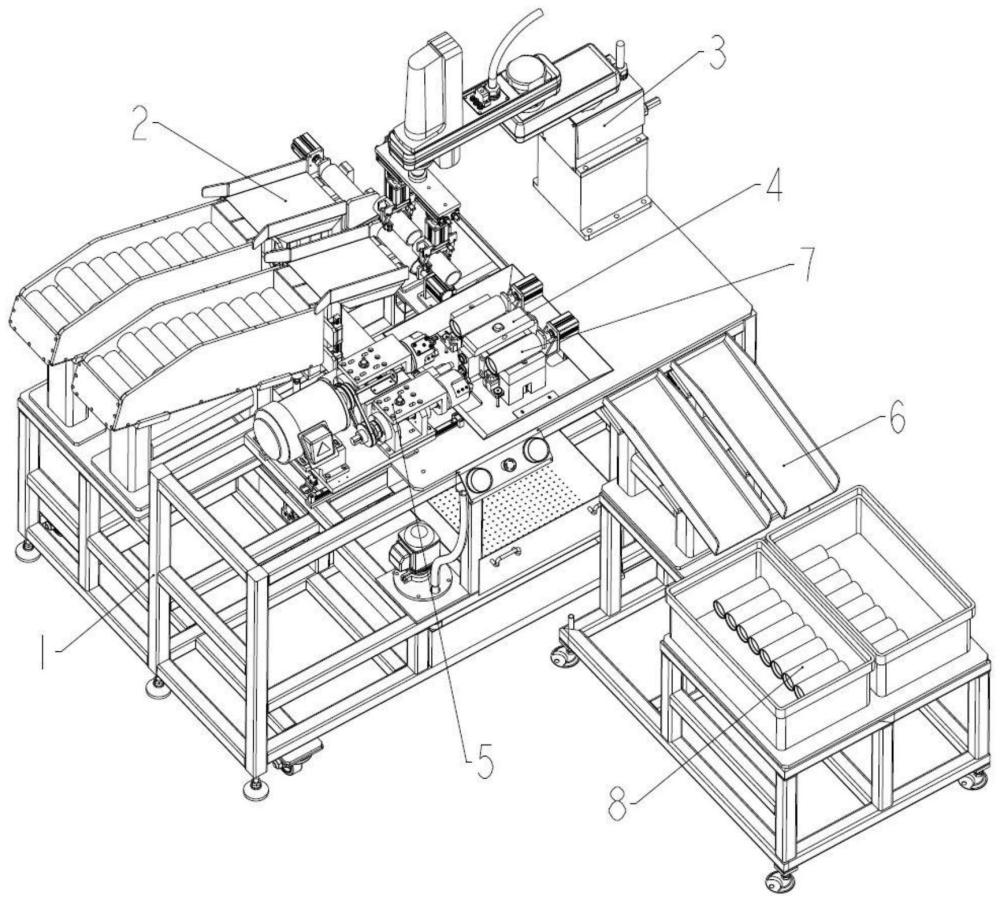
3、一种尾喷管全自动高效加工设备,包括机架组件与接料组件,在机架组件上分别安装有上料机构、移栽机构、定位夹紧机构以及加工机构,所述上料机构用于给移栽机构自动供给尾喷管毛坯,所述移栽机构用于将上料机构上尾喷管毛坯放置于定位夹紧机构上且还用于将定位夹紧机构上的尾喷管成品放置于接料组件上,所述定位夹紧机构用于定位并夹紧尾喷管毛坯,所述加工机构用于对定位夹紧机构上的尾喷管毛坯同时进行孔、端面及倒角的加工,所述接料组件靠近定位夹紧机构设置并用于尾喷管成品进行收纳。
4、进一步的,所述上料机构设置在移栽机构左侧,其包括上料支架a、上料支架b以及至少一组上料装置;所述上料支架a与上料支架b安装在机架组件上,其中上料支架b位于上料支架a与移栽机构之间;每组上料装置包括毛坯箱、顶升机构以及滑道a;所述毛坯箱为倾斜固定在上料支架a上且下端开口的槽状体,毛坯箱的下端朝向上料支架b;所述滑道a为倾斜固定在上料支架b上且两端开口的槽状体,滑道a的上端对接在毛坯箱下端的侧上方,而其下端朝向移栽机构;所述顶升机构安装在上料支架b右侧面并位于毛坯箱的下端与滑道a的上端之间,用于将毛坯箱下端的尾喷管毛坯顶升到滑道a的上端。
5、优选的,所述上料装置的数量为两组,可自动同时出料两个尾喷管毛坯(7)并能进行定位操作。
6、具体的,每组上料装置还包括第一定位装置,所述第一定位装置包括分别安装在上料支架b上的v型块a、定位气缸a、接近开关以及挡板;所述v型块a位于滑道a下端的右侧,且其顶部凹槽沿前后方向设置,用于接纳滑道a下端滑下的尾喷管毛坯;所述定位气缸a与挡板设置在v型块a前后两侧,用于对v型块a上尾喷管毛坯进行定位;所述接近开关位于v型块a上尾喷管毛坯的下侧,用于感应尾喷管毛坯是否滑到v型块a上。
7、具体的,所述顶升机构包括顶升气缸、浮动接头、顶升块以及直线导轨;所述顶升气缸安装在上料支架b下部且其伸缩端朝上;所述浮动接头安装在顶升气缸的伸缩端上;所述直线导轨安装在上料支架b右侧;所述顶升块滑动安装直线导轨上并位于毛坯箱的下端与滑道a的上端之间,顶升块的底部与浮动接头连接。
8、进一步的,所述移栽机构包括增高底座、四轴机器人、连接板以及至少一组夹取装置;所述增高底座安装在机架组件上;所述四轴机器人安装在增高底座上;所述连接板固定在四轴机器人末端轴上;每组夹取装置包括摆动气缸、转接头以及气动夹爪;所述摆动气缸安装在连接板底部;所述转接头安装在摆动气缸下并能在摆动气缸带动下进行90°旋转;所述气动夹爪安装在转接头底部并能夹取v型块上的尾喷管毛坯,再松放到所述定位夹紧机构上,同时气动夹爪还能夹取位夹紧机构上的尾喷管成品,再松放到所述接料组件上。
