一种电池包双机头卧式自动点焊组装机的制作方法
本发明涉及电池包组装,尤其涉及一种电池包双机头卧式自动点焊组装机。
背景技术:
1、在电子产品领域中,电池包是指为了提高设备电量而设计的一种可重复充电的外置电池装置。常见的小型电池包是通过多节锂电池组装而成的,具有体积小、能量密度高、自放电率低、寿命长等特点,适用于各种用途。
2、而在现有的小型电池包加工工艺中,为使各节锂电池之间形成通路,需利用点焊机将镍片焊接在各节电池的极耳之间,将相邻的锂电池进行串联,而这一步骤通常是由人工手持镍片并将其按压至电池极耳处,并将其伸入点焊机的焊头下方,利用点焊机完成焊接,但由于镍片较小,人工按压镍片时,手指距离焊接点较近,在焊接时容易将手指灼伤,且由于电池正负两个极点均需要进行焊接,这也导致电池的焊接点增多,需要人工进行多次操作,使得手指被点焊机灼伤的风险大大增加。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种电池包双机头卧式自动点焊组装机,能够自行完成对电池包内的电池之间的焊连。
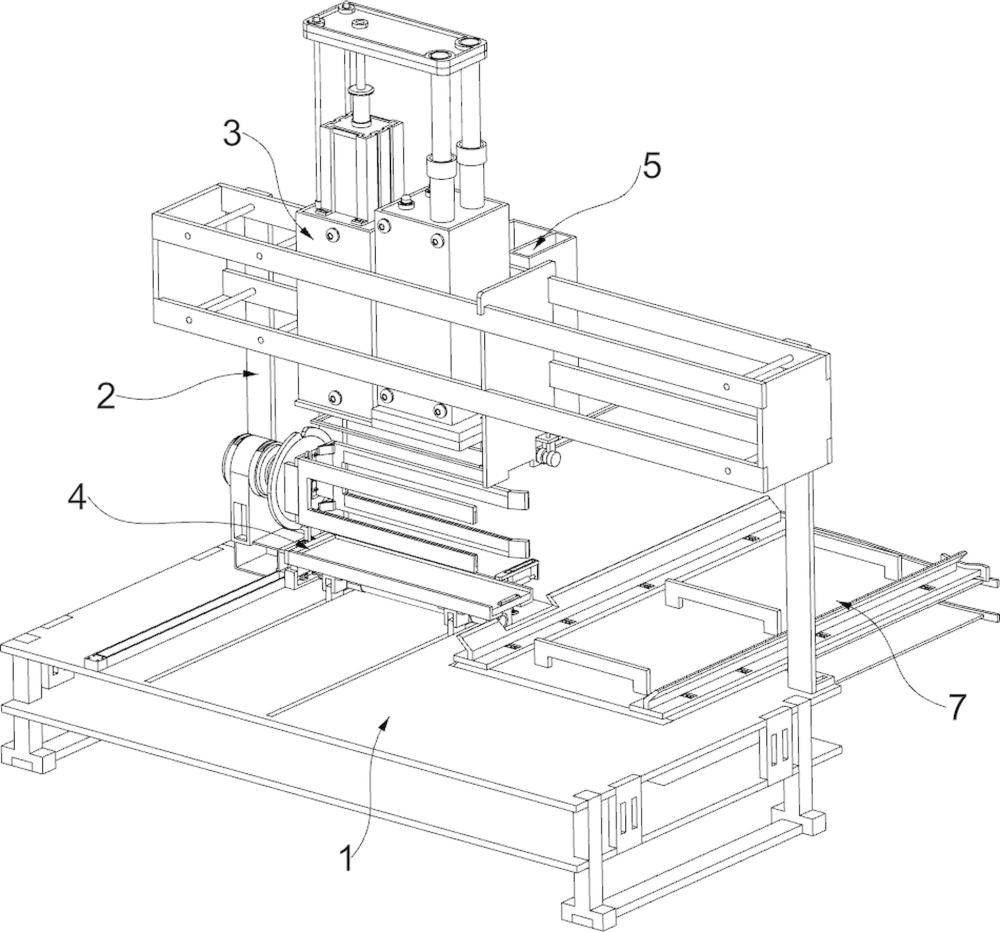
2、本发明的技术实施方案为:一种电池包双机头卧式自动点焊组装机,包括:工作台,用于为电池的点焊提供工作平面,顶部设置有安装支架;点焊机,安装于所述安装支架上,用于为电池进行点焊;运料机构,配合所述点焊机能够自动完成对电池之间的焊连,包括输送部、放置部和翻转部,所述输送部能够将电池运送至所述点焊机的正下方,所述放置部用于放置待焊连的电池,且能够推动电池进行移动以对其焊接点进行更换,所述翻转部用于对电池进行夹持定位,且还能够将电池进行翻面;推料组件,包括物料框、气缸ⅱ、推料架和限位挡架,所述物料框设置于所述安装支架上,用于堆放镍片,所述气缸ⅱ设置于所述物料框上,能够为镍片的推出提供动力,所述推料架与所述气缸ⅱ的活动端固定相连,且能够滑入所述物料框内将镍片推出,所述限位挡架设置于所述物料框前侧,能够对所述物料框推出的镍片定位至电池的极耳处。
3、在本发明一个较佳实施例中,所述输送部包括:无杆气缸,固定安装于所述工作台的上表面;滑块,滑动设置于所述无杆气缸上;支撑滑座,与所述工作台滑动相连,且能够穿出所述工作台的上表面。
4、在本发明一个较佳实施例中,所述放置部包括:放置台,通过弹簧与所述滑块滑动相连,能够随所述滑块同步进行移动,且所述放置台底部与所述支撑滑座穿出所述工作台部分滑动配合;安放板,滑动设置于所述放置台上,用于安放电池,且所述安放板左端设有一高于其安放平面的凸块;气缸ⅰ,固定设置于所放置台底部,且其活动端与所述安放板固定相连;电动挡块,设置于所述安放板右部,能够嵌入或穿出所述安放板。
