建筑桩基预制钢筋笼自动化焊接装置的制作方法
本发明属于钢筋笼焊接,具体是建筑桩基预制钢筋笼自动化焊接装置。
背景技术:
1、预制钢筋笼由多根主筋和螺旋箍筋焊接形成,箍筋按照设定的螺距缠绕并焊接在多根主筋外缘上,目前在钢筋笼预制时,主筋与箍筋卷绕形成钢筋笼后多采用滚焊轮自动化焊接,而在滚焊轮自动化焊接固定中,主要通过电流电压传导电加热,从而加热钢筋的接触点,钢筋的接触点开始熔化,冷却时连接在一起,形成牢固的焊接点,但由于电加热需要一定的工作时常,对于较大直径的钢筋电流加热慢,导致焊点细小,无法达到焊接牢固效果,极易在运输中直接产生焊点崩裂,焊接质量差;同时由于滚焊轮焊接中需施加一定的压力,以确保钢筋在焊接时完全接触,但过大的压力会造成主筋变形,引入应力集中,造成潜在的裂纹;而压力不足则导致焊点牢固性低。因此,有必要提供建筑桩基预制钢筋笼自动化焊接装置,以解决上述背景技术中提出的问题。
技术实现思路
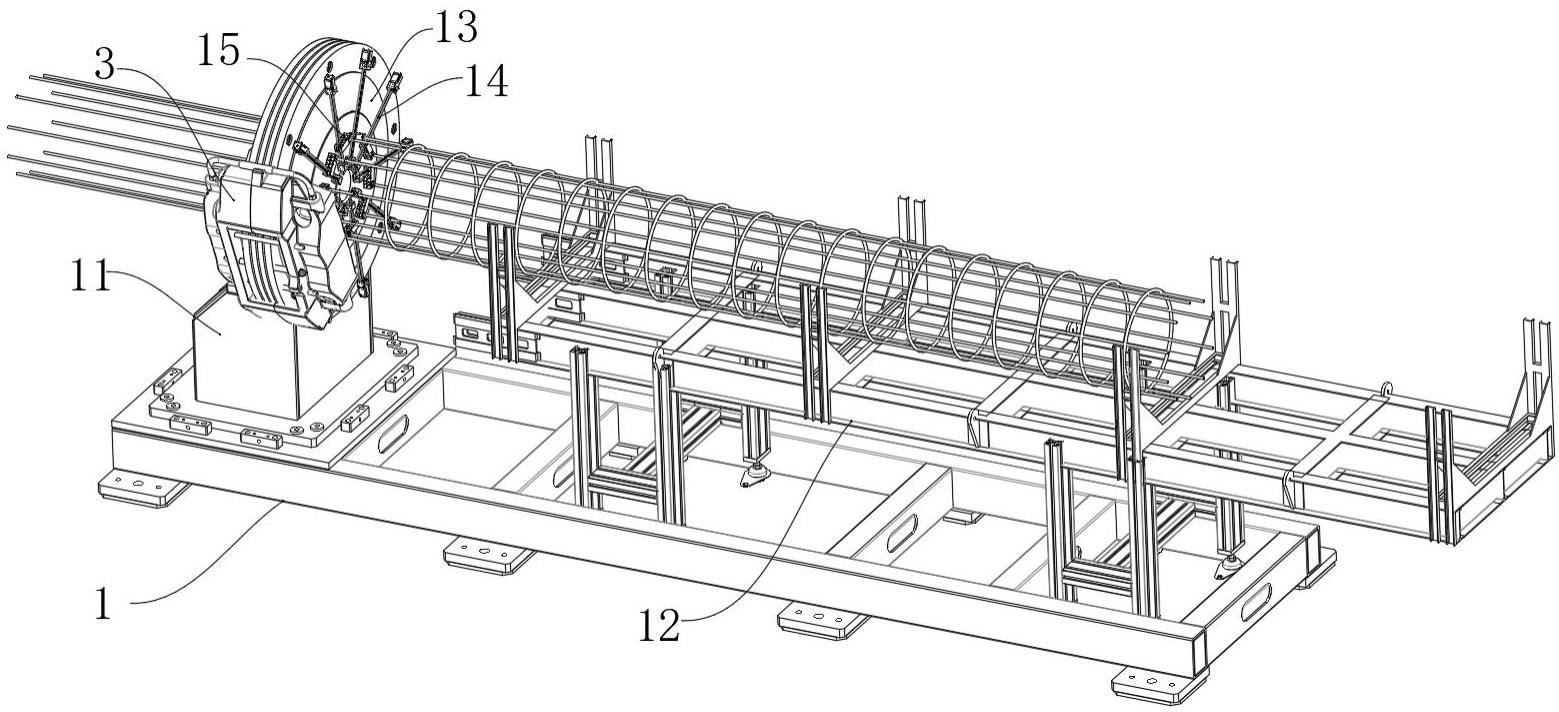
1、为实现上述目的,本发明提供如下技术方案:建筑桩基预制钢筋笼自动化焊接装置,其包括:工位底座,其上端面一侧固定有机架,所述机架上固定有主定位轮,所述主定位轮上周向分布有多个导轨架,所述导轨架上通过螺纹啮合作用滑动设置有穿筋件,多根主筋杆滑动穿接在穿筋件内,所述主定位轮上转动安装有旋转环架,所述旋转环架上设置有卷线轮,卷线轮上卷输有箍筋,所述旋转环架上安装有导线架,且所述旋转环架上安装有前置焊接机构,所述前置焊接机构能够对箍筋与主筋杆之间的连接夹缝预热焊接,所述旋转环架上还设置有滚焊组件,所述滚焊组件位于前置焊接机构相对的后方位置,并在前置焊接机构完成焊接预热后采用滚焊方式实现箍筋与主筋杆的充分焊接固定,所述工位底座的上端面另一侧固定有支撑架。
2、进一步,作为优选,多个所述穿筋件由导轨架同步径向调节,使得钢筋笼预制圆心与主定位轮轴线处于同一直线,且多个所述主筋杆采用外置传输轮机横向传输。
3、进一步,作为优选,所述前置焊接机构包括:
4、转向盘,转动连接在旋转环架上,所述转向盘上固定有架板,所述架板上滑动连接有底板;
5、固定衬板,垂直固定在底板上,所述固定衬板上滑动连接有紧固板,所述紧固板与固定衬板之间设置有伸缩缸;
6、角度分盘,安装在紧固板的下方,所述角度分盘上安装有激光焊接器。
7、进一步,作为优选,所述激光焊接器包括:
8、上安装部,其内部设有激光通道,所述上安装部上设置有激光发射器,所述激光发射器通过激光通道射入激光射线;
9、锥形扩散镜,固定在上安装部的中部,所述上安装部的内部上设有反射聚焦镜面,使得经过锥形扩散镜扩散的激光射线由反射聚焦镜面聚焦在上安装部的下方;
