一种高精度插齿相位对齿加工装置及方法与流程
本发明属于工装量具,具体的说是一种高精度插齿相位对齿加工装置及方法。
背景技术:
1、随着新能源汽车行业的飞速发展,对行业内的各项技术要求也在不断提高,减速器是汽车的重要组成部分。对于减速器内部齿轮的加工方式,目前有很多种,但现有的技术当中,还没有完善可对齿加工的二次装夹加工方法以及可应用的设备,例如切齿、滚齿等,从毛坯粗加工结束后,将会热处理进行表面硬化,对于齿面而言,在热后精加工时就出现无法精准对齿现象,无法完成二次精加工,现有技术通常为热后磨齿加工,需用磨齿机来完成。
技术实现思路
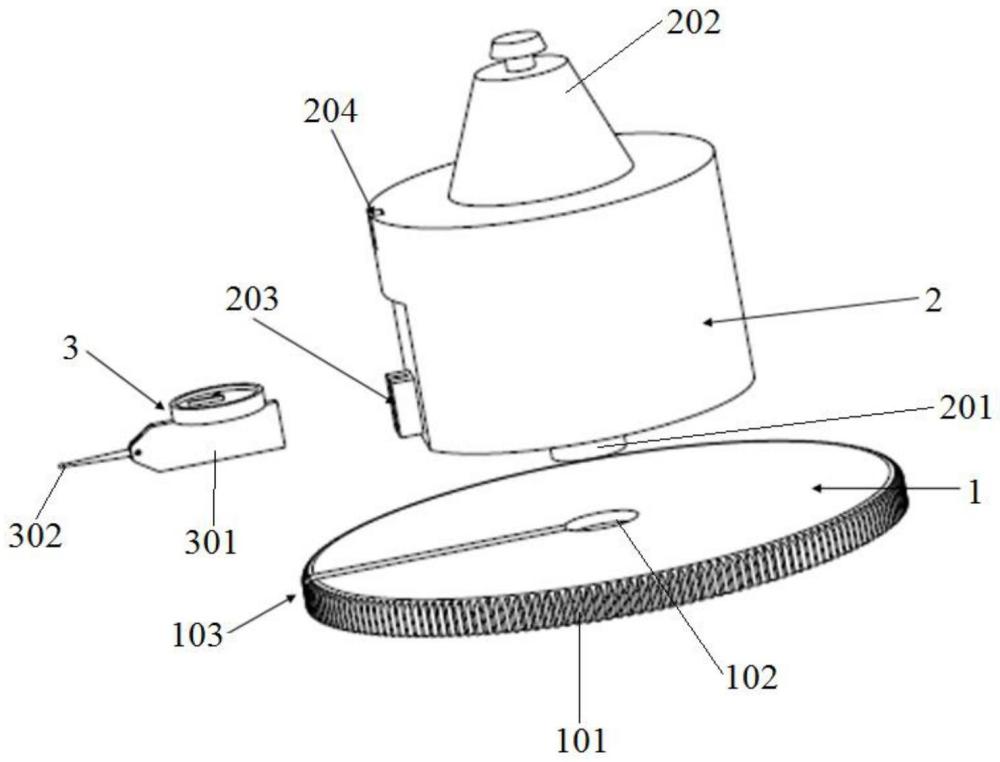
1、针对以上问题,本发明提供了一种高精度插齿相位对齿加工装置及方法,包括刀具、刀柄和千分表,刀具为圆盘型,圆周上均布加工齿,刀具中心设有定位孔;刀柄为圆柱形,刀柄一端设有定位销,定位销能够与定位孔匹配,刀柄另一端设有把手,刀柄圆柱面上设千分表卡槽;千分表固定在定位块上,定位块能够与千分表卡槽匹配,定位块一端设有量针,刀具表面还设有限位槽,定位块能够在限位槽内滑动,量针与定位块铰接,量针测量时与刀具所在平面平行,刀具加工时量针与刀具所在平面垂直,千分表的最小量程为0.002mm,刀柄上还设有键槽,键槽与千分表卡槽连线平行刀柄中心线,本发明突破了现有单项工作的功能及技术,现有的插齿加工机床,只有机床主轴c1/c2轴联动,即刀具轴与零件轴的联动动作,不具备相位分齿加工功能及装置,当零件加工完成拆卸后,无法二次对刀或重复定位再加工,所以加工单一且浪费毛坯,就此等问题现需要突破。首先设计一种带有精度千分表的插齿刀具,实现在灵活装夹过程中以高精度识别相位角度,可精准对齿轮进行二次加工,之后可达到高质高效、节能资源的有益效果,既提高了产率质量问题,又可降低时间成本,有益与试制及批量加工。
2、本发明技术方案如下,一种高精度插齿相位对齿加工装置,包括:刀具、刀柄和千分表,刀具为圆盘型,圆周上均布加工齿,刀具中心设有定位孔;刀柄为圆柱形,刀柄一端设有定位销,定位销能够与定位孔匹配,刀柄另一端设有把手,刀柄圆柱面上设千分表卡槽;千分表固定在定位块上,定位块能够与千分表卡槽匹配,定位块一端设有量针。
3、进一步的,刀具表面还设有限位槽,定位块能够在限位槽内滑动。
4、进一步的,量针与定位块铰接,量针测量时与刀具所在平面平行,刀具加工时量针与刀具所在平面垂直。
5、进一步的,千分表的最小量程为0.002mm。
6、进一步的,刀柄上还设有键槽。
7、进一步的,键槽与千分表卡槽连线平行刀柄中心线。
8、一种高精度插齿相位对齿测量方法,包括以下步骤:
9、s1将本发明装置安装在数控插齿机机床上;
10、s2手动转动机床上的刀具轴,带动量针302对准零件其中的两个齿槽中心,记录数控机床屏幕显示的刀具轴坐标,该坐标为原点坐标;