5、在本发明一个较佳实施例中,所述翻转部包括:承载座,与所述滑块固定相连,能够随所述滑块同步进行移动;伺服电机,固定安装于所述承载座顶部,能够为电池的翻转提供动力;安装盘,固定设置于所述伺服电机的输出轴上,能够在所述伺服电机的驱动下旋转;夹板ⅰ,固定安装于所述安装盘上;夹板ⅱ,通过弹簧与所述安装盘滑动相连,与所述夹板ⅰ配合能够完成对电池的夹持固定;顶块,设置于所述放置台上,位于所述安装盘正下方,能够与所述安装盘进行配合;定位块,设置于所述夹板ⅰ与所述夹板ⅱ上,能够在电池放入时对其进行定位。
6、在本发明一个较佳实施例中,所述安装盘上对称设置有缺口,所述安装盘转动时会与所述顶块接触并将所述顶块向下挤压,同时使得所述放置台同步下降,直至所述顶块位于缺口正下方时才可向上复位;所述定位块与电池的接触面设置为贴合电池侧壁的弧面。
7、在本发明一个较佳实施例中,所述物料框内设置有多个用于放置镍片的隔间,且隔间分为横向与纵向两种类型,分别能够横向以及纵向堆放镍片;所述限位挡架以滑动的方式与所述物料框相连,电池翻转时会与所述限位挡架接触并将其向上顶起。
8、在本发明一个较佳实施例中,所述安装支架上设置下压组件,所述下压组件包括:固定板,设置于所述安装支架上,位于所述点焊机右侧;导向块,设置于所述固定板上,辊压件,通过弹簧与所述导向块滑动相连;同步板,设置于所述点焊机与所述辊压件之间,所述点焊机下降时能够带动所述辊压件同步进行下降,并将垂直于电池排列方向放置的镍片压弯。
9、在本发明一个较佳实施例中,所述工作台上设置送出组件,所述送出组件包括:输送带,安装于所述工作台上,位于所述放置台出口下方,用于将焊接完成的电池向外送出;限位斜板,对称设置于所述输送带两侧,能够将电池限制在所述输送带的输送面上;n形挡框,间隔均匀的设置于所述输送带的输送面上,用于对电池进行分隔。
10、在本发明一个较佳实施例中,所述限位斜板通过弹簧与所述输送带滑动相连,且靠近所述放置台的所述限位斜板上开设有可供电池通过的方槽。
11、在本发明一个较佳实施例中,所述工作台上还设置有阻挡组件,所述阻挡组件包括:导向座,设置于所述放置台出口处后侧的工作台上;电动推杆,安装于所述导向座上;l形槽杆,与所述电动推杆的活动端固定相连,且同时与所述导向座滑动配合,能够移动至所述放置台上方并对电池进行阻挡。
12、与现有技术相比,本发明具有以下优点:1、本发明通过放置部和推料组件的设置,利用气缸ⅱ配合推料架将物料框内的镍片推至电池上,并通过限位挡架进行定位,使得镍片位于电池的极耳上,利用气缸ⅰ对安放板上进行推动,使安放板上的电池依次对准点焊机的焊头,通过点焊机完成对电池与镍片的焊连,无需人工与电池和镍片进行接触,确保整个点焊组装过程的安全性;
13、2、通过翻转部的设置,利用夹板ⅰ和夹板ⅱ配合能够对电池进行夹持固定,使其移动时更为平稳,提高焊接的精度,且通过伺服电机驱动安装盘旋转,并在夹板ⅰ和夹板ⅱ的夹持下,能够实现对电池的翻转,无需人工进行操作;
14、3、通过下压组件的设置,在点焊机下降的同时,通过同步板驱动辊压件向下移动,能够自行将凸出的镍片压弯至与电池侧壁贴合;