10、粉料管,竖直固定在上安装部内位于锥形扩散镜下方,所述粉料管内设有导料腔,且上安装部外连通有粉管,所述粉管的一端与导料腔相连通。
11、进一步,作为优选,所述粉管内气流输送有金属粉末,所述反射聚焦镜面能够将激光射线形成用以焊接的熔焊光束以及用以预热的预热光束。
12、进一步,作为优选,所述前置焊接机构为中心对称设置的两个,所述前置焊接机构的预热焊接点在箍筋与主筋构造形成的钝角位置处。
13、进一步,作为优选,所述滚焊组件包括:
14、定位架体,其内部转动设置有联轴臂,所述联轴臂的端部转动设置有滚焊轮,所述滚焊轮的一侧同步转动设置有导电轮;
15、弹性伸缩杆,连接在定位架体上,所述弹性伸缩杆的一端与所述联轴臂相连接;
16、导电铜块,固定在各所述穿筋件上。
17、进一步,作为优选,所述滚焊轮内同轴设置有定轴,所述定轴与滚焊轮之间设置有定位套,所述滚焊轮转动设置在定位套外,所述定位套与定轴之间周向分布有多个限位弹簧,所述定轴的内部径向固定有中轴,所述中轴的两端均固定有超声波换能器,所述超声波换能器的振动端与所述定位套相抵靠接触。
18、进一步,作为优选,所述定轴上的中轴朝向旋转环架的圆心。
19、与现有技术相比,本发明的有益效果是:
20、本发明中采用前置焊接机构配合滚焊组件对箍筋与主筋杆的接触点优先进行预热焊接,而后采用滚焊轮通过电流传导电加热的方式,从而加热钢筋的接触点,提高焊接牢固性,同时前置焊接机构在箍筋与主筋杆之间的连接夹缝处能够形成中心对称分布的焊接凸块,而后滚焊组件在超声波换能器超声振动下使得主筋杆与箍筋接触点热融后充分与焊接凸块重新熔合,增加主筋杆与箍筋焊接接触面积,进一步保证焊接点处的整体性。
技术特征:
1.建筑桩基预制钢筋笼自动化焊接装置,其特征在于,其包括:工位底座(1),其上端面一侧固定有机架(11),所述机架(11)上固定有主定位轮(13),所述主定位轮(13)上周向分布有多个导轨架(14),所述导轨架(14)上通过螺纹啮合作用滑动设置有穿筋件(15),多根主筋杆滑动穿接在穿筋件(15)内,所述主定位轮(13)上转动安装有旋转环架(2),所述旋转环架(2)上设置有卷线轮(22),卷线轮(22)上卷输有箍筋,所述旋转环架(2)上安装有导线架(21),且所述旋转环架(2)上安装有前置焊接机构(4),所述前置焊接机构(4)能够对箍筋与主筋杆之间的连接夹缝预热焊接,所述旋转环架(2)上还设置有滚焊组件(3),所述滚焊组件(3)位于前置焊接机构(4)相对的后方位置,并在前置焊接机构(4)完成焊接预热后采用滚焊方式实现箍筋与主筋杆的充分焊接固定,所述工位底座(1)的上端面另一侧固定有支撑架(12)。
