一种面包车车顶安装焊接装置的制作方法
本发明涉及汽车制造,特别涉及一种面包车车顶安装焊接装置。
背景技术:
1、汽车顶盖是指汽车发动机上方的车盖,其主要功能是保护发动机内部部件免受外界灰尘、水分和其他杂质的侵入,顶盖的焊接工艺对汽车的性能和可靠性起着重要作用。目前的车身顶盖焊接,是把装在汽车顶盖固定架上的车身顶盖吊运到车身焊装生产线放到车身框架本体上,由焊接工业机器人进行焊接,汽车顶盖固定架即料架,汽车顶盖用于机器人进行自动化焊接上料时,存在因人工切换料架需时较长,与自动化焊接节拍不合拍降低焊接效率的不足,并且,在焊接机器人抓取上方汽车顶盖时,会对下方汽车顶盖产生斜向切力,使得焊接前顶盖位置偏移,造成车身焊装质量不稳定和增加辅助调整时间从而降低加工效率;因此,设计一种补充料架上顶盖需时较短,与自动化焊接节拍合拍提高焊接效率,且能避免顶盖抓取偏移,提高焊装质量的汽车顶盖移动上料机构,成为亟待解决的问题。
技术实现思路
1、本发明的目的是提供一种面包车车顶安装焊接装置,具有的自动向料架补充顶盖,配合自动化焊接提高焊接效率,且能避免机器人抓取顶盖时顶盖偏移,提高焊接质量的效果。
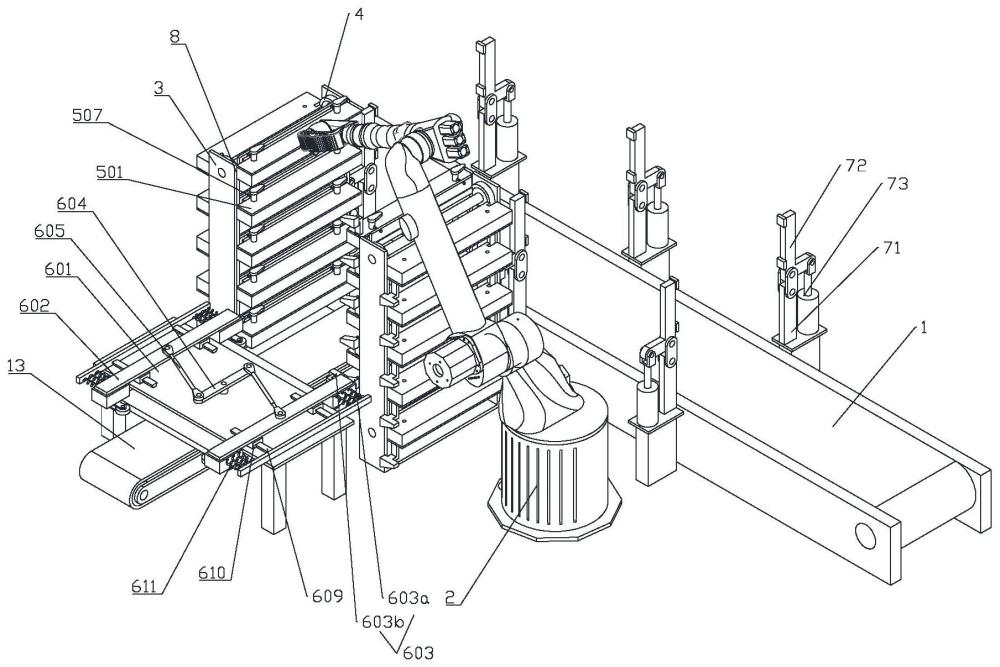
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种面包车车顶安装焊接装置,包括输送轨道、安装于所述输送轨道两侧的点焊机器人和抓料机器人和靠近所述抓料机器人的料架,所述料架两侧沿竖直方向传动有两组链条,所述链条上沿输送方向均匀固定有夹紧机构,位于最上方的同一水平面上的夹紧机构之间组成上料层,位于最下方的同一水平面上的夹紧机构之间组成补料层,位于所述上料层和所述补料层之间的同一水平面上的夹紧机构之间组成置料层,所述夹紧机构包括固定于所述链条的固定座、滑动连接于所述固定座的齿杆和啮合于所述齿杆的齿轮,所述齿轮中部固定有转轴,所述转轴伸出所述固定座一端固定有夹块,所述转轴上设有l形滑槽,所述固定座上螺纹固定有端部伸入所述l形滑槽的限位螺栓,所述齿杆两端镜像设置为弧形面一和弧形面二,所述料架一侧固定有位于所述上料层和相邻的所述置料层之间的适配所述弧形面一的弧形块一,所述料架远离所述弧形块一一侧固定有位于所述补料层和相邻的所述置料层之间的适配所述弧形面二的弧形块二,还包括设置于所述料架远离所述输送轨道一侧的正对所述补料层的送料轨道和安装于所述送料轨道上的定位机构。
3、通过采用上述技术方案,车架沿输送轨道进入顶盖安装工序时,抓料机器人吸取料架上最上层顶盖至车架上方,然后点焊机器人对顶盖进行点焊固定;链条沿竖直方向向上输送多层顶盖,当顶盖位于置料层时,夹紧机构位于顶盖两侧、夹块下压对顶盖实现夹紧状态,避免顶盖随意偏离影响顶盖与车架之间的定位焊接,当顶盖将要被输送至上料层时,齿杆端部弧形面一与弧形块一相贴,当链条继续带动齿杆向上移动时,弧形块一推动齿杆向远离弧形块一一端移动,齿杆移动时带动齿轮和转轴转动,转轴转动时l形滑槽与限位螺栓配合,使转轴先带动夹块上升然后带动夹块旋转偏离顶盖位于顶盖侧方,平行于送料轨道输送方向,解开对顶盖的夹紧