15、4、通过送出组件和阻挡组件的设置,通过电动推杆将l形槽杆推动至放置台上方,并将启动电动挡块,使其嵌入安放板内,在安放板收回时,l形槽杆会将电池挡入输送带上,利用输送带向外送出,无需人工手动进行取料。
技术特征:
1.一种电池包双机头卧式自动点焊组装机,其特征是,包括:
2.按照权利要求1所述的一种电池包双机头卧式自动点焊组装机,其特征是,所述输送部(41)包括:
3.按照权利要求2所述的一种电池包双机头卧式自动点焊组装机,其特征是,所述放置部(42)包括:
4.按照权利要求3所述的一种电池包双机头卧式自动点焊组装机,其特征是,所述翻转部(43)包括:
5.按照权利要求4所述的一种电池包双机头卧式自动点焊组装机,其特征是,所述安装盘(433)上对称设置有缺口,所述安装盘(433)转动时会与所述顶块(436)接触并将所述顶块(436)向下挤压,同时使得所述放置台(421)同步下降,直至所述顶块(436)位于缺口正下方时才可向上复位;所述定位块(437)与电池的接触面设置为贴合电池侧壁的弧面。
6.按照权利要求5所述的一种电池包双机头卧式自动点焊组装机,其特征是,所述物料框(51)内设置有多个用于放置镍片的隔间,且隔间分为横向与纵向两种类型,分别能够横向以及纵向堆放镍片;所述限位挡架(54)以滑动的方式与所述物料框(51)相连,电池翻转时会与所述限位挡架(54)接触并将其向上顶起。
7.按照权利要求6所述的一种电池包双机头卧式自动点焊组装机,其特征是,所述安装支架(2)上设置下压组件(6),所述下压组件(6)包括:
8.按照权利要求7所述的一种电池包双机头卧式自动点焊组装机,其特征是,所述工作台(1)上设置送出组件(7),所述送出组件(7)包括:
9.按照权利要求8所述的一种电池包双机头卧式自动点焊组装机,其特征是,所述限位斜板(72)通过弹簧与所述输送带(71)滑动相连,且靠近所述放置台(421)的所述限位斜板(72)上开设有可供电池通过的方槽。
10.按照权利要求9所述的一种电池包双机头卧式自动点焊组装机,其特征是,所述工作台(1)上还设置有阻挡组件(8),所述阻挡组件(8)包括:
技术总结
本发明涉及电池包组装技术领域,提供一种电池包双机头卧式自动点焊组装机,包括:工作台,用于为电池的点焊提供工作平面,顶部设置有安装支架;点焊机,安装于所述安装支架上,用于为电池进行点焊;运料机构,配合所述点焊机能够自动完成对电池之间的焊连,包括输送部、放置部和翻转部。本发明通过放置部和推料组件的设置,利用气缸Ⅱ配合推料架将物料框内的镍片推至电池上,并通过限位挡架进行定位,使得镍片位于电池的极耳上,利用气缸Ⅰ对安放板上进行推动,使安放板上的电池依次对准点焊机的焊头,通过点焊机完成对电池与镍片的焊连,无需人工与电池和镍片进行接触,确保整个点焊组装过程的安全性。
技术研发人员:黄晓河,徐国根,卢海贤,孙伟东,植思文,陈伯乐,吴志远,覃晓洁
受保护的技术使用者:广东东博智能装备股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!