一种吊环螺栓的加工方法及设备与流程
本发明涉及索具,具体是涉及一种吊环螺栓的加工方法及设备。
背景技术:
1、索具包括棘轮式拉紧器、杠杆式拉紧器等,通常配合绳索使用,常见于货物运输过程中对货物进行固定。
2、目前,市面上现有的棘轮式拉紧器如专利cn207242475u公开的棘轮式拉紧器,其公开了连接筒,连接筒的两端均螺纹连接有连接杆,两个连接杆的螺纹方向相反,并且,每一连杆背离连接筒的一端设置有吊环,通过吊环与挂钩连接,连接筒的中间位置转动连接有手柄,手柄靠近连接筒的一端设置有轮槽,连接筒的中间位置设有棘轮,轮槽内转动连接有连接轮,连接轮上设置有两个抵触棘轮的棘爪,使用时,两连接杆通过挂钩分别与绳索的两端连接,并手动转动手柄,使得手柄上的一棘爪驱动棘轮转动,并通过棘轮带动连接筒相对于手柄转动,由于两连接杆在连接筒上的螺纹连接方向相反,使得连接筒转动时,能实现两连接杆的相互靠近或相背远离,从而实现对绳索的拉紧或松开。上述结构可以看出,带吊环的连接杆是棘轮式拉紧器的核心结构,在棘轮式拉紧器上的需求量也较大,行业通常将上述设置有吊环的连接杆称为吊环螺栓,提升棘轮式拉紧器使用性能的关键在于提升吊环螺栓的加工品质。
3、现有加工吊环螺栓的方法直接选取棒料进行加工,先对棒料整体加热后进行锻压加工以得到吊环螺栓模型,然后对吊环螺栓模型进行切边处理以得到吊环螺栓半成品,再对吊环螺栓半成品的非吊环端进行车削加工以得到满足尺寸的杆体,最后于杆体外进行滚丝加工以得到吊环螺栓成品。但是,由于需要确保产品锻压时吊环处的材料充足,加工时,通常需要直径较大的棒料来加工,同时,为了保证了后续非吊环端的杆体长度符合要求,导致所使用的棒料的长度也要足尺寸,从而导致使用到的棒料直径粗、长度长,材料使用量大,后续加工时,切边余量大、效率低、资源浪费严重,而且车削加工会破坏金属流线的完整性,导致加工得到的调换螺栓的结构强度变差,因此,提升吊环螺栓的加工品质和加工效率,避免原料资源浪费,降低吊环螺栓的加工成本成为了行业亟待解决的问题。
技术实现思路
1、针对现有技术中存在的上述问题,现旨在提供一种吊环螺栓的加工方法及设备,以对棒料的一端先进行墩头加工,加粗了棒料的端部,适应了吊环尺寸较大而需要直径粗的棒料来加工的问题,减少了切边余量,提高了加工效率,同时也避免了资源的浪费,另外,对棒料的非墩头端进行冷缩杆加工,实现缩杆变径,使得在棒料的非墩头端本身长度较短的情况下也能拉长至长度较长的杆体,从而减少了棒料原本的长度,进一步避免了资源的浪费,并且,冷缩杆加工能有效避免对金属流线完整性的破坏,同时还使得材料组织更紧密,结构强度更高,品质更好,有效降低了吊环螺栓的加工成本。
2、具体技术方案如下:
3、一种吊环螺栓的加工方法,具有这样的特征,包括以下几个步骤:
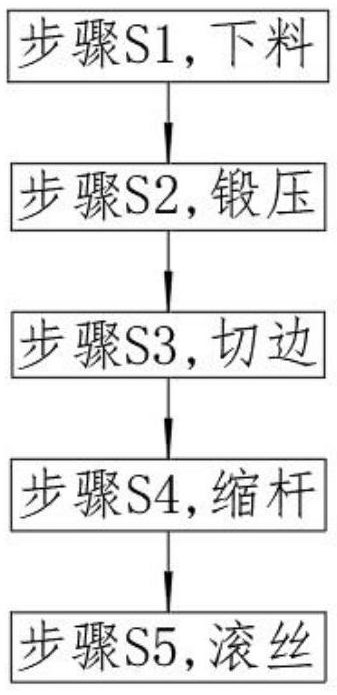
4、步骤s1,下料;
5、采用锯床将长度较长的原料棒截断成若干个长度较短的棒料;
6、步骤s2,锻压;
7、先对棒料的一端进行加热,然后对棒料经过加热的一端进行墩头操作,并在墩头操作完成后对棒料墩头的一端进行锻压,以在棒料的一端形成吊环模型;
8、步骤s3,切边;
9、将锻压后的棒料利用切割机或冲压机进行切边操作,将吊环模型周边的飞边进行切除,形成吊环结构;
10、步骤s4,缩杆;
11、将棒料的非吊环端放入缩杆模内进行缩杆加工,以将棒料的非吊环端形成直径缩小、长度增长的杆体;
12、步骤s5,滚丝;
13、采用滚丝机对步骤s4中形成的杆体进行滚丝加工,得到吊环螺栓成品。
14、上述的一种吊环螺栓的加工方法,其中,棒料的直径d和棒料的长度l与缩杆加工得到的杆体的直径d以及杆体的长度ι需同时满足以下公式:
15、5d2l=9d2ι;
