一种高效率锤击空气锤及其使用方法与流程
本发明涉及锂电池加工,具体为一种高效率锤击空气锤及其使用方法。
背景技术:
1、随着科技的不断进步和发展,锂电行业的快速发展已成为当今社会中不可忽视的一部分。锂电池作为一种高效、环保的储能设备,其应用范围日益广泛。然而,在锂电池的生产过程中,为了保证电池的质量和性能,常常需要使用到空气锤。
2、如中国专利cn214133782u公开了一种空气锤,包括空气锤本体,空气锤本体上设置有砧座、工作气缸以及两个砧铁,砧座和工作气缸活塞杆的相对内侧均固定连接有安装块,两个安装块的相对内侧均开设有连接槽,两个砧铁上均固定连接有连接块,两个连接块分别与两个连接槽插接配合;连接槽相对的两个侧壁上分别开设有第一通孔和第一滑槽,连接块上开设有第二通孔;两个安装块内均设置有用于固定两个连接块的固定机构。
3、但现有技术中,锂电池的生产工艺分为前、中、后三个阶段,其中前段工序的目的是将原材料加工成为极片,而前段工序主要包括浆料搅拌、正负极涂布、辊压、分切、极片制作和模切。锂电池极片分切工艺的主要技术难点在于处理毛刺、波浪边和掉粉,其中波浪边是极片分切时存在的缺陷,出现波浪边时,极片分切和卷绕时会出现边缘纠偏抖动,从而降低工艺精度,另外对电池最终的厚度和形貌也会出现不良影响,故需要使用到空气锤对极片的波浪边进行锻压,而现有的空气锤并不是针对电池极片专用,导致在电池极片生产过程中使用较为繁琐,处理效率不高。
技术实现思路
1、本发明的目的在于提供一种高效率锤击空气锤及其使用方法,以解决上述背景技术提出的锂电池极片分切工艺的主要技术难点在于处理毛刺、波浪边和掉粉,其中波浪边是极片分切时存在的缺陷,出现波浪边时,极片分切和卷绕时会出现边缘纠偏抖动,从而降低工艺精度,另外对电池最终的厚度和形貌也会出现不良影响,故需要使用到空气锤对极片的波浪边进行锻压,而现有的空气锤并不是针对电池极片专用,导致在电池极片生产过程中使用较为繁琐,处理效率不高的问题。
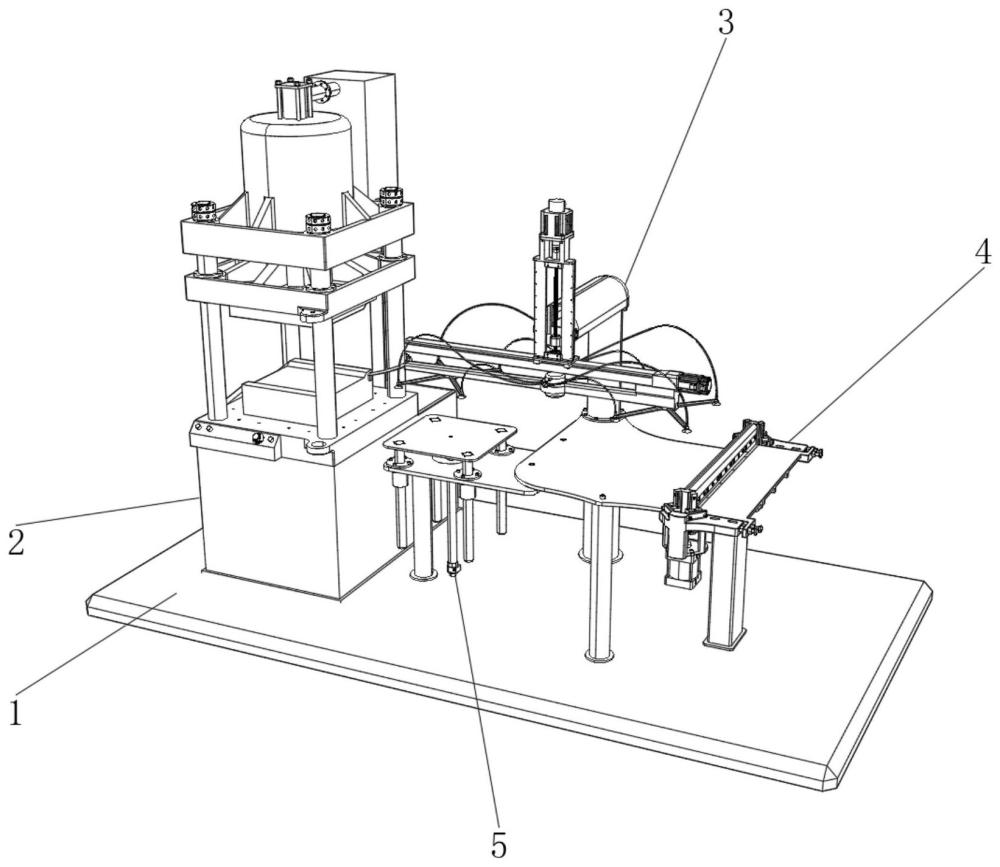
2、为实现上述目的,本发明提供如下技术方案:一种高效率锤击空气锤,包括底板,所述底板的上侧固定连接有空气锤主体、微调机构和分切机构,所述微调机构位于所述空气锤主体和所述分切机构中间位置,所述分切机构的一端上侧固定连接有转料机构;
3、所述转料机构包括直角架,所述直角架的一端固定连接有连接架,所述连接架的内侧滑动卡接有条状架,所述条状架的上侧固定安装有伺服电机,所述伺服电机的输出端通过联轴器固定安装有螺纹杆,所述螺纹杆的外表面与所述连接架的中部螺纹连接,所述条状架的下侧固定连接有横移组件;
4、所述横移组件的下侧设置有双吸料组件,所述双吸料组件包括横杆,所述横杆的一端固定连接有推料板,所述横杆的中部固定安装有微型气泵主体,所述横杆的两端均固定安装有四角架,每组所述四角架的端部均固定安装有吸盘,每组所述吸盘的上侧固定连通有导管,每组所述导管的另一端均与所述微型气泵主体的输出端固定连接。
5、优选的,所述直角架的另一端固定安装有暂存板,所述暂存板的一端上侧固定安装有工作台,所述工作台的一侧固定安装有下刀具。
6、优选的,所述工作台的两侧均固定连接有侧架,每组所述侧架的下侧均固定安装有第一电缸。
7、优选的,两组所述侧架的中部滑动卡接有横架,所述横架的两端分别与两组所述第一电缸的输出端固定连接。
8、优选的,所述横架的下侧中部固定安装有上刀具,所述上刀具位于所述下刀具的上方,所述工作台的下侧固定连接有支撑柱。