9、优选的,所述夹取装置数量为两组并与所述上料装置一一对应,能自动同时夹取两个尾喷管毛坯,并能使尾喷管毛坯绕着四轴机器人末端轴进行90°的旋转调姿操作。
10、进一步的,所述定位夹紧机构包括安装座、压块、连接轴、压紧气缸、旋转气缸、底部板以及至少一组第二定位装置;所述安装座安装在机架组件上;所述压块放置在安装座上;所述连接轴竖向并可自由转动和滑动的安装在安装座中间,其上端伸到安装座上方,其下端伸到安装座下方;所述压紧气缸数量为两个并固定在安装座底部;所述底部板铰接在压紧气缸底部并能在压紧气缸带动下上下移动,底部板的中部活动套设在连接轴下端外;所述旋转气缸固定在底部板底部且其旋转部与连接轴下端固定连接;所述第二定位装置包括v型块b、定位气缸b、定位块、竖直导轨以及笔形气缸;所述v型块b固定在安装座的顶部并位于压块下方,且其顶部凹槽沿左右方向设置,用于接纳气动夹爪放下的尾喷管毛坯;所述定位气缸b安装在安装座右侧面且其伸缩端正对v型块b顶部凹槽的右侧;所述竖直导轨安装在安装座左侧面;所述定位块滑动在竖直导轨上并能沿竖直导轨向上滑到v型块b顶部凹槽的左侧;所述笔形气缸下端铰接在机架组件上,上端铰接在定位块上。
11、优选的,所述第二定位装置数量为两组,可同时对两个尾喷管毛坯进行自动定位夹紧操作。
12、进一步的,所述加工机构安装在位夹紧机构左侧,其包括驱动电机、主板、主导轨、副导轨、往复驱动机构以及至少一组加工装置;所述主导轨与副导轨沿左右方向固定在机架组件上且两者互相平行;所述主板滑动安装在主导轨与副导轨上;所述驱动电机安装在主板顶部左侧,驱动电机的驱动轴朝右并在其上安装有带轮a;所述往复驱动机构安装在机架组件上并位于主导轨与副导轨之间,往复驱动机构与主板连接并能带动主板在主导轨与副导轨上左右滑动;每组加工装置包括加工底座、主轴、带轮b、刀头以及多个刀具;所述加工底座安装在主板顶部右侧;所述主轴沿左右方向转动安装在加工底座上,且其左右两端分别伸到加工底座左右两侧之外;所述带轮b固定在主轴左端并通过v带与带轮a传动连接;所述刀头固定在主轴右端并能随主轴轴向转动;所述刀具包括端面刀、倒角刀以及镗孔刀,所述端面刀通过刀柄b安装在刀头上,用于尾喷管毛坯端面的加工;所述倒角刀通过刀柄a安装在刀头上,用于尾喷管毛坯倒角的加工;所述镗孔刀通过刀柄c安装在刀头上,用于尾喷管毛坯内孔的加工。
