一种大型法兰的制作方法与流程
本发明涉及一种法兰制造,具体是涉及一种大型法兰的制作方法。
背景技术:
1、大型法兰指的是超出了国家有关部门所规定的尺寸的法兰。一般指直径在10m以上尺寸的法兰盘。这样的产品全是采用分段焊接加工而成的产品。
2、目前,大型法兰的制作精度和制作效率,二者不能兼顾,为了提高大型法兰的制作精度,就需要花费相对较长的制作时间,所以在提高制作精度的情况下,制作效率不高。
技术实现思路
1、本发明的目的在于提供一种大型法兰的制作方法,该方法不仅提高了制作精度高,而且还提高了制作效率。
2、为解决上述技术问题,本发明所采用的技术方案是:
3、一种大型法兰的制作方法,包括以下步骤:
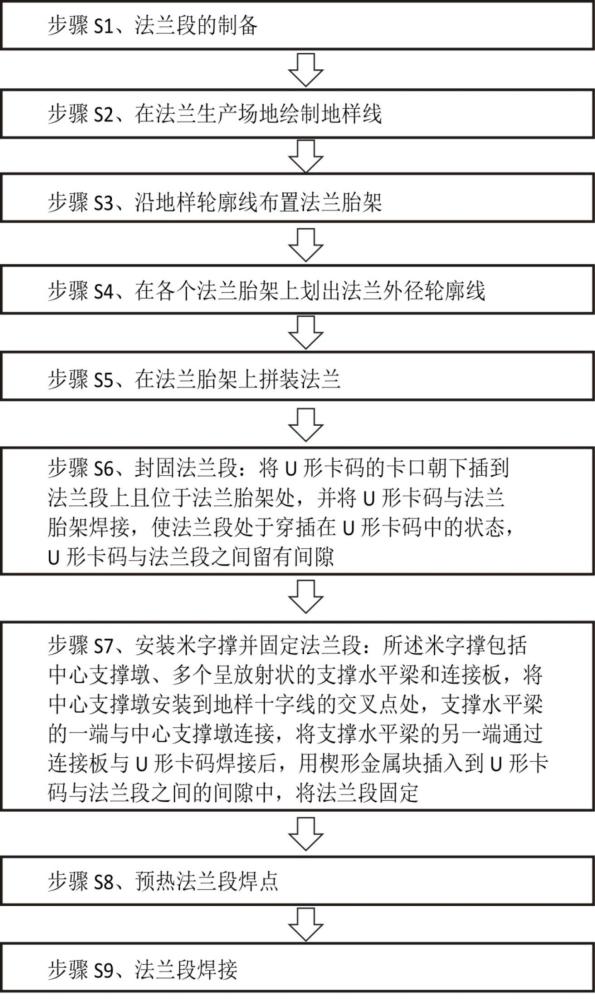
4、步骤s1、法兰段的制备:绘制法兰图纸,将法兰分为多个段,根据法兰图纸要求,制作法兰段;
5、步骤s2、在法兰生产场地绘制地样线:在法兰生产场地的地面,划出地样十字线,在地样十字线的交叉点作出法兰圆心的标记并敲设洋冲点;根据中心点将法兰内径、外径的地样轮廓线划出,在地样轮廓线上划出法兰对接板缝线及16等分线;
6、步骤s3、沿地样轮廓线布置法兰胎架:将制作好的多个法兰胎架沿着地样轮廓线布置,并将法兰胎架固定在法兰生产场地的地面上;
7、步骤s4、在各个法兰胎架上划出法兰外径轮廓线:利用全站仪在法兰胎架上划出外径轮廓线,并敲设好洋冲点;
8、步骤s5、在法兰胎架上拼装法兰:利用天车将法兰段吊装到法兰胎架上,一个法兰段对应三个法兰胎架,三个法兰胎架分别支撑在法兰段的中部和两端,根据法兰胎架上的外径轮廓线、地样十字线、法兰对接板缝线对法兰段进行拼装,所有法兰段拼装完成后,形成了一个圆形;
9、步骤s6、封固法兰段:将u形卡码的卡口朝下插到法兰段上且位于法兰胎架处,并将u形卡码与法兰胎架焊接,使法兰段处于穿插在u形卡码中的状态,u形卡码与法兰段之间留有间隙;
10、步骤s7、安装米字撑并固定法兰段:所述米字撑包括中心支撑墩、多个呈放射状的支撑水平梁和连接板,将中心支撑墩安装到地样十字线的交叉点处,支撑水平梁的一端与中心支撑墩连接,将支撑水平梁的另一端通过连接板与u形卡码焊接后,用楔形金属块插入到u形卡码与法兰段之间的间隙中,将法兰段固定;
11、步骤s8、预热法兰段焊点:利用电加热片对法兰段的焊点区域进行预热;
12、步骤s9、法兰段焊接:预热到设定的温度后,开始对法兰段的焊点区域进行焊接,具体焊接方法如下:s9.1、在法兰段上面端部坡口处完成坡口1/3的焊接,然后在法兰段下面碳刨出白后,完成坡口1/3的焊接;冷却后对法兰段进行平整度、圆弧度的测量;s9.2、根据第一次的测量数据中平整度的水平偏差值,来决定第二次焊接时上下面坡口的先后顺序,完成上下面坡口1/3的焊接后,冷却后对法兰段进行平整度、圆弧度的测量;s9.3、根据第二次的测量数据中平整度的水平偏差值,来决定第三次焊接时上下面坡口的先后顺序,完成上下面剩余的坡口1/3的焊接,该坡口的焊接结束,冷却后对法兰段进行平整度、圆弧度的测量;s9.4、根据上一坡口焊接完成后的测量数据中,平整度的水平偏差值,来决定下一坡口焊接时上下面坡口的先后顺序,直到完成所有上下面坡口的焊接;s9.5、 法兰全部焊接完成后,拆除u形卡码,测量法兰整体焊接后的平整度、圆弧度和半径值。
13、进一步地,步骤s9中,法兰全部焊接完成后,法兰的外径为20160mm,内径为19100mm,法兰的宽度为530mm,法兰的厚度为230mm。