控制,然后顶盖被输送至上料层,抓料机器人抓取上料层的顶盖移至车架上方,链条继续带动夹紧机构转动至料架下方补料层,此时夹紧机构一直处于解锁状态,当被输送至补料层时,送料轨道输送顶盖向补料层补料,定位机构在顶盖被推料机构推至补料层前先对顶盖实现位置校正,使顶盖被推料机构推至补料层后位于料架中部,实现自动向料架补充顶盖,配合抓料机器人和焊接机器人的自动化焊接,提高焊接效率;当顶盖两侧置于固定座上、链条继续带动固定座从补料层向上移动至置料层时,齿杆另一端的弧形面二与弧形块二相贴,当链条继续带动齿杆向上移动时,弧形块二推动齿杆向远离弧形块二一端移动,齿杆移动带动齿轮和转轴转动,转轴转动时l形滑槽与限位螺栓配合,使转轴先带动夹块转动位于顶盖上方,垂直于送料轨道输送方向,然后带动夹块下降对顶盖两侧实现夹紧控制,使顶盖位于置料层时均处于夹紧状态,齿轮与齿杆上均设为斜齿,当夹块压紧顶盖时限制转轴和夹块上下移动;顶盖处于上料层和补料层时处于解锁状态,在输送中对顶盖两侧实现压紧的同时避免对上料机器人的抓取和补料造成影响。
4、本发明的进一步设置为:所述定位机构包括固定于所述送料轨道的固定架、滑动连接于所述固定架两侧的连接架和推动所述连接架来回滑动的推动组件,所述连接架沿所述固定架滑动方向垂直于所述送料轨道输送方向,所述固定架中部铰接有连杆一,所述连杆一两端与两侧所述连接架之间均铰接有连杆二,所述连接架两端底部转动连接有定位轴,所述定位轴端部固定有交叉设置的定位板,所述定位板远离所述定位轴一端转动连接有定位滚。
5、通过采用上述技术方案,顶盖沿送料轨道输送至固定架下方后,推动组件带动两侧连接架向相对靠近的方向移动,连接架移动过程中定位滚与顶盖侧边接触对顶盖位于送料轨道上的位置进行校正,使顶盖进入补料层之前处于送料轨道中部位置,避免焊接时还需二次调整,提高加工效率,校正完毕后继续向前输送顶盖至补料层,顶盖两侧位于固定座上方,然后链条带动固定座向上移动抬起顶盖向上输送,固定座经补料层移至上层置料层时,弧形块二推动齿杆向远离弧形块二一端移动,齿杆移动带动齿轮和转轴转动,转轴转动时l形滑槽与限位螺栓配合,使转轴先带动夹块转动位于顶盖上方,垂直于送料轨道输送方向,然后带动夹块下降对顶盖两侧实现夹紧控制,使顶盖位于置料层时均处于夹紧状态。
6、本发明的进一步设置为:所述推动组件包括固定于所述固定座靠近所述固定架一侧的第一楔形块,所述连接架固定有适配所述第一楔形块的第二楔形块,所述连接架远离所述连杆一一侧与所述固定架之间固定连接有回程弹簧。
7、通过采用上述技术方案,当固定座经链条输送方向移动至将要到达补料层时,第一楔形块贴合于第二楔形块带动第二楔形块向前滑动,第二楔形块带动一侧连接架向靠近另一侧连接架方向移动,通过连杆二带动连杆一转动,连杆一转动通过连杆二带动另一侧连接架相对固定架滑动,使两侧连接架向相对靠近的方向移动,连接架移动过程中定位滚与顶盖侧边接触对顶盖位于送料轨道上的位置进行校正,使固定座到达补料层时,送料轨道上的顶盖已经完成定位,固定座向上移动至补料层后,第一楔形块也向上移动离开第二楔形块,连接架在回程弹簧的作用下相对固定架滑动回至原点,然后送料轨道继续向前输送已经校正好的顶盖至补料层,使顶盖两侧位于固定座上方,同时另一块顶盖再次被输送至固定架下方等待校正,然后链条带动固定座向上移动抬起顶盖向上输送,使顶盖补料过程连带顶盖垂直上料过程更加紧凑,减少工时,提高工作效率。