2.根据权利要求1所述的建筑桩基预制钢筋笼自动化焊接装置,其特征在于,多个所述穿筋件(15)由导轨架(14)同步径向调节,使得钢筋笼预制圆心与主定位轮(13)轴线处于同一直线,且多个所述主筋杆采用外置传输轮机横向传输。
3.根据权利要求1所述的建筑桩基预制钢筋笼自动化焊接装置,其特征在于,所述前置焊接机构(4)包括:
4.根据权利要求3所述的建筑桩基预制钢筋笼自动化焊接装置,其特征在于,所述激光焊接器(5)包括:
5.根据权利要求4所述的建筑桩基预制钢筋笼自动化焊接装置,其特征在于,所述粉管(57)内气流输送有金属粉末,所述反射聚焦镜面(54)能够将激光射线形成用以焊接的熔焊光束以及用以预热的预热光束。
6.根据权利要求3所述的建筑桩基预制钢筋笼自动化焊接装置,其特征在于,所述前置焊接机构(4)为中心对称设置的两个,所述前置焊接机构(4)的预热焊接点在箍筋与主筋构造形成的钝角位置处。
7.根据权利要求1所述的建筑桩基预制钢筋笼自动化焊接装置,其特征在于,所述滚焊组件(3)包括:
8.根据权利要求7所述的建筑桩基预制钢筋笼自动化焊接装置,其特征在于,所述滚焊轮(6)内同轴设置有定轴(61),所述定轴(61)与滚焊轮(6)之间设置有定位套(62),所述滚焊轮(6)转动设置在定位套(62)外,所述定位套(62)与定轴(61)之间周向分布有多个限位弹簧,所述定轴(61)的内部径向固定有中轴,所述中轴的两端均固定有超声波换能器(63),所述超声波换能器(63)的振动端与所述定位套(62)相抵靠接触。
9.根据权利要求8所述的建筑桩基预制钢筋笼自动化焊接装置,其特征在于:所述定轴(61)上的中轴朝向旋转环架(2)的圆心。
技术总结
本发明公开了建筑桩基预制钢筋笼自动化焊接装置,属于钢筋笼焊接技术领域,其包括:工位底座,其上端面一侧固定有机架,机架上固定有主定位轮,主定位轮上周向分布有多个导轨架,导轨架上通过螺纹啮合作用滑动设置有穿筋件,多根主筋杆滑动穿接在穿筋件内,主定位轮上转动安装有旋转环架,旋转环架上设置有卷线轮,且旋转环架上安装有前置焊接机构,前置焊接机构能够对箍筋与主筋杆之间的连接夹缝预热焊接,旋转环架上还设置有滚焊组件,滚焊组件位于前置焊接机构相对的后方位置,工位底座的上端面另一侧固定有支撑架,本发明能够增加主筋杆与箍筋焊接接触面积,进一步保证焊接点处的整体性。
技术研发人员:章佳雄
受保护的技术使用者:深圳市锦兴建设有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!