13、优选的,所述加工装置数量为两组,能同时对两个尾喷管毛坯进行孔、端面及倒角的加工。
14、具体的,所述往复驱动机构包括连接块、支撑座、丝杆螺母、丝杆、固定座以及伺服电机;所述支撑座、固定座以及伺服电机固定在机架组件上并位于主板下方;所述丝杆转动安装在支撑座与固定座上并与伺服电机的转轴通过联轴器连接;所述丝杆螺母螺旋连接在丝杆;所述连接块上端固定在主板上,下端与丝杆螺母固定连接。
15、具体的,所述加工底座包括支板、支座以及连接座;所述连接座固定在主板顶部右侧;所述支座安装在连接座上;在支座左右两侧都安装有轴承座与轴套;所述主轴通过轴承座与轴套转动安装在支座上;所述支板固定在支座且其右侧向下弯曲并用于支撑刀头;所述刀头左侧转动套设在支板右侧并与主轴(同轴连接。
16、进一步的,在支板顶部螺纹连接有止转销,所述止转销的下端能向下伸到支座内与主轴上预设的止转孔对接,限制主轴转动。
17、进一步的,在支座与连接座之间设置有调节块;所述调节块固定在连接座,在调节块右侧上螺纹连接有调节螺母,调节螺母的杆部穿过调节块后转动连接在支座上,用于微调支座的位置。
18、进一步的,所述带轮a、带轮b、v带以及主轴外罩有防护罩。
19、进一步的,在机架组件上安装有用于限制主板移动位置的限位开关,以及用于感应主板位置的到位开关。
20、进一步的,在刀头上正对刀柄c所在位置固定有顶板,在顶板上设有与刀柄c所在孔连通的螺纹孔,在螺纹孔内连接有螺栓,螺栓压紧刀柄c。
21、进一步的,所述加工机构还包括第三定位装置;所述第三定位装置包括至少一根定位轴与至少一个铜套,定位轴与铜套一一对应;所述定位轴固定在主板顶部右侧;所述铜套固定在安装座左侧,当进行尾喷管毛坯加工时,定位轴套设在铜套内并沿着铜套右移。
22、进一步的,所述接料组件包括主支架、副支架、滑道b以及周转箱;所述主支架位于机架组件前侧;所述副支架固定在主支架上;所述滑道b靠近机架组件倾斜固定在在副支架上,且其下端朝前;所述周转箱固定在主支架并位于滑道b前侧下方。
23、进一步的,在所述主支架底部固定有脚杯b以及滚轮。
24、本发明的有益效果在于:
25、本发明设计合理,结构巧妙,可实现自动上下料,可将原本需要分成三个步骤加工的孔、端面及倒角在一个步骤中即加工完毕;本发明加工效率高,产品一致性好,省去人工。
- 还没有人留言评论。精彩留言会获得点赞!