一种线性模组自动化对位组装设备的制作方法
本技术涉及线性模组组装设备领域,尤其是涉及一种线性模组自动化对位组装设备。
背景技术:
1、线性模组也称为定位模组,是一种直线传动装置,它的构成可以通过两种方式实现。一种是滚珠丝杆和直线导轨组成,另一种是用同步带及同步带轮组成。其使用范围广,安装方便,精度高,以被广大的用户所接受;省去了自己制作直线运动的机构的具体环节。
2、但现今线性模组在生产时一般是使用人工进行组装,但人工组装时需要进行多次的校准,导致生产时间较长,同时,人工进行校准时,容易出现误差,导致线性模组组装后无法使用,降低生产效率的同时,还会提高生产成本。
技术实现思路
1、本技术的目的在于:为解决上述背景技术中提出的问题,本技术提供了一种线性模组自动化对位组装设备。
2、本技术为了实现上述目的具体采用以下技术方案:
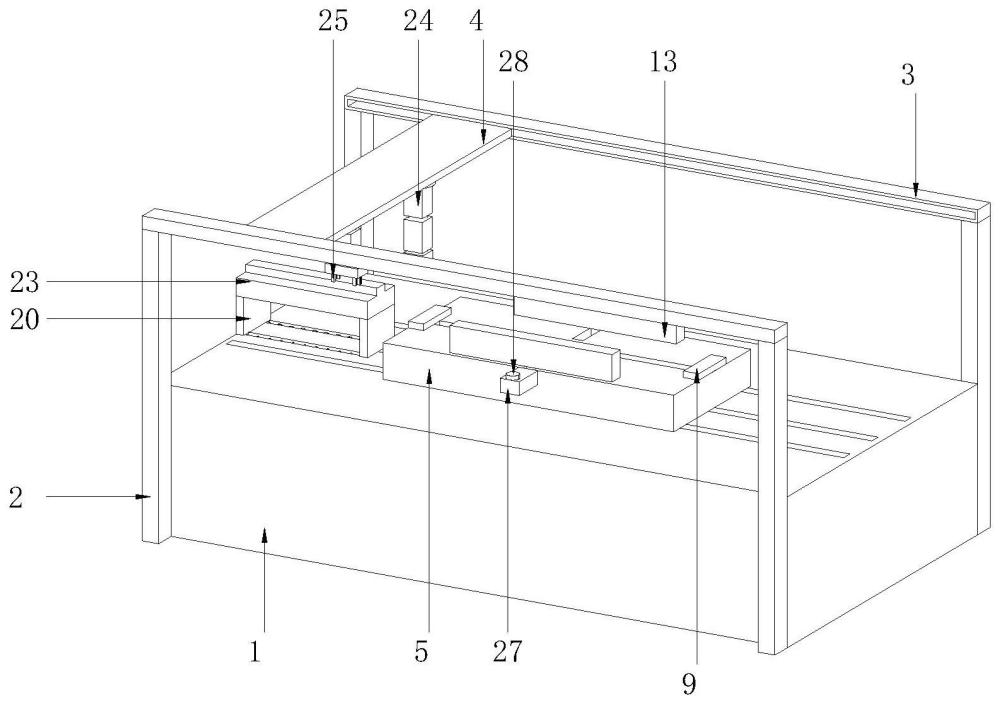
3、一种线性模组自动化对位组装设备,包括底座,所述底座外侧固定连接有四个支撑柱,所述支撑柱分为两组,两组所述支撑柱内部分别固定连接有电动滑轨支撑架,所述电动滑轨支撑架内部固定连接有电动滑轨,两个所述电动滑轨支撑架内部滑动连接有顶板,所述顶板内部固定连接有两个电动滑轨,所述底座顶部滑动连接有滑动座,所述滑动座底部固定连接有滑块,所述滑块与底座滑动连接,所述底座内腔底部设置有移动组件,所述移动组件端部连接有传动组件,所述传动组件端部连接有夹持组件,所述底座顶部固定连接有擦拭组件,所述顶板底部滑动连接有第一安装组件和第二安装组件,所述滑动座外侧设置有定位组件,所述传动组件同时带动移动组件和夹持组件,所述移动组件通过移动组件与擦拭组件结合。
4、通过采用上述技术方案,通过传动组件带动夹持组件进行运作,以此对模组底座进行夹持,以此对模组底座的位置进行固定,以此保证线性模组在安装时位置不会发生改变,当模组底座夹持完成后,可以通过传动组件,以此带动移动组件进行运作,以此带动模组底座进行移动,以此带动模组底座向着擦拭组件进行移动,以此使擦拭组件对模组底座进行擦拭,降低模组底座上的灰尘对后续安装造成影响的概率,当模组底座擦拭完成后,可以通过移动组件带动模组底座恢复原位,当模组底座恢复原位后,会同时启动定位组件进行运作,同时,第一安装组件会进行运作,以此将零件夹起,当零件被夹起时,顶板会带动第一安装组件和第二移动组件进行移动,在移动过程中,顶板会带动定位组件移动,当顶板上的定位组件和滑动座上的移动组件竖直平行时,会启动第一安装组件,以此保证零件安装的精确性,以此通过第一安装组件将零件放置在模组底座上,当零件防止在模组底座上时,第二移动组件会被启动,以此将零件和模组底座固定连接。
5、进一步地,所述夹持组件包括与滑动座转动连接的第一螺杆,所述第一螺杆端部固定连接有第一锥齿轮,所述第一螺杆外侧通过螺纹滑动连接有第一连接块,所述第一螺杆端部与滑动座转动连接,所述第一连接块端部固定连接有第一夹持块,所述滑动座内部转动连接有第二螺杆,所述第二螺杆端部固定连接有第二锥齿轮,所述第二螺杆外侧通过螺纹滑动连接有第二连接块,所述第二螺杆端部与滑动座转动连接,所述第二连接块端部固定连接有第二夹持块,所述夹持组件设置有两组,两组所述夹持组件相对设置。
6、通过采用上述技术方案,通过第一锥齿轮和第二锥齿轮的转动,以此带动第一螺杆和第二螺杆转动,以此带动第一连接块和第二连接块进行移动,以此带动第一夹持块和第二夹持块进行移动,以此方便第一夹持块和第二夹持块对模组底座进行夹持,以此保证后续线性模组安装时位置不会发生改变,以此降低生产时出现失误的概率。
