一种深孔镗刀的制作方法
本发明涉及适用于液压油缸大直径深孔加工的刀具,具体是涉及一种深孔镗刀。
背景技术:
1、在工程机械、航天机械、石油机械和矿山机械等制造领域常有大直径深孔的加工。针对这类孔的镗削加工一般采用整体焊接式结构,将刀片焊在刀架上,再进行人工的修磨,导向条采用单排胶木,因而存在以下不足:
2、(1)整体焊接式刀片磨损快,磨损后只能重新焊接,周期长,效率低。
3、(2)单排胶木支撑,磨损较快,导致在内孔加工过程中刀具容易产生偏斜,继而导致加工内孔偏斜。
4、(3)刀具每次使用前都需要进行对刀尺寸的计算,调试,效率较低,且尺寸不精确。
5、(4)现有的深孔镗刀都采用单刃结构,吃刀量较小,加工效率较低。
6、(5)切削热的产生导致刀片易崩刃、导向支撑热膨胀,内孔震纹等缺陷无法消除,压力过大导致无法加工。
7、(6)镗刀刀头重量大,加工内孔时存在加工偏斜现象。
技术实现思路
1、本发明主要目的是解决液压油缸大直径深孔加工一次吃刀量小,刀具调整、对刀较繁琐,内孔偏斜、切削热等技术问题。
2、本发明按以下技术方案实现:
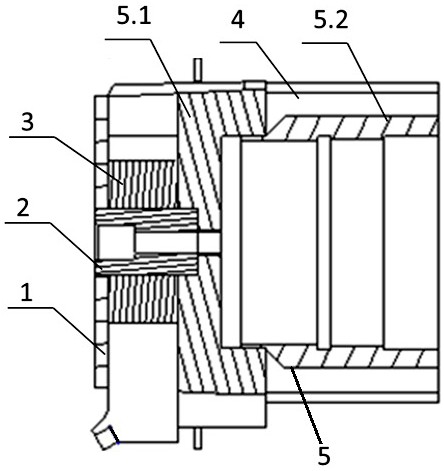
3、一种深孔镗刀,包括:
4、刀体;
5、芯轴,通过定位止口及螺钉固定于刀体上;
6、定尺环,套装在所述芯轴上;
7、刀架、支撑座,通过刀体沟槽与定尺环配合,并经过螺钉固定于刀体上;
8、刀片、合金引导垫,通过螺钉分别固定刀架、支撑座上,通过改变定尺环实现刀片、合金引导垫外圆尺寸的同步调节;
9、端盖,通过螺钉固定于刀体上,用于将芯轴、定尺环固定。
10、在一些实施例中,在所述刀体的外圆周面上均匀相间的设置有四个胶木条,胶木条通过螺钉固定与刀体上。
11、在一些实施例中,所述胶木条圆周角度与刀片和合金引导垫夹角45°。
12、在一些实施例中,所述胶木条的外圆尺寸要大于刀片外圆尺寸0.2-0.25mm之间。
13、在一些实施例中,所述合金引导垫外圆尺寸要小于刀片外圆尺寸0.1-0.15mm之间。
14、在一些实施例中,在所述刀体上对称设置有两刃刀片,两刃刀片圆周相隔90°。
15、在一些实施例中,所述合金引导垫的数量为两个,两个合金引导垫相对刀片同排圆周相隔90°。
16、在一些实施例中,在对称刀片方向处、刀体本身圆周上开设导流孔,保证铁屑顺利排出缸筒。
17、在一些实施例中,所述刀体由刀头与连接杆焊接而成。
18、本发明有益效果:
19、本发明实现刀片与合金支撑同步可调,效率高,尺寸精确,对称两刃刀片、两排交错支撑,有效保证加工圆度、内孔直线度,加工效率高;刀体轻量化,减小加工偏斜;导流孔易排屑、减小切削热,提高刀片寿命。
20、通过本发明设计专用深孔镗刀,可以一次性加工内孔直径12mm,比原来老式深孔镗刀效率至少高出一倍,且每米直线度保证0.5mm以内,比原来加工直线度至少提高2倍;刀头后部进行轻量化减重设计,与连接杆固定,连接杆采用螺纹与镗杆连接,大大减轻刀具的重量,减小加工偏斜现象;设计导流孔,流量集中、易排屑,引流至刀片,减小切削液、崩刃现象发生。
技术特征:
1.一种深孔镗刀,其特征在于,包括:
2.根据权利要求1所述的一种深孔镗刀,其特征在于:
3.根据权利要求2所述的一种深孔镗刀,其特征在于:
4.根据权利要求2所述的一种深孔镗刀,其特征在于:
5.根据权利要求1所述的一种深孔镗刀,其特征在于:
6.根据权利要求1所述的一种深孔镗刀,其特征在于:
7.根据权利要求1所述的一种深孔镗刀,其特征在于:
8.根据权利要求1所述的一种深孔镗刀,其特征在于:
9.根据权利要求1所述的一种深孔镗刀,其特征在于:
技术总结
本发明公开了一种深孔镗刀,包括刀体、芯轴、定尺环、刀架、支撑座、刀片、合金引导垫和端盖;芯轴通过定位止口及螺钉固定于刀体上;定尺环套装在所述芯轴上;刀架、支撑座通过刀体沟槽与定尺环配合,并经过螺钉固定于刀体上;刀片、合金引导垫通过螺钉分别固定刀架、支撑座上,通过改变定尺环实现刀片、合金引导垫外圆尺寸的同步调节;端盖通过螺钉固定于刀体上,用于将芯轴、定尺环固定。本发明实现刀片与合金支撑同步可调,效率高,尺寸精确,对称两刃刀片、两排交错支撑,有效保证加工圆度、内孔直线度,加工效率高。
技术研发人员:马宝,梁婉婉,韦金钰,孙卫卫
受保护的技术使用者:徐州徐工液压件有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!