一种滚轮自动加工系统的制作方法
本发明涉及自动化加工领域,具体涉及一种滚轮自动加工系统。
背景技术:
1、滚轮产品结构相对简单,但其表面在加工过程中精度要求高,尤其是内孔和外圆的圆度、直线度和粗糙度,所以在加工过程中对滚轮表面的保护尤为重要,不允许有任何的碰伤和划痕。但传统的人工操作,依靠工人进行劳动密集型加工,人为干预较多,存在较大的质量波动及出错率高等问题。
技术实现思路
1、本发明的目的是提供一种滚轮自动加工系统,其能够减少人为干预,提升滚轮加工的自动化程度和加工效率。
2、为了实现上述目的,本发明采用的技术方案如下:
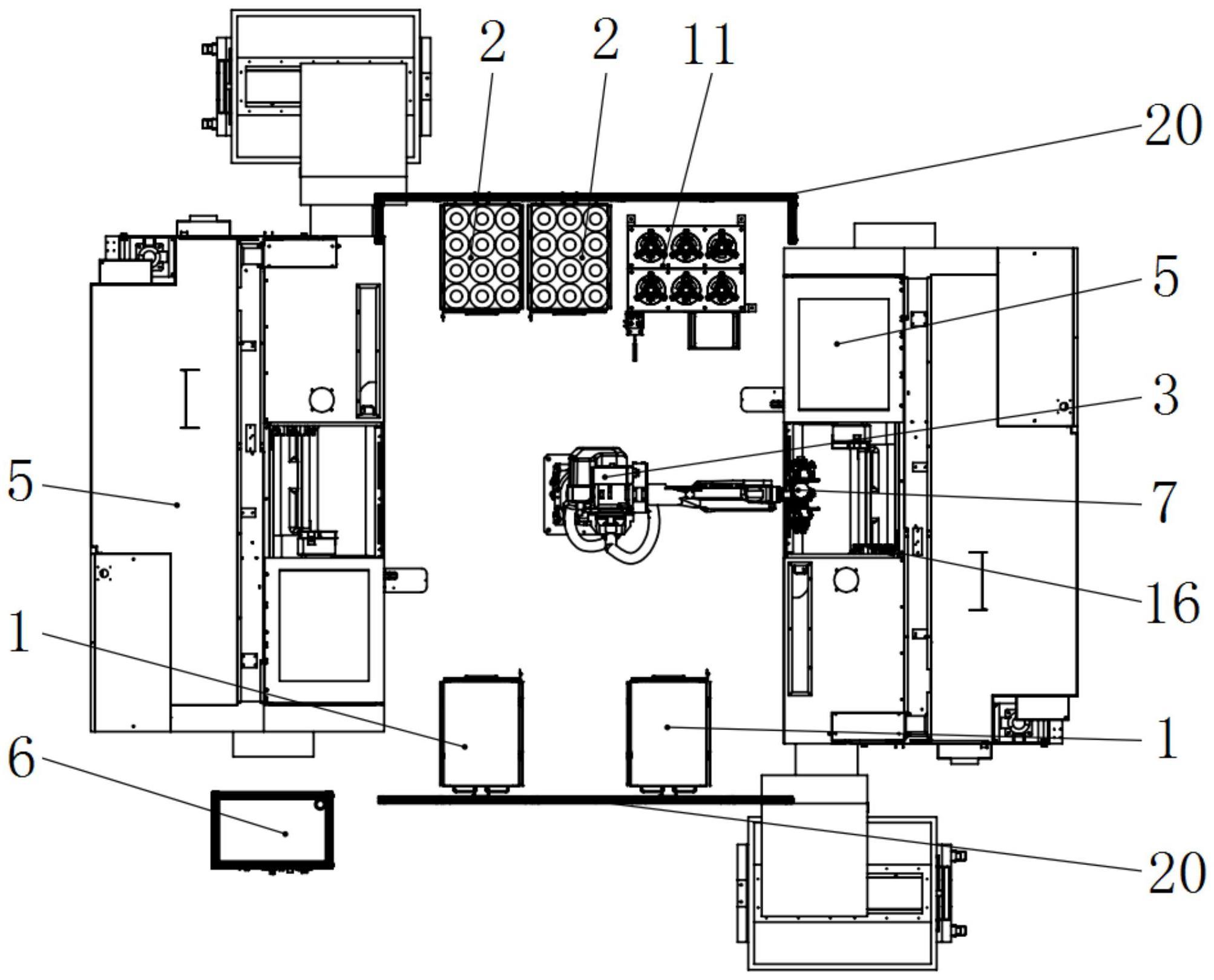
3、一种滚轮自动加工系统,包括第一料车、第二料车、机械手、图像采集元件、机床、控制元件;所述第一料车用于存放待加工滚轮;所述第二料车用于存放已加工滚轮;所述机械手用于抓取并转运待加工滚轮或已加工滚轮至机床或第二料车;所述图像采集元件集成固定于机械手上,用于采集第一料车上待加工滚轮的摆放位置图像;所述机床用于按预设程序进行滚轮加工;所述控制元件与机械手、图像采集元件和机床连接,获取图像采集元件采集的第一料车上待加工滚轮的摆放位置图像,分析计算得到待加工滚轮抓取坐标,控制机械手从第一料车上抓取待加工滚轮转运至机床,控制机床按预设程序进行滚轮加工,再控制机械手抓取已加工滚轮转运至第二料车。
4、通过采用上述技术手段,利用控制元件识别待加工滚轮的摆放位置图像,分析计算得到待加工滚轮抓取坐标,控制机械手自动抓取并转运待加工滚轮或已加工滚轮,控制机床按预设程序进行滚轮加工,具体加工时,仅需人工将待加工滚轮放置于第一料车上,然后将第一料车移动至预设位置即可,大幅减少了滚轮加工过程中的人为干预,提升了滚轮加工的自动化程度和加工效率。
5、进一步,所述机械手的第一端通过第一快换盘连接上料手爪,机械手的第二端通过第二快换盘连接下料手爪。
6、通过采用上述技术手段,利用单一机械手同时连接上料手爪和下料手爪,具体工作时,能够先通过上料手爪从第一料车上抓取待加工滚轮,转运至机床后,通过下料手爪抓取已加工滚轮,再将抓取的待加工滚轮上料至机床上,最后将待加工滚轮转运至第二料车。通过合理安排上、下料步骤,相较于常规的单一手爪的机械手,减少了机械手移动时间,加快了滚轮加工生产节拍。
7、进一步,还包括手爪快换台,所述手爪快换台上的放置平台上布置有若干个不同型号的上料手爪和若干个不同型号的下料手爪。
