一种卧式加工中心对零件余量均分的计算方法与流程
本发明属于多轴数控机床在线测量领域,具体涉及一种卧式加工中心对零件余量均分的计算方法。
背景技术:
1、带b轴的卧式加工中心在加工箱体件是具有独特的优势,可以一次装夹完成多角度加工,但由于不规则工件的工件主体或工件焊接变形,使要求同轴产生误差,出现轴线偏移的情况,此时,若不进行余量均分,工件对称度将无法满足工艺要求,且对被加工件要求更高。机床自带的测量模块仅能测出端口孔心位置,需要操作者手动抄录数据进行数学计算再二次输入。在实际生产过程中,十分影响生产节拍与加工效率,无法满足高效率高质量的生产需求。
技术实现思路
1、本发明的目的在于,提供一种卧式加工中心对零件余量均分的计算方法,解决了零件铸造、锻造等被加工件两端不同轴导致的余量不均的问题。
2、为解决上述技术问题,本发明的技术方案为:一种卧式加工中心对零件余量均分的计算方法,包括以下步骤:
3、将零件水平设置于卧式加工中心机床的加工台上任意位置;
4、将零件的中心位置作为零件加工坐标系的原点,确定零件加工坐标系相对于机床坐标系的位置以及零件的中心位置相对于机床坐标系b轴的位置;
5、将零件加工坐标系的原点沿机床坐标系b轴旋转,分别得到沿b轴旋转90度和负90度的零件两端中点坐标,对沿b轴旋转90度和负90度的零件两端中点坐标分别计算得到两端部中点坐标转化为b轴0度下的零件两端中点坐标后的偏移量坐标值,并对偏移量坐标值取中值,将该中值作为余量均分后的零件加工坐标系的原点坐标;其中,零件两端部中点为零件两端侧面的中点。
6、当零件无法水平设置时,通过垫片将零件拉平。
7、所述垫片为铜垫片。
8、对沿b轴旋转90度和负90度的零件两端中点坐标分别计算得到两端部中点坐标转化为b轴0度下的零件两端中点坐标后的偏移量坐标值的计算方法具体为:先对沿b轴旋转90度和负90度的零件两端中点坐标分别进行余量均分计算,再对余量均分计算后的结果进行旋转计算得到b轴0度下的零件两端中点坐标后的偏移量坐标值。
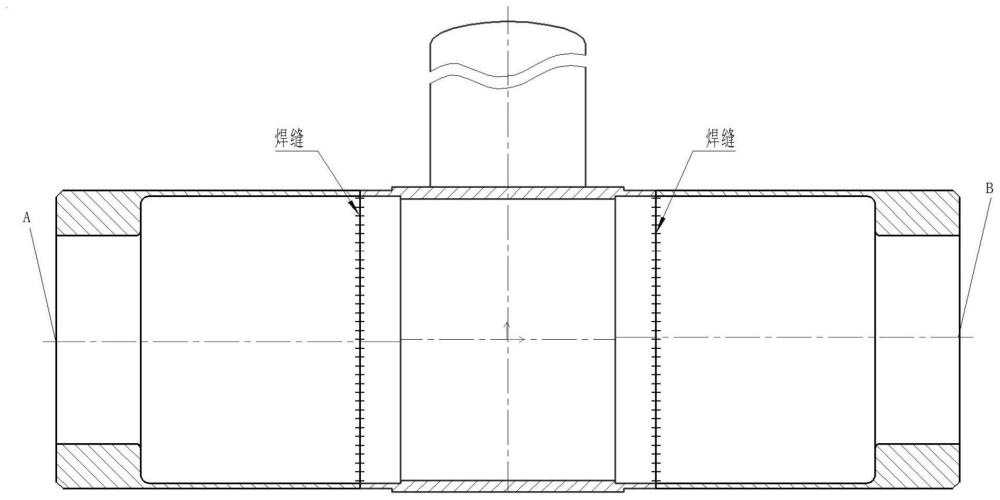
9、所述零件选取为筒类焊接件。
10、筒类焊接件的中心选取为其孔心。
11、还提供一种计算机设备,包括存储器、处理器以及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如上述任一项所述方法的步骤。
12、还提供一种计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现如上述任一项所述方法的步骤。
13、与现有技术相比,本发明的有益效果为:
14、本发明通过坐标旋转换算以及取平均值的方式进行余量均分计算后得到新的均分后坐标原点的机床坐标值,解决了零件铸造、锻造等被加工件两端不同轴导致的余量不均的问题。
技术特征:
1.一种卧式加工中心对零件余量均分的计算方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种卧式加工中心对筒类焊接件余量均分的计算方法,其特征在于,当零件无法水平设置时,通过垫片将零件拉平。
3.根据权利要求2所述的一种卧式加工中心对筒类焊接件余量均分的计算方法,其特征在于,所述垫片为铜垫片。
4.根据权利要求1所述的一种卧式加工中心对筒类焊接件余量均分的计算方法,其特征在于,对沿b轴旋转90度和负90度的零件两端中点坐标分别计算得到两端部中点坐标转化为b轴0度下的零件两端中点坐标后的偏移量坐标值的计算方法具体为:先对沿b轴旋转90度和负90度的零件两端中点坐标分别进行余量均分计算,再对余量均分计算后的结果进行旋转计算得到b轴0度下的零件两端中点坐标后的偏移量坐标值。
5.根据权利要求1所述的一种卧式加工中心对筒类焊接件余量均分的计算方法,其特征在于,所述零件选取为筒类焊接件。
6.根据权利要求5所述的一种卧式加工中心对筒类焊接件余量均分的计算方法,其特征在于,筒类焊接件的中心选取为其孔心。
7.一种计算机设备,包括存储器、处理器以及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现如权利要求1-6任一项所述方法的步骤。
8.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现如权利要求1-6任一项所述方法的步骤。
技术总结
本发明公开了一种卧式加工中心对零件余量均分的计算方法,包括:将零件水平设置于卧式加工中心机床的加工台上任意位置;将零件的中心位置作为零件加工坐标系的原点,确定零件加工坐标系相对于机床坐标系的位置以及零件的中心位置相对于机床坐标系B轴的位置;将零件加工坐标系的原点沿机床坐标系B轴旋转,分别得到沿B轴旋转90度和负90度的零件两端中点坐标,对沿B轴旋转90度和负90度的零件两端中点坐标分别计算得到两端部中点坐标转化为B轴0度下的零件两端中点坐标后的偏移量坐标值,并对偏移量坐标值取中值,将该中值作为余量均分后的零件加工坐标系的原点坐标。本发明解决了铸造件、锻造件等被加工件两端不同轴导致的余量不均的问题。
技术研发人员:王继峰,胡康林,胡炜,王继东,张博林,王宇航
受保护的技术使用者:航宇救生装备有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!