16、d=λl;
17、上式中,λ为常数,取值范围为0.12-0.138。
18、上述的一种吊环螺栓的加工方法,其中,步骤s4中进行缩杆加工时,需对棒料进行持续拨正操作。
19、一种吊环螺栓的加工设备,具有如下技术特征:用于上述步骤s4中的缩杆加工,包括:
20、台板,台板的中部开设有一穿孔;
21、拖动组件,拖动组件设置于台板上,拖动组件具有一夹头,且夹头朝向穿孔布置且沿竖直方向做升降运动;
22、缩杆模,缩杆模包括夹座、夹模以及动态调整组件,夹座为分体式的环状结构,夹座滑动设置于台板上且同轴设置于穿孔外,夹座上可拆卸安装有夹模,并且,动态调整组件设置于台板的底面上,动态调整组件具有若干组拨正组件,且若干组拨正组件均做靠近或远离穿孔的往复运动,同时,若干组拨正组件呈环形阵列分布于穿孔外侧,并且,在棒料背离吊环的一端穿过穿孔并向下延伸时,若干组拨正组件分别位于棒料的四周。
23、上述的一种吊环螺栓的加工设备,其中,缩杆模还包括推动组件,台板和每一拨正组件之间均设置有一推动组件,每一推动组件均包括铰接座、推动驱动器,铰接座固定于台板的底部,拨正组件的上端铰接于对应的铰接座上,每一推动驱动器的两端均铰接于台板和对应的拨正组件上。
24、上述的一种吊环螺栓的加工设备,其中,拨正组件包括滑移架、导轨、滑块、调整驱动器以及滚轮,滑移架的上端交接于对应的铰接座上,滑移架的下端与推动驱动器铰接,并且,导轨安装于滑移架上,滑块滑设于导轨上,滚轮转动安装于滑块上,调整驱动器安装于滑移架上且沿导轨布置,同时,调整驱动器与滑块连接。
25、上述的一种吊环螺栓的加工设备,其中,夹座包括两半圆夹块,两半圆夹块合拢时为一环形结构,同时,夹模包括两半圆模头,两半圆模头合拢时为一环形结构,两半圆夹块均滑动设置于台板上且对称设置于穿孔的两侧,台板上且沿穿孔的径向设置有两条滑轨,两半圆夹块分别滑动设置于两滑轨上,同时,台板上还设置有两组夹紧驱动器,两组夹紧驱动器分别与两半圆夹块连接,并且,两半圆模头与两半圆夹块一一对应并均可拆卸安装于对应的半圆夹块上。
26、上述的一种吊环螺栓的加工设备,其中,每组夹紧驱动器均包括两个夹紧驱动器,两夹紧驱动器对称设置于滑轨的两侧且分别与半圆夹块的两端连接。
27、上述的一种吊环螺栓的加工设备,其中,台板上且位于穿孔的外侧设置有两压紧块,两压紧块对称设置于穿孔的两侧且均位于两半圆夹块之间,同时,每一压紧块的两端分别朝向两半圆夹块,且每一压紧块的两端均开设有楔形夹口,且在两半圆夹块相互合拢时,两半圆模头同一端分别卡设于两楔形夹口内。
28、上述的一种吊环螺栓的加工设备,其中,半圆模头的内壁且靠近动态调整组件的一侧棱边呈圆角布置。
29、上述的一种吊环螺栓的加工设备,其中,拖动组件还包括立架和拖动驱动器,立架的下端固定于台板上,立架的上端横置于穿孔的上方,拖动驱动器竖直朝下安装于立架的上端,夹头安装于拖动驱动器的驱动轴上。
30、上述技术方案的积极效果是:
31、上述的吊环螺栓的加工方法及设备,先将棒料的一端进行墩头加工,增大棒料端部尺寸,更好的适应吊环因尺寸较大需要较多棒料来加工的需求,同时,仅对棒料墩头的部位进行锻压,有效减少了飞边的产生,不仅提高了加工效率,而且避免了资源浪费,另外,对棒料的非墩头端进行缩杆加工,实现缩杆变径,不仅能避免对金属流线完整性的破坏,使得材料组织更紧密,结构强度更高,另外,缩杆加工能将直径较粗、长度较短的棒料拉伸至长度较长的杆体,避免了飞边的产生,进一步避免了资源的浪费,有效降低了吊环螺栓的加工成本,利于大批量生产制造,另外,通过设置包括动态调整组件的缩杆模,能在缩杆过程中实现对棒料的不断矫正,避免因缩杆过程中出现偏移导致拉不动或出现裂口的问题,保证了加工品质。
- 还没有人留言评论。精彩留言会获得点赞!