14、进一步地,所述法兰的材质是astm a694。
15、进一步地,步骤s1中,所述法兰分为8段,有8道对接缝,每道对接缝上下面的坡口角度为55°。
16、进一步地,步骤s6中,所述u形卡码的长度不小于960mm,高度不小于450mm,厚度不小于30mm。
17、进一步地,步骤s9中,通过拉钢丝来测量平整度的变化,用圆弧样板来测量圆弧度的变化,用卷尺测量半径的变化。
18、进一步地,步骤s9中,当焊接不连续时,焊缝需要焊后缓冷和保温,焊接的过程中要有专人进行监护加热温度和保温的温度。
19、进一步地,步骤s8中,预热使用电加热片进行加热,并配备热电偶。
20、进一步地,步骤s9中,焊接方式采用的是二氧焊接 wps-950。
21、进一步地,步骤s9中,法兰整体焊接后的平整度为±2mm。
22、本发明的有益效果在于:利用本发明来制作大型法兰,不仅提高了制作精度高,而且还提高了制作效率。
技术特征:
1.一种大型法兰的制作方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的大型法兰的制作方法,其特征在于:步骤s9中,法兰全部焊接完成后,法兰的外径为20160mm,内径为19100mm,法兰的宽度为530mm,法兰的厚度为230mm。
3.根据权利要求2所述的大型法兰的制作方法,其特征在于:所述法兰的材质是astma694。
4.根据权利要求1所述的大型法兰的制作方法,其特征在于:步骤s1中,所述法兰分为8段,有8道对接缝,每道对接缝上下面的坡口角度为55°。
5.根据权利要求4所述的大型法兰的制作方法,其特征在于:步骤s6中,所述u形卡码的长度不小于960mm,高度不小于450mm,厚度不小于30mm。
6.根据权利要求1所述的大型法兰的制作方法,其特征在于,步骤s9中,通过拉钢丝来测量平整度的变化,用圆弧样板来测量圆弧度的变化,用卷尺测量半径的变化。
7.根据权利要求1所述的大型法兰的制作方法,其特征在于,步骤s9中,当焊接不连续时,焊缝需要焊后缓冷和保温,焊接的过程中要有专人进行监护加热温度和保温的温度。
8.根据权利要求1所述的大型法兰的制作方法,其特征在于:步骤s8中,预热使用电加热片进行加热,并配备热电偶。
9.根据权利要求1所述的大型法兰的制作方法,其特征在于:步骤s9中,焊接方式采用的是二氧焊接 wps-950。
10.根据权利要求1所述的大型法兰的制作方法,其特征在于:步骤s9中,法兰整体焊接后的平整度为±2mm。
技术总结
本发明公开了一种大型法兰的制作方法,它包括以下步骤:S1、法兰段的制备;S2、在法兰生产场地绘制地样线;S3、沿地样轮廓线布置法兰胎架;S4、在各个法兰胎架上划出法兰外径轮廓线;S5、在法兰胎架上拼装法兰;S6、封固法兰段:将U形卡码的卡口朝下插到法兰段上,并将U形卡码与法兰胎架焊接;S7、安装米字撑并固定法兰段:所述米字撑包括中心支撑墩、多个呈放射状的支撑水平梁和连接板,将支撑水平梁的另一端通过连接板与U形卡码焊接后,用楔形金属块插入到U形卡码与法兰段之间的间隙中,将法兰段固定;S8、预热法兰段焊点;S9、法兰段焊接。利用本发明来制作大型法兰,不仅提高了制作精度高,而且还提高了制作效率。
技术研发人员:张永康,仇明,王振刚,雷夕勇,龚来兵,朱波波,蒋家坤
受保护的技术使用者:启东中远海运海洋工程有限公司
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!