7、进一步地,所述传动组件包括与第一锥齿轮和第二锥齿轮外侧啮合的第三锥齿轮,所述第三锥齿轮底部固定连接有第一传动杆,所述第一传动杆贯穿底座并与底座滑动连接,所述第一传动杆端部传动连接有双头电机,所述双头电机外侧固定连接有支撑杆,所述支撑杆端部与底座滑动连接,所述双头电机端部传动连接有第二传动杆,所述第二传动杆端部与底座滑动连接。
8、通过采用上述技术方案,通过双头电机带动第一传动杆转动,以此带动第三锥齿轮转动,以此方便将动力传输至夹持组件上,通过双头电机带动第二传动杆转动,以此带动齿轮转动,以此方便将动力传输至移动组件上,以此降低动力源的产生,以此降低生产成本。
9、进一步地,所述移动组件包括与第二传动杆外侧固定连接的齿轮,所述齿轮外侧啮合有齿条。
10、通过采用上述技术方案,通过齿轮的转动,以此使齿轮在齿条上转动,以此方便带动传动组件移动。
11、进一步地,所述擦拭组件包括固定连接于底座顶部的支撑块,所述支撑块端部固定连接有擦拭块,所述擦拭块底部滑动连接有滑动支撑块,所述滑动支撑块底部与底座滑动连接,所述滑动支撑块与底座之间固定连接有弹簧。
12、通过采用上述技术方案,当模组底座移动时,会带动第一夹持块对滑动支撑块进行挤压,以此对弹簧进行挤压,同时,当滑动支撑块改变位置时,擦拭块会进入模组底座内部,以此方便擦拭块对模组底座内部的灰尘等杂质进行擦拭,以此降低灰尘等杂质对后续安装造成影响的可能。
13、进一步地,所述第一安装组件包括与顶板滑动连接的机械臂,所述机械臂设置有两个,两个所述机械臂相邻设置,所述机械臂底部固定连接有机械爪。
14、通过采用上述技术方案,通过机械臂带动机械爪进行移动,以此方便机械爪将零件夹起,以此方便机械爪将零件放置在模组底座上。
15、进一步地,所述第二安装组件包括与顶板滑动连接的机械臂,所述机械臂底部固定连接有螺丝批。
16、通过采用上述技术方案,通过机械臂带动螺丝批进行移动,以此方便螺丝批对零件和模组底座进行固定。
17、进一步地,所述定位组件包括固定连接于滑动座外侧的延伸块,所述延伸块顶部固定连接有红外线发射器,所述顶板底部固定连接有红外线接收器。
18、通过采用上述技术方案,通过红外线发射器发射红外线,当红外线发射器与红外线接收器的位置进行竖直平行时,红外线接收器会接收到信息,以此保证零件和模组底座安装的精准性。
19、综上所述,本技术包括以下至少一种有益效果;
20、1、本技术,当将模组底座放置在滑动座上时,可以通过双头电机带动第一传动杆转动以此将动力传输至第一锥齿轮和第二锥齿轮上,以此方便第一夹持块和第二夹持块对模组底座进行夹持,以此保证线性模组后续安装时不会发生位置的改变,以此保证线性模组安装的精确性,以此保证线性模组的成品率。
21、2、本技术,当模组底座擦拭完成后,移动组件会带动模组底座恢复原位,这时会启动红外线发射器,同时顶板会带动机械臂、机械爪和螺丝批进行移动,同时顶板会带动红外线接收器进行移动,当红外线发射器和红外线接收器竖直平行时,红外线接收器会接收信息,同时启动机械臂进行运作,进一步保证线性模组安装的精确性,进一步提高线性模组安装的成功率。
22、3、本技术,当模组底座被夹持组件夹持完成后,同时双头电机会带动第二传动杆转动,以此带动齿轮转动,以此带动滑动座进行移动,以此带动模组底座与擦拭块进行结合,以此对模组底座上的灰尘和杂质进行清除,以此保证模组底座上的灰尘和杂质不会对后续安装造成影响,进一步提高线性模组安装的成功率。
- 还没有人留言评论。精彩留言会获得点赞!