8、通过采用上述技术手段,利用手爪快换台提供若干个不同型号的上、下料手爪,满足不同尺寸滚轮的加工需求,当控制元件接收到需要更换上、下料手爪的信号后,控制机械手移动至手爪快换台位置,先通过泄压脱离现有的上料手爪或下料手爪,然后重新通过第一快换盘或第二快换盘连接新的上料手爪或下料手爪,实现自动更换。上料手爪或下料手爪与机械手之间的连接状态通过气缸控制,气缸充压时,两者稳固连接,气缸泄压时,上料手爪或下料手爪脱离第一快换盘或第二快换盘。
9、进一步,所述手爪快换台的放置平台下方布置有吹气箱。
10、通过采用上述技术手段,能够及时清洁上、下料手爪和滚轮上的铁屑,为后续精准上、下料提供保障。
11、进一步,所述第一料车和第二料车底端固定有定位板,所述地面预设位置固定有定位座,所述定位座上设有定位槽,所述定位板与所述定位槽对应配合。
12、通过采用上述技术手段,能够精准定位第一料车和第二料车的位置,保证第一料车和第二料车快速定位于预设坐标系中,从而利于快速得到待加工滚轮的抓取坐标以及已加工滚轮的放置坐标。
13、进一步,所述图像采集元件包括相机以及布置于相机采集端、能够旋转开闭的防尘盖。
14、通过采用上述技术手段,利用能够旋转开闭的防尘盖实现对相机采集端的遮挡,当相机工作时,防尘盖处于打开状态,当相机未工作时,防尘盖处于关闭状态,防止了外部灰尘污染相机镜头。
15、进一步,还包括滚轮换向组件,用于调节滚轮的上料角度。
16、通过采用上述技术手段,利用滚轮换向组件实现滚轮换向,以满足不同加工需求。
17、进一步,还包括集成布置于机床上的尺寸测量组件,该尺寸测量组件用于测量已加工滚轮的尺寸信息,并将测得的尺寸信息发送至控制元件,所述控制元件依据反馈的尺寸信息实时调节机床的加工程序。
18、通过采用上述技术手段,利用尺寸测量组件用于测量已加工滚轮的尺寸信息,并将测得的尺寸信息发送至控制元件,控制元件能够根据反馈的尺寸测量信息实时调节机床的加工程序,保证了滚轮加工质量。
19、本发明的有益效果:
20、本发明所述滚轮自动加工系统能够实现多品种滚轮的自动化加工,只需人工将待加工滚轮堆在第一料车上,并在控制元件上设置好参数,即可自动完成加工第一料车中的滚轮产品,自动化时间一般可达4~6小时,提高了设备利用率,同时提高了加工效率,解放人力。
技术特征:
1.一种滚轮自动加工系统,其特征在于,包括:
