一种航空发动机用盘轴一体结构的高温合金锻件成形方法与流程
本发明属于航空发动机用盘轴成形加工领域,特别涉及一种航空发动机用盘轴一体结构的高温合金锻件成形方法。
背景技术:
1、随着新型航空发动机性能的不断提高,其重要零件越来越多地采用整体结构设计。同时为了进一步提高零部件的性能,钛合金、高温合金等难加工的高性能材料越来越多地应用于航空发动机零部件加工领域中,随之加工工艺技术及装备的改进和提升也成为必然的趋势。
2、航空发动机用盘轴的一体结构设计可以减少连接面和止口的数量,大大提高了连接和装配的可靠性,同时增加零件的整体刚性。但是这种全新的一体结构式航空发动机用盘轴的生产工艺目前尚不成熟,一般采用普通模锻生产,锻造难度极大,容易导致成品局部变形不均匀、整体性能无法满足高强机械性能要求、晶粒度均匀性差(局部只能达到5级晶粒度,标准要求不小于8级晶粒度)等问题。同时在模锻生产过程中对锻压设备能力要求很高,超出现有多数锻压设备能力,导致生产成本过大,无法进行工业化批量生产。
技术实现思路
1、为了解决盘轴一体结构高温合金锻件的模锻机械性能差及晶粒度不均匀等问题,本发明公开了一种航空发动机用盘轴一体结构的高温合金锻件成形方法,采用自由锻坯、胎模镦粗以及模锻工艺相结合的锻造成型方式,控制锻件变形量,保证最终机械性能和晶粒度要求。
2、本发明的上述技术目的是通过以下技术方案得以实现的:
3、一种航空发动机用盘轴一体结构的高温合金锻件成形方法,具体步骤如下
4、s1:自由锻制坯:采用多火次自由锻将坯料一端拔长,得到一端拔长的坯料;
5、s2:胎模镦粗:将坯料的拔长端放入胎模模具中进行分段式镦粗,得到镦粗坯料;
6、s3:终锻成型:将步骤s2制得的镦粗坯料放入终锻模具中进行锻造得到一体结构的航空发动机用盘轴。
7、优选地,所述s1的自由锻制坯过程中,最后一火次中仅对坯料一端轴向拔长至预设尺寸,其余每火次中均对坯料进行轴向镦粗和轴向拔长处理。
8、优选地,所述s1中,每火次自由锻制坯前均对坯料进行锻前预处理,所述锻前预处理包括对坯料进行加热保温处理,且每火次加热保温的温度随火次增加均匀递减。
9、优选地,所述s1的自由锻制坯过程中,采用三火次进行自由锻制坯。
10、优选地,所述s1中自由锻制坯的具体步骤如下:
11、s1-1:第1火次自由锻制坯,对锻前预处理后的坯料进行一次轴向镦粗至预设尺寸,上下端翻面后继续进行二次轴向镦粗至预设尺寸;随后进行一次轴向拔长至预设尺寸、倒棱;继续进行二次轴向拔长至预设尺寸、倒棱;