9、优选的,所述暂存板的另一端下侧固定连接有支撑架,所述支撑架的下侧固定安装有第二电缸,所述第二电缸的活动杆上端固定连接有方板架,所述方板架的四根柱部分与所述支撑架的内部滑动连接。
10、优选的,所述方板架的一侧设置有底座,所述底座的上侧中部固定连接有垫模,所述底座的上侧四角处均固定连接有导向柱。
11、优选的,四根所述导向柱的上端固定安装有工作缸体,所述工作缸体的上端固定连通有压缩缸,所述工作缸体的内壁滑动连接有活塞。
12、优选的,所述活塞的下侧固定连接有锤头架,所述锤头架与四根所述导向柱滑动连接,所述垫模的一侧固定连接有下料板。
13、一种高效率锤击空气锤的使用方法,其具体步骤包括:
14、步骤一:在分切机构中,将电池极片的原料片分切成指定尺寸;
15、步骤二:伺服电机启动,进而带动横移组件和双吸料组件向下移动,右端多组吸盘吸住电池极片,此时伺服电机反向转动,带动电池极片向上移动;
16、步骤三:横移组件启动,横移组件同样带动螺杆旋转,带动横杆向左移动,将电池极片转移到方板架上;
17、步骤四:转料机构恢复初始状态,右端多组吸盘吸取下一个电池极片,同时,左端多组吸盘吸取上一个电池极片,处于左端的电池极片被送到垫模上,处于右端的电池极片被放置在方板架上,横杆再次恢复初始状态;
18、步骤五:压缩缸将空气压缩,送入工作缸体,推动活塞,在垫模的配合下,锤击电池极片,将电池极片分切产生的波浪边进行锻压,在反复锤击几次后,推料板推动已经锤击好的电池极片,使其从垫模左侧推出,并从下料板中滑出被收集;
19、步骤六:循环上述步骤,实现后续电池极片的处理。
20、与现有技术相比,本发明的有益效果是:
21、1、本发明中,通过条状架受力带动横移组件和双吸料组件向下移动,两组四角架向下移动,微型气泵主体抽取多根导管内部的气体,使得多组吸盘内部处于负压状态,在大气压的作用下,右端多组吸盘吸住电池极片,并转移到方板架上,接着,转料机构恢复初始状态,右端多组吸盘吸取下一个电池极片,同时,左端多组吸盘吸取上一个电池极片,处于左端的电池极片被送到垫模上,处于右端的电池极片被放置在方板架上,而横杆向左移动过程中,推料板推动已经锤击好的电池极片,使其从垫模左侧推出,并从下料板中滑出被收集,如此循环往复,依次进行多电池极片的分切和波浪边的锤击,工作流程顺畅衔接,减少中间环节,提高生产效率。
22、2、本发明中,通过按照电池极片的尺寸推动一定距离,控制两组第一电缸同步启动,两者的活动杆收缩,同时向下拉动横架的两端,并带动上刀具垂直向下,在下刀具的配合下,将电池极片的原料片分切成指定尺寸,而转料机构将分切好的电池极片转移至方板架上,第二电缸启动,其活动杆上下移动,从而推动方板架在支撑架内部垂直移动,调整方板架与暂存板等高,保证转料机构向下后,能同时吸取两端部分的电池极片,而在分切后的电池极片边缘不是完全相同,导致水平静置下的高度不一致,此时微调整方板架的高度,再次保证两端能同步吸取,减少失误率。
23、3、本发明中,通过压缩缸将空气压缩,送入工作缸体,带动锤头架向下移动,在垫模的配合下,锤击电池极片,将电池极片分切产生的波浪边进行锻压,在反复锤击几次后,在方板架上的下一个电池极片被重新输送到垫模,而横杆向左移动过程中,推料板推动已经锤击好的电池极片,使其从垫模左侧推出,并从下料板中滑出被收集,实现电池极片的锤击和下料两流程顺畅衔接,实现流水线式处理,节省处理周期。
- 还没有人留言评论。精彩留言会获得点赞!