2.根据权利要求1所述的滚轮自动加工系统,其特征在于:所述机械手(3)的第一端通过第一快换盘(9)连接上料手爪(7),机械手(3)的第二端通过第二快换盘(10)连接下料手爪(8)。
3.根据权利要求2所述的滚轮自动加工系统,其特征在于:还包括手爪快换台(11),所述手爪快换台(11)上的放置平台上布置有若干个不同型号的上料手爪(7)和若干个不同型号的下料手爪(8)。
4.根据权利要求3所述的滚轮自动加工系统,其特征在于:所述手爪快换台(3)的放置平台下方布置有吹气箱(13)。
5.根据权利要求1所述的滚轮自动加工系统,其特征在于:所述第一料车(1)和第二料车(2)底端固定有定位板(17),所述地面预设位置固定有定位座(14),所述定位座(14)上设有定位槽(15),所述定位板(17)与所述定位槽(15)对应配合。
6.根据权利要求1所述的滚轮自动加工系统,其特征在于:所述图像采集元件(4)包括相机(41)以及布置于相机(41)采集端、能够旋转开闭的防尘盖(42)。
7.根据权利要求1所述的滚轮自动加工系统,其特征在于:还包括滚轮换向组件(12),用于调节待加工滚轮的上料角度。
8.根据权利要求1所述的滚轮自动加工系统,其特征在于:还包括集成布置于机床(5)上的尺寸测量组件(16),该尺寸测量组件(16)用于测量已加工滚轮的尺寸信息,并将测得的尺寸信息发送至控制元件(6),所述控制元件(6)依据反馈的尺寸信息实时调节机床(5)的加工程序。
技术总结
本发明涉及自动化加工领域,具体涉及一种滚轮自动加工系统。包括用于存放待加工滚轮的第一料车、用于存放已加工滚轮的第二料车、机械手、图像采集元件、机床、控制元件;机械手用于抓取并转运待加工滚轮或已加工滚轮至机床或第二料车;图像采集元件集成固定于机械手上,用于采集待加工滚轮的摆放位置图像;机床用于按预设程序进行滚轮加工;控制元件与机械手、图像采集元件和机床连接,获取采集的待加工滚轮的摆放位置图像,分析计算得到抓取坐标,控制机械手从第一料车上抓取待加工滚轮转运至机床,控制机床按预设程序进行滚轮加工,再控制机械手抓取已加工滚轮转运至第二料车。其能够减少人为干预,提升滚轮加工的自动化程度和加工效率。
技术研发人员:刘玲利,刘宏岩,张云庭,罗付强,罗凤吉,杨鑫,何铠锋
受保护的技术使用者:重庆红江机械有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!