11、s3手动移动刀具轴,带动千分表左右、前后移动,分别记录左右、前后的移动数值;
12、s4将步骤s3的数据作为加工时的进刀参数,结束。
13、本发明的有益效果为:
14、本发明突破了现有单项工作的功能及技术,现有的插齿加工机床,只有机床主轴c1/c2轴联动,即刀具轴与零件轴的联动动作,不具备相位分齿加工功能及装置,当零件加工完成拆卸后,无法二次对刀或重复定位再加工,所以加工单一且浪费毛坯,就此等问题现需要突破。首先设计一种带有精度千分表的插齿刀具,实现在灵活装夹过程中以高精度识别相位角度,可精准对齿轮进行二次加工,之后可达到高质高效、节能资源的有益效果,既提高了产率质量问题,又可降低时间成本,有益与试制及批量加工。
技术特征:
1.一种高精度插齿相位对齿加工装置,其特征在于,包括:刀具、刀柄和千分表,刀具为圆盘型,圆周上均布加工齿,刀具中心设有定位孔;刀柄为圆柱形,刀柄一端设有定位销,定位销能够与定位孔匹配,刀柄另一端设有把手,刀柄圆柱面上设千分表卡槽;千分表固定在定位块上,定位块能够与千分表卡槽匹配,定位块一端设有量针。
2.如权利要求1所述的一种高精度插齿相位对齿加工装置,其特征在于,刀具表面还设有限位槽,定位块能够在限位槽内滑动。
3.如权利要求1所述的一种高精度插齿相位对齿加工装置,其特征在于,量针与定位块铰接,量针测量时与刀具所在平面平行,刀具加工时量针与刀具所在平面垂直。
4.如权利要求1所述的一种高精度插齿相位对齿加工装置,其特征在于,千分表的最小量程为0.002mm。
5.如权利要求1所述的一种高精度插齿相位对齿加工装置,其特征在于,刀柄上还设有键槽。
6.如权利要求5所述的一种高精度插齿相位对齿加工装置,其特征在于,键槽与千分表卡槽连线平行刀柄中心线。
7.一种高精度插齿相位对齿测量方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种高精度插齿相位对齿加工装置及方法,属于工装量具技术领域,包括刀具、刀柄和千分表,刀具为圆盘型,圆周上均布加工齿,刀具中心设有定位孔;刀柄为圆柱形,刀柄一端设有定位销,定位销能够与定位孔匹配,刀柄另一端设有把手,刀柄圆柱面上设千分表卡槽;千分表固定在定位块上,定位块能够与千分表卡槽匹配,定位块一端设有量针,刀具表面还设有限位槽,定位块能够在限位槽内滑动,量针与定位块铰接,量针测量时与刀具所在平面平行,刀具加工时量针与刀具所在平面垂直,千分表的最小量程为0.002mm,刀柄上还设有键槽,键槽与千分表卡槽连线平行刀柄中心线,本发明既提高了产率质量问题,又可降低时间成本,有益于试制及批量加工。
技术研发人员:李敬超,刘井泽,张人搏,王健夫,张瑜,周仁杰,仉天玺,马旭东,霍星宇,孙超越
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!