8、本发明的进一步设置为:所述固定架上固定有垂直于所述送料轨道输送方向的滑轨,所述连接架固定有适配所述滑轨的滑动于所述滑轨上的滑座。
9、通过采用上述技术方案,限制连接架滑动于固定架上,同时对连接架的滑动进行导向,使校正过程更加稳定。
10、本发明的进一步设置为:所述夹块底侧滑动连接有压块,所述压块固定有防磨片,所述夹块内设有供所述压块滑动伸入的收缩空腔,所述压块位于所述收缩空腔内一端与所述夹块之间固定有伸缩弹簧。
11、通过采用上述技术方案,夹块下降过程中压块压紧于顶盖向收缩空腔内收缩,使夹块与顶盖之间的夹紧高度不受限制,使夹紧机构适配不同高度的顶盖,增强装置的实用性;接触限制后压块在伸缩弹簧的作用下从收缩空腔内伸出归位。
12、本发明的进一步设置为:所述输送轨道两侧固定有夹持机构,所述夹持机构包括固定于所述输送轨道的安装座、中部铰接于所述安装座的夹持件和固定于所述安装座的夹持气缸,所述夹持气缸输出端铰接于所述夹持件端部。
13、通过采用上述技术方案,车架沿输送轨道进入顶盖安装工位时,夹持气缸输出端伸长带动夹持件相对安装座转动,夹持件端部下降将车架压制于输送轨道上避免在将顶盖安装于车架上时车架移位,提高安装焊接质量。
14、本发明的有益效果是:
15、1、链条沿竖直方向向上输送多层顶盖,当顶盖位于置料层时,夹紧机构位于顶盖两侧、夹块下压对顶盖实现夹紧状态,避免顶盖随意偏离影响顶盖与车架之间的定位焊接,当顶盖位于置料层时均处于夹紧状态,顶盖处于上料层和补料层时处于解锁状态,在输送中对顶盖两侧实现压紧的同时避免对上料机器人的抓取和补料造成影响;
16、2、顶盖沿送料轨道输送至固定架下方后,推动组件带动两侧连接架向相对靠近的方向移动,连接架移动过程中定位滚与顶盖侧边接触对顶盖位于送料轨道上的位置进行校正,使顶盖进入补料层之前处于送料轨道中部位置,避免焊接时还需二次调整,提高加工效率;
17、3、当固定座经链条输送方向移动至将要到达补料层时,第一楔形块带动第二楔形块向前移动,通过连杆一和连杆二使两侧连接架向相对靠近的方向移动,连接架移动过程中定位滚与顶盖侧边接触对顶盖位于送料轨道上的位置进行校正,使固定座到达补料层时,送料轨道上的顶盖已经完成定位,然后送料轨道继续向前输送已经校正好的顶盖至补料层,同时另一块顶盖再次被输送至固定架下方等待校正,然后链条带动固定座向上移动抬起顶盖向上输送,使顶盖补料过程连带顶盖垂直上料过程更加紧凑,减少工时,提高工作效率;
18、4、夹块下降过程中压块压紧于顶盖向收缩空腔内收缩,使夹块与顶盖之间的夹紧高度不受限制,使夹紧机构适配不同高度的顶盖,增强装置的实用性;
19、5、车架沿输送轨道进入顶盖安装工位时,夹持气缸输出端伸长带动夹持件相对安装座转动,夹持件端部下降将车架压制于输送轨道上避免在将顶盖安装于车架上时车架移位,提高安装焊接质量。
- 还没有人留言评论。精彩留言会获得点赞!