12、s1-2:第2火次自由锻制坯,对步骤s1-1制得的坯料进行锻前预处理后进行一次轴向镦粗至预设尺寸,随后对坯料进行一次轴向拔长至预设尺寸、倒棱;继续对坯料进行二次轴向拔长至预设尺寸,滚圆、平整端头;
13、s1-3:第3火次自由锻制坯,对步骤s1-2制得的坯料进行锻前预处理后,将坯料的一端拔长至预设尺寸;
14、s1-4:将步骤s1-3制得的坯料进行空气冷却至室温。
15、优选地,所述胎模模具的成型腔从下至上一体设计为台阶段、连轴段和盘面段,所述盘面段从连轴段向上扩大为开放式成型腔,且所述连轴段与所述盘面段通过圆弧面过渡连接。
16、优选地,所述s2的胎模镦粗具体步骤如下:
17、s2-1:将步骤s1制得的坯料加热至预设温度后保温一段时间;
18、s2-2:将加热保温后的坯料转移至预热的胎模中,且坯料的拔长端位于胎模的成型腔内;
19、s2-3:控制上平砧对坯料沿轴向以一定的下压速度进行锻压,并控制一定的欠压量。
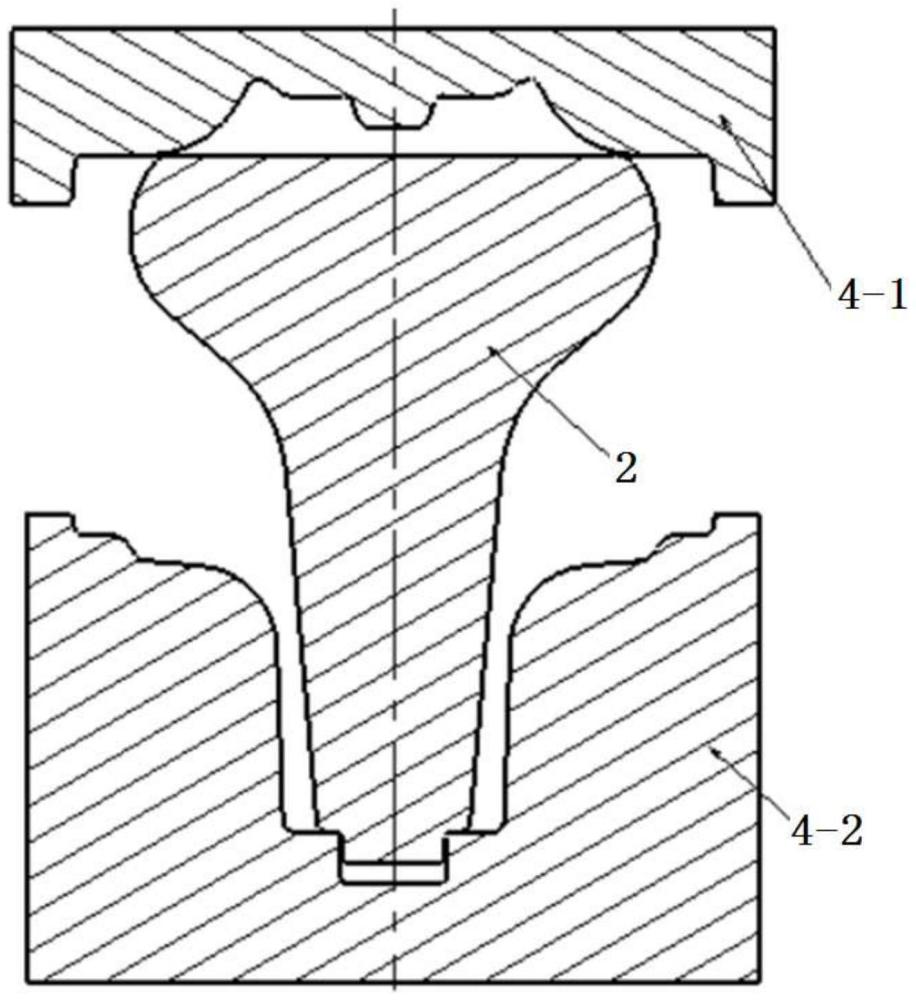
20、优选地,所述s3的终锻成型过程中,所述终锻模具包括终锻上模和终锻下模,且终锻上模和终锻下模合模后的成型腔与目标锻件轮廓相配合。
21、优选地,所述s3的终锻成型的具体过程如下:
22、s3-1:将步骤s2制得的坯料加热至预设温度后保温一段时间;
23、s3-2:将加热保温后的坯料转移至预热的终锻模具中,且坯料的拔长端位于终锻模具的下模成型腔内;
24、s3-3:控制终锻模具的终锻上模对坯料沿轴向以一定的下压速度进行锻压,并控制一定的欠压量。
25、优选地,所述s3中,控制终锻变形量为30-60%。
26、有益效果:本发明公开了一种航空发动机用盘轴一体结构的高温合金锻件成形方法,具有如下优点:
27、(1)本发明采用多火次自由锻制坯、胎模镦粗以及终锻成型相结合的方式,实现航空发动机用盘轴的一体成形,不仅可以避免整体盘轴锻件杆部变形出现变形死区,提高材料利用率,锻件晶粒度均匀,达到9-10级,满足锻件整体机械性能要求和晶粒度要求,同时降低了对锻压设备能力要求,减少生产成本。
28、(2)本发明在通过多火次自由锻制坯、胎模镦粗以及终锻成型过程中,可以通过控制坯料每火次变形量,获得理想的形状和组织,终锻变形量控制在30%-60%,各个部位均匀变形,获得良好的综合性能。
技术特征:
1.一种航空发动机用盘轴一体结构的高温合金锻件成形方法,其特征在于,具体步骤如下:
2.根据权利要求1所述的航空发动机用盘轴一体结构的高温合金锻件成形方法,其特征在于,所述s1的自由锻制坯过程中,最后一火次中仅对坯料一端轴向拔长至预设尺寸,其余每火次中均对坯料进行轴向镦粗和轴向拔长处理。
3.根据权利要求1所述的航空发动机用盘轴一体结构的高温合金锻件成形方法,其特征在于,所述s1中,每火次自由锻制坯前均对坯料进行锻前预处理,所述锻前预处理包括对坯料进行加热保温处理,且每火次加热保温的温度随火次增加均匀递减。
4.根据权利要求1所述的航空发动机用盘轴一体结构的高温合金锻件成形方法,其特征在于,所述s1的自由锻制坯过程中,采用三火次进行自由锻制坯。
5.根据权利要求4所述的航空发动机用盘轴一体结构的高温合金锻件成形方法,其特征在于,所述s1中自由锻制坯的具体步骤如下:
6.根据权利要求1所述的航空发动机用盘轴一体结构的高温合金锻件成形方法,其特征在于,所述胎模模具的成型腔从下至上一体设计为台阶段、连轴段和盘面段,所述盘面段从连轴段向上扩大为开放式成型腔,且所述连轴段与所述盘面段通过圆弧面过渡连接。
7.根据权利要求1所述的航空发动机用盘轴一体结构的高温合金锻件成形方法,其特征在于,所述s2的胎模镦粗具体步骤如下:
8.根据权利要求1所述的航空发动机用盘轴一体结构的高温合金锻件成形方法,其特征在于,所述s3的终锻成型过程中,所述终锻模具包括终锻上模和终锻下模,且终锻上模和终锻下模合模后的成型腔与目标锻件轮廓相配合。
9.根据权利要求1所述的航空发动机用盘轴一体结构的高温合金锻件成形方法,其特征在于,所述s3的终锻成型的具体过程如下:
10.根据权利要求1所述的航空发动机用盘轴一体结构的高温合金锻件成形方法,其特征在于,所述s3中,控制终锻变形量为30-60%。
技术总结
本发明公开了一种航空发动机用盘轴一体结构的高温合金锻件成形方法,具体步骤如下:S1:自由锻制坯:采用多火次自由锻将坯料一端拔长,得到一端拔长的坯料;S2:胎模镦粗:将坯料的拔长端放入胎模模具中进行分段式镦粗,得到镦粗坯料;S3:终锻成型:将步骤S2制得的镦粗坯料放入终锻模具中进行锻造得到一体结构的航空发动机用盘轴。本发明采用自由锻坯、胎模镦粗以及模锻工艺相结合的锻造成型方式,控制锻件变形量,保证最终机械性能和晶粒度要求。
技术研发人员:张志刚,江荣忠,陈伟,万剑平,王雪,艾志斌,朱志军,于杰,万燕,严鹏程
受保护的技术使用者:无锡派鑫航空科技有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!